电阻焊焊接机构及电阻焊装置的制作方法
本发明涉及焊接,尤其涉及一种电阻焊焊接机构及电阻焊装置。
背景技术:
1、现有的轨道车辆不锈钢车体主要采用电阻电焊的焊接工艺,但是不锈钢板在焊接完成后,外板一侧是面向客户的,该侧对外观要求很高。但是现有的电阻焊焊接机构在进行焊接时不锈钢表面受热氧化,焊点位置出现深褐色的氧化色,严重影响不锈钢外板的外观质量,而为保证外观的要求,工作人员需要花很多的时间对氧化色进行清洗,增加了生产成本。
技术实现思路
1、本发明提供一种电阻焊焊接机构及电阻焊装置,用以解决现有技术中电阻焊焊接机构在不锈钢外板易出现氧化色而影响外观质量的技术问题。
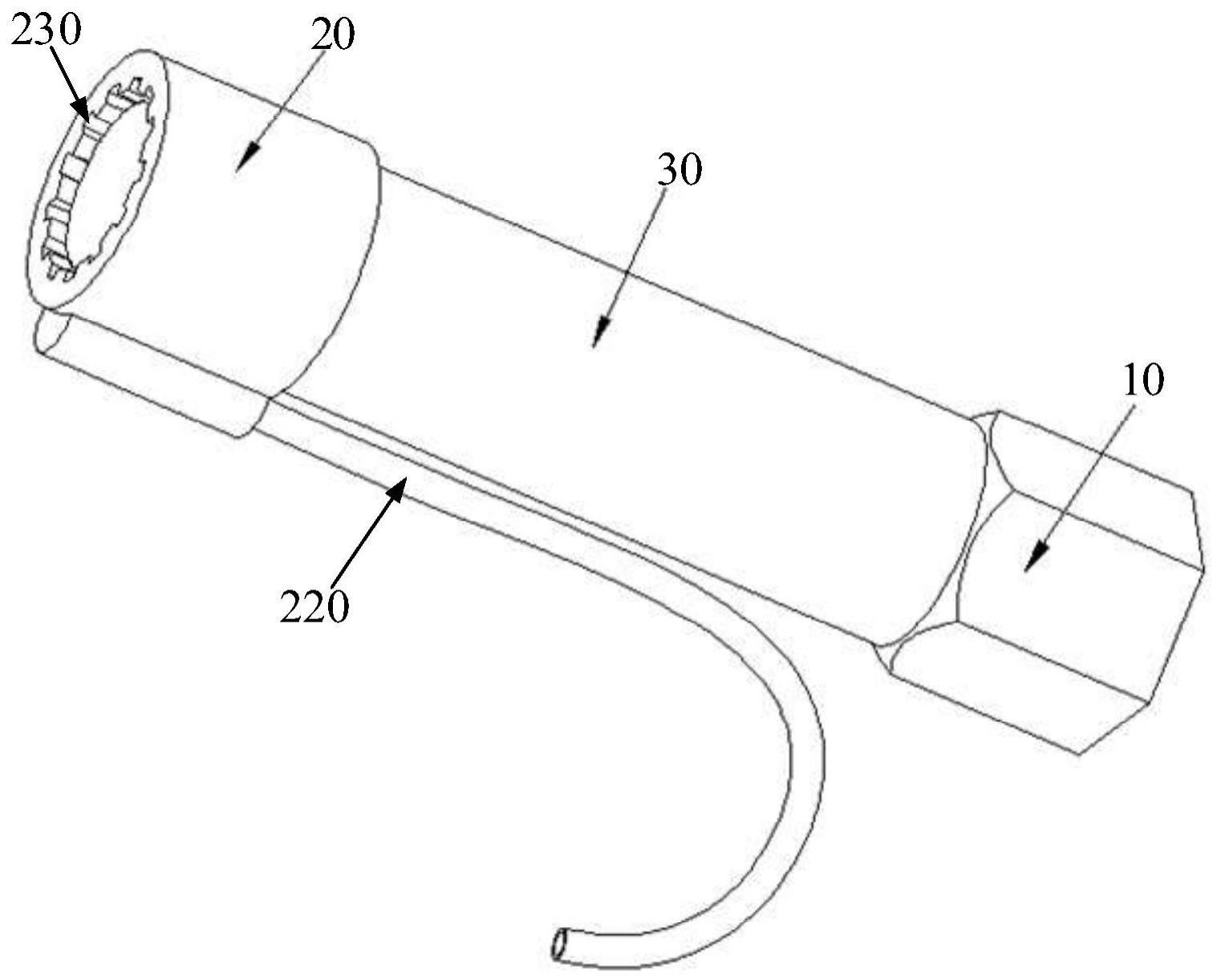
2、本发明提供一种电阻焊焊接机构,包括:电极杆,具有焊接端;
3、气体保护罩,罩设于所述电极杆的所述焊接端外,所述气体保护罩具有容置腔,所述电极杆的所述焊接端插设于所述容置腔内,所述气体保护罩外侧设有保护气导管,所述保护气导管与所述容置腔连通;其中,
4、所述电极杆包括非焊接状态和焊接状态,在所述非焊接状态下,所述电极杆的所述焊接端收缩至所述容置腔内;在所述焊接状态下,所述电极杆的所述焊接端伸出所述容置腔并与所述气体保护罩的外端面平齐。
5、根据本发明提供一种的电阻焊焊接机构,还包括弹性套管,所述弹性套管套设于所述电极杆外并一端与所述气体保护罩的外端相抵接;
6、在所述焊接状态下,所述气体保护罩适于抵压并压缩所述弹性套管并使得所述电极杆的所述焊接端的外端面朝向所述气体保护罩的外端面延伸。
7、根据本发明提供的一种电阻焊焊接机构,所述弹性套管、所述电极杆以及所述气体保护罩之间密封设置。
8、根据本发明提供的一种电阻焊焊接机构,所述容置腔包括进口和出口,所述容置腔在所述进口和所述出口之间还开设有避让槽;
9、所述进口和所述出口的直径与所述电极杆的直径一致,所述避让槽的外周向尺寸大于所述电极杆的直径,所述保护气导管与所述避让槽连通。
10、根据本发明提供的一种电阻焊焊接机构,所述气体保护罩在所述出口处开设有多个齿形槽,多个所述齿形槽围绕所述出口周向均匀间隔排布,所述齿形槽与所述避让槽相连通。
11、根据本发明提供的一种电阻焊焊接机构,所述气体保护罩上设有导气通道,所述导气通道一端与所述避让槽连通,所述保护气导管插设于所述导气通道的另一端。
12、根据本发明提供的一种电阻焊焊接机构,所述保护气导管内通入的气体为惰性气体。
13、根据本发明提供的一种电阻焊焊接机构,所述弹性套管为耐高温弹性管。
14、根据本发明提供的一种电阻焊焊接机构,所述气体保护罩为耐高温绝缘弹性罩。
