一种汇流焊接方法及汇流焊接设备与流程
本发明涉及太阳能电池组件生产,具体涉及一种汇流焊接方法及汇流焊接设备。
背景技术:
1、在一些电池组件中,横向汇流带和电池组件两端的端部汇流带焊接,横向汇流带和电池串之间垫有绝缘膜条,以防止横向汇流带和电池片之间接触造成电池组件短路。
2、现有技术中,通常使用制膜制带机构先制备绝缘膜条,然后制备横向汇流带并将其放置在绝缘膜条上,绝缘膜条宽于横向汇流带,接着提起电池串,吸附搬运横向汇流带和绝缘膜条,将横向汇流带和端部汇流带搭接并焊接。电池组件完成汇流焊接后,继续流向下一个工序,在电池组件层压工序之前,还有贴胶带、铺设eva膜等工序,由于横向汇流带和电池串之间存有间隙,且绝缘膜条处于未固定状态,因此电池组件在被传送、提起搬运的过程中,绝缘膜条很容易发生移位,使得横向汇流带与电池片之间接触造成短路。
技术实现思路
1、针对现有技术中的不足,本发明提供了一种汇流焊接方法及汇流焊接设备。
2、为实现上述目的,本发明提供了如下方案:
3、第一方面,本发明提供了一种汇流焊接方法,包括如下步骤:
4、s1,将绝缘胶膜铺设平整,然后把焊接在一起的横向汇流带和l形汇流带放置在所述绝缘胶膜上,加热所述绝缘胶膜和所述横向汇流带的贴合处,使所述绝缘胶膜与所述横向汇流带粘接在一起,所述横向汇流带的两端伸出于所述绝缘胶膜;
5、s2,将所述横向汇流带的两端搭接在端部汇流带上,按压并加热所述横向汇流带和所述端部汇流带的搭接点,完成焊接。
6、进一步地,所述汇流焊接方法用于将待焊组件焊接成电池组件,所述待焊组件包括若干个电池串、两组所述端部汇流带和一组位于两组所述端部汇流带之间的中间汇流带,所述电池串的两端与所述端部汇流带和所述中间汇流带连接,所述待焊组件位于玻璃板上,所述玻璃板位于焊接工位;在实施步骤s1之前,制备所述绝缘胶膜、所述横向汇流带和所述l形汇流带,并将所述l形汇流带焊接在所述横向汇流带的中部。
7、进一步地,实施步骤s2时,提起所述待焊组件的两端并对所述端部汇流带进行支撑,移动连接在一起的所述绝缘胶膜、所述横向汇流带和所述l形汇流带,使所述横向汇流带的两端搭接在所述端部汇流带上。
8、进一步地,在将所述横向汇流带和所述绝缘胶膜粘接在一起之前,将所述横向汇流带至少一处打弯并使其向上拱起。
9、进一步地,在焊接所述l形汇流带焊接和所述横向汇流带之前,在所述横向汇流带的中部上表面涂敷助焊剂;在焊接所述横向汇流带和所述端部汇流带之前,在所述横向汇流带的端部下表面涂敷所述助焊剂。
10、进一步地,每个所述横向汇流带与两个所述绝缘胶膜粘接,两个所述绝缘胶膜之间存有间隙,所述间隙大于所述中间汇流带的宽度,所述间隙位于所述横向汇流带的中间。
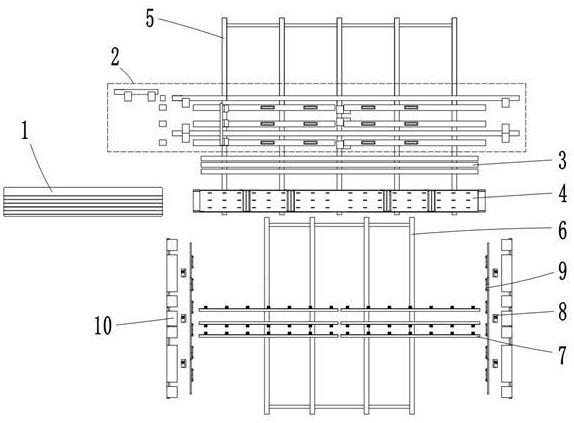
11、第二方面,本发明提供了一种汇流焊接设备,应用所述汇流焊接方法,包括供膜装置、制带焊接装置、运带装置、加热台、前传送装置、后传送装置、搬运装置、焊头、提升装置和垫板;所述前传送装置和所述后传送装置先后排布,所述制带焊接装置、所述运带装置和所述加热台先后设置在所述前传送装置的上方,所述供膜装置位于所述加热台的一端,所述搬运装置设置于所述后传送装置的上方,所述焊头、所述提升装置和所述垫板设有两组且位于所述后传送装置的两侧,所述供膜装置用