一种真空超塑成形/扩散连接装备的制作方法
本发明属于航空航天领域,具体是真空超塑成形/扩散连接。
背景技术:
1、在航空航天领域,对于复杂零件的成形和焊接装备以及工艺技术的轻量化、高速化、精确化和高可靠性提出了极高的要求。为实现这些要求,需要使用先进的成形和焊接装备以及相关工艺技术。其中,超塑成形/扩散连接是一种具有广泛应用前景的技术。在一定的压力和温度条件下,超塑成形可以显著提高材料的延展性和成形能力,使其可以成形出复杂的构件,同时具有成形精度高、扩散连接质量高等优势。相比普通超塑成形技术,真空超塑成形技术在材料的高温氧化和成形过程的净化方面具有独特优势。
2、传统超塑成形/扩散连接装备制造过程中需要在高温高压环境下进行,导致工件容易氧化、表面质量不佳、成形精度低且成形件冷却时间长,使得工件容易产生热态变形,进而影响成形零件性能。同时,这些问题也导致零件成品率低,进而导致生产效率低,无法满足大批量生产需求,增加了制造成本。
技术实现思路
1、本发明提供的真空超塑成形/扩散连接装备克服了传统装备在真空环境下成形难度大、工件易氧化和成形后无法快速降温等缺点。通过采用真空系统,该装备可以显著提高抽气速率,减少成形时间,创造出稳定的真空成形环境,改善超塑成形零件环境,避免了氧化问题。同时通过氩气快冷系统,能够快速将工件降温,从而有效地防止了工件热变形,增强了材料性能,提高了成形质量和精度。这些优点使得本发明具有广泛的应用前景,尤其适用于钛合金、铝合金、高温合金等耐高温材料的轻量化、复杂结构成形制造。
2、本发明提供的技术方案如下:
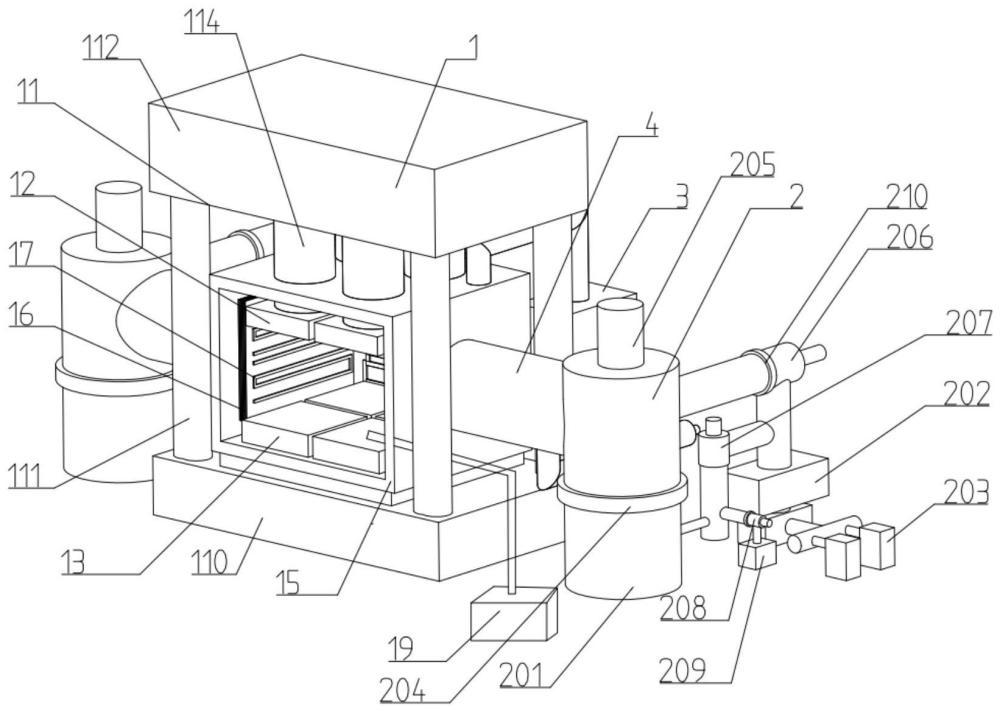
3、一种真空超塑成形/扩散连接装备,包括超塑成形设备主体、真空获得系统、氩气快冷系统、过渡水套。
4、所述超塑成形设备主体包括主机框架、上压头、下平台、下顶缸、炉体、真空隔热屏、加热带、气压加载系统。
5、所述过渡水套采用了内壁和外壁双层结构和螺旋上升式冷却水路,下部进水口进水后沿水路流动,再由上部出水口排出,且过渡水套腔室内部设置横向挡风板。
6、所述真空获得系统包含两套三级抽气泵组,所述三级抽气泵组包含高真空扩散泵+中真空罗茨泵组+粗抽泵机组。
7、所述真空系统还包含高真空气动挡板阀、低真空气动挡板阀、前级气动真空挡板阀、维持阀、维持泵,可调管路。
8、所述氩气快冷系统包括氩气换热装置,氩气充气阀。
9、所述主机框架包括立柱、上横梁、下底座,上横梁设有一至数个液压缸,下平台位于下底座上。
10、进一步,所述上压头有一至数个,与对应液压缸连接。
11、进一步,所述下平台有一至数个分区。
12、更进一步,所述下顶缸位于下平台中心及各个分区的中心。
13、进一步,所述炉体内部连接有气体加载系统的管道,为工件提供气压。
14、进一步,所述炉体内部设置一至数层真空隔热屏。
15、进一步,所述加热带固定于最内层真空隔热屏内壁。
16、进一步,所述高真空扩散泵进气口上设有冷阱,所述高真空气动挡板阀位于冷阱和炉体之间管路上,并且管路为双层结构的过渡水套,进水口在下,出水口在上;所述低真空气动挡板阀位于中真空罗茨泵组和高真空气动挡板阀之间管路上;所述前级气动挡板阀位于中真空罗茨泵组和高真空扩散泵排气口之间管路上;所述维持阀位于维持泵进气口与高真空扩散泵排气口之间管路上。
