一种基于水轮发电机组C级检修弹簧束支承镜板修复工艺的制作方法
本发明涉及水轮发电机组维护,尤其涉及一种基于水轮发电机组c级检修弹簧束支承镜板修复工艺。
背景技术:
1、水轮发电机组长时间运行,油冷器渗漏水、油槽内脱落的油漆、油槽内残存的焊瘤、铁削等可能随油循环进入镜板与推力瓦间,导致镜板镜面产生浮锈、划痕等缺陷,镜板划痕、浮锈对机组安稳性运行存在较大威胁,必须进行镜板研磨处理。机组在进行a、b修过程中,将上机架、转子、推力头等部件拆除,将镜板吊出,使镜板镜面朝上,使用镜板研磨专用工具对镜板镜面进行研磨。上机架、转子、推力头等部件的拆除需要耗费大量的人力和物力。
2、水轮发电机组推力轴承按支撑结构分类可分为,刚性支承、弹性油箱支承、平衡块支承、双托盘弹性梁支承、弹簧束支承等结构型式。通过分析各类支承结构特点,发现当弹簧束支承镜板距离油槽底部大于210毫米时,弹簧束支承具备油槽内镜板局部修复条件。为节省生产成本,设计了一种基于水轮发电机组c级检修弹簧束支承镜板修复工艺。
技术实现思路
1、本发明要解决的技术问题是:解决上述背景技术中存在的问题,提供一种基于水轮发电机组c级检修弹簧束支承镜板修复工艺, 通过该工艺修复镜板,不用拆出镜板,节约了维修时间,对镜板进行修复后,保证了镜板的运行状态,镜板就不会因小缺陷而造成大故障,保证了机组的可靠运行,并延长了镜板的使用寿命。
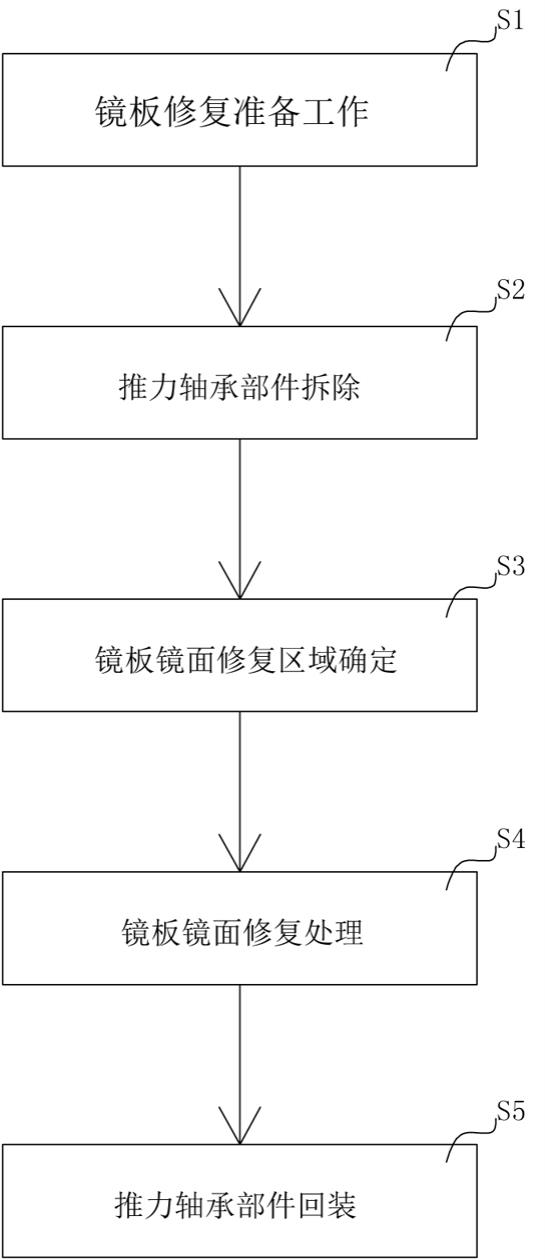
2、为了实现上述的技术特征,本发明的目的是这样实现的:一种基于水轮发电机组c级检修弹簧束支承镜板修复工艺,包括以下步骤:
3、s1. 镜板修复准备工作:水轮发电机组停机,进行顶转子、排油操作;
4、s2. 推力轴承部件拆除:拆除推力轴承部件,用于工作人员进入到油槽内;
5、s3. 镜板镜面修复区域确定:对镜板的镜面进行清洁,检查镜板镜面有无拉丝、挂丝、以及浮绣缺陷,并对缺陷进行标记;
6、s4. 镜板镜面修复处理:根据镜板镜面标记位置粗糙度的不同,分别进行镜面的修复;
7、s5. 推力轴承部件回装。
8、在s1中,镜板修复准备工作的步骤如下:
9、s11. 顶转子,架设百分表监测转子顶起高度,将转子顶起至合适高度,确保推力瓦及其支撑具备拆除条件;
10、s12. 排油,排出油槽内透平油,保证推力瓦检修油窗拆除后油槽内透平油不会溢出;
11、s13. 拆除推力瓦检修油窗,清理油槽内残油;
12、s14. 拆除油槽内影响推力瓦拆除的管路、测温rtd附件,用塑料薄膜对各拆除部件进行包裹防护。
13、在s2中,推力轴承部件拆除的操作步骤如下:
14、s21. 拆除推力瓦及推力瓦支撑,使用汽油或无水乙醇对油槽、镜板镜面进行全面清洁;
15、s22. 粘贴美纹纸封堵油槽内各缝隙处,在油槽底部铺设薄膜,对油槽进行防护,薄膜边缘粘接固定于油槽壁,在薄膜上铺设羊毛毡。