于向所述加热台提供绝缘胶膜,所述制带焊接装置用于制备并焊接所述横向汇流带和所述l形汇流带,所述运带装置用于将焊接后的所述横向汇流带和所述l形汇流带搬运至所述加热台上,所述搬运装置用于将所述加热台上连接在一起的所述绝缘胶膜、所述横向汇流带和所述l形汇流带搬运至所述后传送装置上的所述待焊组件上,所述提升装置用于提起所述待焊组件的两端,所述垫板用于支撑所述端部汇流带,所述焊头用于按压并加热所述横向汇流带和所述端部汇流带的搭接点。
12、进一步地,所述制带焊接装置包括第一制带装置、第二制带装置和第一夹持转运装置,所述第一制带装置包括第一拉带裁带机构和载板,所述载板位于所述第一拉带裁带机构的一侧,所述载板的中间设有焊台;所述第二制带装置位于所述载板的斜上方,所述第二制带装置包括第二拉带裁带机构、折弯台和第二夹持转运装置,所述第二夹持转运装置位于所述第二拉带裁带机构和所述折弯台之间,用于将所述第二拉带裁带机构制备的短直汇流带搬运至所述折弯台上,所述第一夹持转运装置可移动地设置于所述折弯台和所述焊台的上方。
13、进一步地,所述载板上设置至少一个凸模,所述运带装置的底部相对应地设有凹模,所述凸膜和所述凹膜配合打弯所述横向汇流带。
14、进一步地,所述加热台包括基座和交替安装在所述基座上的吸附台和加热机构。
15、本发明相对于现有技术取得了以下技术效果:
16、本发明提供的汇流焊接方法中,首先将绝缘胶膜铺设平整,接着将横向汇流带和l形汇流带预先焊接在一起后放置在绝缘胶膜上进行加热,使得横向汇流带和绝缘胶膜粘接在一起,横向汇流带的两端伸出于绝缘胶膜;然后整体搬运连接在一起的l形汇流带、横向汇流带和绝缘胶膜,使横向汇流带搭接在待焊组件的端部汇流带上;最后按压并加热横向汇流带和端部汇流带的搭接点,完成电池组件的汇流焊接。由于横向汇流带和绝缘胶膜预先粘接,因此,电池组件在后续被传送、提起搬运的过程中不会发生移位问题。
17、本发明提供的汇流焊接设备,能够将待焊组件焊接为电池组件,同样具备上述技术效果。
技术特征:
1.一种汇流焊接方法,其特征在于,包括如下步骤:
2.根据权利要求1所述汇流焊接方法,其特征在于:所述汇流焊接方法用于将待焊组件(300)焊接成电池组件(100),所述待焊组件(300)包括若干个电池串(120)、两组所述端部汇流带(110)和一组位于两组所述端部汇流带(110)之间的中间汇流带(130),所述电池串(120)的两端与所述端部汇流带(110)和所述中间汇流带(130)连接,所述待焊组件(300)位于玻璃板(200)上,所述玻璃板(200)位于焊接工位;在实施所述s1之前,制备所述绝缘胶膜(150)、所述横向汇流带(140)和所述l形汇流带(160),并将所述l形汇流带(160)焊接在所述横向汇流带(140)的中部。
3.根据权利要求2所述汇流焊接方法,其特征在于:实施步骤s2时,提起所述待焊组件(300)的两端并对所述端部汇流带(110)进行支撑,移动连接在一起的所述绝缘胶膜(150)、所述横向汇流带(140)和所述l形汇流带(160),使所述横向汇流带(140)的两端搭接在所述端部汇流带(110)上。
4.根据权利要求1或2所述汇流焊接方法,其特征在于:在将所述横向汇流带(140)和所述绝缘胶膜(150)粘接在一起之前,将所述横向汇流带(140)至少一处打弯并使其向上拱起。