15、本发明还提供一种电阻焊装置,包括上述的电阻焊焊接机构。
16、本发明提供的电阻焊焊接机构,在焊接时,气体保护罩罩设于电极杆的焊接端外部,且在保护气导管通入保护气的状态下,焊接端周侧被保护气所保护而避免焊接时不锈钢表面出现氧化色,进而提升了不锈钢电阻电焊焊点的外观质量,减少焊点清洗工作量,提升生产效率以及降低了生产成本。
17、本发明提供的电阻焊装置,包括上述的电阻焊焊接机构,由此具备电阻焊装置所有的有益效果,在此不做赘述。
技术特征:
1.一种电阻焊焊接机构,其特征在于,包括:
2.根据权利要求1所述的电阻焊焊接机构,其特征在于,还包括弹性套管,所述弹性套管套设于所述电极杆外并一端与所述气体保护罩的外端相抵接;
3.根据权利要求2所述的电阻焊焊接机构,其特征在于,所述弹性套管、所述电极杆以及所述气体保护罩之间密封设置。
4.根据权利要求2所述的电阻焊焊接机构,其特征在于,所述容置腔包括进口和出口,所述容置腔在所述进口和所述出口之间还开设有避让槽;
5.根据权利要求4所述的电阻焊焊接机构,其特征在于,所述气体保护罩在所述出口处开设有多个齿形槽,多个所述齿形槽围绕所述出口周向均匀间隔排布,所述齿形槽与所述避让槽相连通。
6.根据权利要求4所述的电阻焊焊接机构,其特征在于,所述气体保护罩上设有导气通道,所述导气通道一端与所述避让槽连通,所述保护气导管插设于所述导气通道的另一端。
7.根据权利要求6述的电阻焊焊接机构,其特征在于,所述保护气导管内通入的气体为惰性气体。
8.根据权利要求2所述的电阻焊焊接机构,其特征在于,所述弹性套管为耐高温弹性管。
9.根据权利要求1所述的电阻焊焊接机构,其特征在于,所述气体保护罩为耐高温绝缘弹性罩。
10.一种电阻焊装置,其特征在于,包括:如上述权利要求1-9任一项所述的电阻焊焊接机构。
技术总结
本发明涉及焊接技术领域,提供一种电阻焊焊接机构及电阻焊装置,电阻焊焊接机构包括电极杆和气体保护罩,电极杆具有焊接端;气体保护罩罩设于电极杆的焊接端外,气体保护罩具有容置腔,电极杆的焊接端插设于容置腔内,气体保护罩外侧设有保护气导管,保护气导管与容置腔连通;其中,电极杆包括非焊接状态和焊接状态,在非焊接状态下,电极杆的焊接端收缩至容置腔内;在焊接状态下,电极杆的焊接端伸出容置腔并与气体保护罩的外端面平齐。通过上述方式,提升了不锈钢电阻电焊焊点的外观质量,减少焊点清洗工作量,提升生产效率以及降低了生产成本。
技术研发人员:许世涛,张合礼,鲍明春,马恒君,孙福银
受保护的技术使用者:中车青岛四方机车车辆股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!