16、在s3中,镜板镜面修复区域确定的操作步骤如下:
17、s31. 工作人员仰面平躺进入油槽内,用清洁布擦拭镜面,检查镜板镜面有无拉丝、挂丝缺陷;用手抚摸镜面,手感判断镜面划痕程度;目视检查镜板镜面是否存在浮锈;用油性记号笔在镜面上划分作业区域,使用方形网格线对作业区域进行划分,其中,网格线尺寸与粗糙度仪测量长度一致,网格线朝着镜板半径方向;
18、s32. 使用粗糙度仪测量各网格镜板半径方向和圆周方向粗糙度,并记录。
19、在s4中,当镜板粗糙度大于等于2.0µm时,用电筒配合刀口尺检查标记高、低点区域,找出拉丝、挂丝区域,浮锈区域,用120目的抛光片,对划痕较深区域、高点集中区域、拉丝、挂丝区域、浮锈区域进行气动半精抛光,抛光后表面色差均匀,其中,抛光线路按圆周旋转方向,抛光过程必须来回移动,抛光区域来回打磨15-25次进行一次粗糙度测量,测量包括半径方向和圆周方向。
20、在s4中,当粗糙度在1.7~2.0µm之间,用180#百洁布,对镜面进行气动半精抛光,抛光线路按圆周旋转方向;其中,抛光过程必须来回移动,抛光来回移动35-45次进行一次粗糙度测量,测量包括半径方向和圆周方向。
21、在s4中,当粗糙度在0.8~1.7µm之间时,用320目的百洁布,对镜面进行手工精抛光,抛光线路按圆周旋转方向,其中,抛光过程必须来回移动,抛光来回移动65-75次进行一次粗糙度测量,测量包括半径方向和圆周方向。
22、在s4中,当研磨修复后粗糙度达小于0.8µm时,刀口尺检查研磨区域无高点,目视打磨区域色泽均匀,镜板研磨修复完成,并测量记录镜板研磨区域修后的粗糙度。
23、在s5中,推力轴承部件回装的步骤如下:
24、s51.拆除油槽内所有防护材料,对油槽彻底清扫;
25、s52.清洗检查推力瓦表面无缺陷,否则更换推力瓦,回装推力瓦支撑及推力瓦,回装高压油支管、推力瓦冷却油支管、推力瓦rtd、推力瓦周向限位装置,对油槽进行最终清扫;
26、s53.连接高压油减载系统管路,进行喷油试验,各推力瓦油池出油均匀,回装推力瓦检修油窗,往油槽内注入透平油,直至油位达到油槽正常油位。
27、本发明有如下有益效果:
28、1、采用本申请的工艺对镜板修复处理时不需要对上机架、转子、推力头等部件,以及镜板进行拆除,更易实施,并降低了镜板修复的成本。
29、2、采用本申请的工艺对镜板修复处理,镜板修复研磨10天左右可完成,镜板研磨后,粗糙度介于0.2~0.8之间,刀口尺检查无高点,镜面色泽均匀,镜板处理后粗糙度等指标满足国标要求。
30、3、对镜板进行这样的在线修复后,保证了镜板的运行环境,镜板就不会因小缺陷而造成大故障,保证了机组的可靠运行,延长了镜板的使用寿命。
技术特征:
1.一种基于水轮发电机组c级检修弹簧束支承镜板修复工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种基于水轮发电机组c级检修弹簧束支承镜板修复工艺,其特征在于,在s1中,镜板修复准备工作的步骤如下:
3.根据权利要求1所述的一种基于水轮发电机组c级检修弹簧束支承镜板修复工艺,其特征在于,在s2中,推力轴承部件拆除的操作步骤如下:
4.根据权利要求1所述的一种基于水轮发电机组c级检修弹簧束支承镜板修复工艺,其特征在于,在s3中,镜板镜面修复区域确定的操作步骤如下:
5.根据权利要求1所述的一种基于水轮发电机组c级检修弹簧束支承镜板修复工艺,其特征在于,在s4中,当镜板粗糙度大于等于2.0µm时,用电筒配合刀口尺检查标记高、低点区域,找出拉丝、挂丝区域,浮锈区域,用120目的抛光片,对划痕较深区域、高点集中区域、拉丝、挂丝区域、浮锈区域进行气动半精抛光,抛光后表面色差均匀,其中,抛光线路按圆周旋转方向,抛光过程必须来回移动,抛光区域来回打磨15-25次进行一次粗糙度测量,测量包括半径方向和圆周方向。
6.根据权利要求1所述的一种基于水轮发电机组c级检修弹簧束支承镜板修复工艺,其特征在于,在s4中,当粗糙度在1.7~2.0µm之间,用180#百洁布,对镜面进行气动半精抛光,抛光线路按圆周旋转方向;其中,抛光过程必须来回移动,抛光来回移动35-45次进行一次粗糙度测量,测量包括半径方向和圆周方向。
7.根据权利要求1所述的一种基于水轮发电机组c级检修弹簧束支承镜板修复工艺,其特征在于,在s4中,当粗糙度在0.8~1.7µm之间时,用320目的百洁布,对镜面进行手工精抛光,抛光线路按圆周旋转方向,其中,抛光过程必须来回移动,抛光来回移动65-75次进行一次粗糙度测量,测量包括半径方向和圆周方向。
8.根据权利要求1所述的一种基于水轮发电机组c级检修弹簧束支承镜板修复工艺,其特征在于,在s4中,当研磨修复后粗糙度达小于0.8µm时,刀口尺检查研磨区域无高点,目视打磨区域色泽均匀,镜板研磨修复完成,并测量记录镜板研磨区域修后的粗糙度。
9.根据权利要求1所述的一种基于水轮发电机组c级检修弹簧束支承镜板修复工艺,其特征在于,在s5中,推力轴承部件回装的步骤如下:
技术总结
一种基于水轮发电机组C级检修弹簧束支承镜板修复工艺,包括以下步骤:S1.镜板修复准备工作、S2.推力轴承部件拆除、S3.镜板镜面修复区域确定、S4.镜板镜面修复处理、S5.推力轴承部件回装。通过该工艺修复镜板,不用拆出镜板,节约了维修时间,对镜板进行修复后,保证了镜板的运行状态,镜板就不会因小缺陷而造成大故障,保证了机组的可靠运行,并延长了镜板的使用寿命。
技术研发人员:叶世忠,陶吉全,罗前林,程杰明,刘攀,王荣钢,张兴
受保护的技术使用者:中国长江电力股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!