17、进一步所述的连接管路为可调管路,通过调节可调管路长短,精准解决因尺寸偏差造成的影响。
18、进一步,所述的氩气换热装置包含进风口与出风口,所述氩气充气阀一端连通在过渡管套上,另一端与氩气储气罐连接向炉体内部充入氩气。
19、更进一步,所述炉内氩气气压在0.5~0.9mpa。
技术特征:
1.一种真空超塑成形/扩散连接装备,其特征在于,包括超塑成形设备主体、真空获得系统、氩气快冷系统、过渡水套,所述超塑成形设备主体包括主机框架、上压头、下平台、下顶缸、炉体、真空隔热屏、加热带、气压加载系统;
2.根据权利要求1所述的一种真空超塑成形/扩散连接装备,其特征在于,所述上压头有一至数个,与对应液压缸连接。
3.根据权利要求1所述的一种真空超塑成形/扩散连接装备,其特征在于,所述下平台有一至数个分区组成,所述下顶缸,位于下平台中心及各个分区的中心。
4.根据权利要求1所述的一种真空超塑成形/扩散连接装备,其特征在于,所述炉体内部连接有气体加载系统的管道,为工件成形提供气压。
5.根据权利要求1所述的一种真空超塑成形/扩散连接装备,其特征在于,所述炉体内部设置一至数层真空隔热屏,隔热屏材质为钼合金或者不锈钢,单层厚度为0.3~0.5mm。
6.根据权利要求1所述的一种真空超塑成形/扩散连接装备,其特征在于,所述加热带固定于最内层真空隔热屏内壁。
7.根据权利要求1所述的一种真空超塑成形/扩散连接装备,其特征在于,所述高真空扩散泵进气口上设有冷阱,所述高真空气动挡板阀位于冷阱和炉体之间管路上,并且管路为内外双层结构的水套,进水口在下,出水口在上;所述低真空气动挡板阀位于中真空罗茨泵组和高真空气动挡板阀之间管路上;所述前级气动挡板阀位于中真空罗茨泵组和高真空扩散泵排气口之间管路上;所述维持阀位于维持泵进气口与高真空扩散泵排气口之间管路上。
8.根据权利要求1所述的一种真空超塑成形/扩散连接装备,其特征在于,所述的连接管路中包含一至数个可调管路,通过调节可调管路长短,精准解决因尺寸偏差造成的装配困难。
9.根据权利要求1所述的一种真空超塑成形/扩散连接装备,其特征在于,所述的氩气换热装置包含进风口与出风口,所述氩气充气阀一端连通在过渡管套上,另一端与氩气储气罐连接,用于向炉体内部充入氩气。
10.根据权利要求9所述的一种真空超塑成形/扩散连接装备,其特征在于,所述快冷向炉内充氩气气压在0.5~0.9mpa。
技术总结
本发明提供一种真空超塑成形/扩散连接装备,用于在航空航天领域制造复杂构件。其包括超塑成形设备主体、真空获得系统和氩气快冷系统。真空获得系统由两套三级泵组组成,能够达到所需的工作真空度,从而为工件提供成形的真空环境。氩气快冷系统能够快速地降温,以避免工件变形。该装备具备轻量化、高速化、精确化和高可靠性的特点,且适用于多种材料的成形制造,具有广泛的应用前景。本发明有望弥补我国在真空超塑成形装备研发和生产方面的滞后,并推动我国航空航天领域先进制造技术的发展。
技术研发人员:袁傲明,熊成悦,李永兵,董琬婷,李运硕,周雨威,刘晨枫,孙燕
受保护的技术使用者:北京机科国创轻量化科学研究院有限公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!