5.根据权利要求1或2所述汇流焊接方法,其特征在于:在焊接所述l形汇流带(160)和所述横向汇流带(140)之前,在所述横向汇流带(140)的中部上表面涂敷助焊剂;在焊接所述横向汇流带(140)和所述端部汇流带(110)之前,在所述横向汇流带(140)的端部下表面涂敷所述助焊剂。
6.根据权利要求2所述汇流焊接方法,其特征在于:每个所述横向汇流带(140)与两个所述绝缘胶膜(150)粘接,两个所述绝缘胶膜(150)之间存有间隙,所述间隙大于所述中间汇流带(130)的宽度,所述间隙位于所述横向汇流带(140)的中间。
7.一种汇流焊接设备,其特征在于,应用如权利要求2-6任一项所述汇流焊接方法,包括供膜装置(1)、制带焊接装置(2)、运带装置(3)、加热台(4)、前传送装置(5)、后传送装置(6)、搬运装置(7)、焊头(8)、提升装置(9)和垫板(10);所述前传送装置(5)和所述后传送装置(6)先后排布,所述制带焊接装置(2)、所述运带装置(3)和所述加热台(4)先后设置在所述前传送装置(5)的上方,所述供膜装置(1)位于所述加热台(4)的一端,所述搬运装置(7)设置于所述后传送装置(6)的上方,所述焊头(8)、所述提升装置(9)和所述垫板(10)设有两组且位于所述后传送装置(6)的两侧,所述供膜装置(1)用于向所述加热台(4)提供绝缘胶膜(150),所述制带焊接装置(2)用于制备并焊接所述横向汇流带(140)和所述l形汇流带(160),所述运带装置(3)用于将焊接后的所述横向汇流带(140)和所述l形汇流带(160)搬运至所述加热台(4)上,所述搬运装置(7)用于将所述加热台(4)上连接在一起的所述绝缘胶膜(150)、所述横向汇流带(140)和所述l形汇流带(160)搬运至所述后传送装置(6)上的所述待焊组件(300)上,所述提升装置(9)用于提起所述待焊组件(300)的两端,所述垫板(10)用于支撑所述端部汇流带(110),所述焊头(8)用于按压并加热所述横向汇流带(140)和所述端部汇流带(110)的搭接点。
8.根据权利要求7所述汇流焊接设备,其特征在于:所述制带焊接装置(2)包括第一制带装置、第二制带装置和第一夹持转运装置(21),所述第一制带装置包括第一拉带裁带机构(22)和载板(23),所述载板(23)位于所述第一拉带裁带机构(22)的一侧,所述载板(23)的中间设有焊台(26);所述第二制带装置位于所述载板(23)的斜上方,所述第二制带装置包括第二拉带裁带机构(24)、折弯台(25)和第二夹持转运装置(28),所述第二夹持转运装置(28)位于所述第二拉带裁带机构(24)和所述折弯台(25)之间,用于将所述第二拉带裁带机构(24)制备的短直汇流带搬运至所述折弯台(25)上,所述第一夹持转运装置(21)可移动地设置于所述折弯台(25)和所述焊台(26)的上方。
9.根据权利要求8所述汇流焊接设备,其特征在于:所述载板(23)上设置至少一个凸模(27),所述运带装置(3)的底部相对应地设有凹模(34),所述凸膜和所述凹膜配合打弯所述横向汇流带(140)。
10.根据权利要求7所述汇流焊接设备,其特征在于:所述加热台(4)包括基座(41)和交替安装在所述基座(41)上的吸附台(42)和加热机构(43)。
技术总结
本发明涉及太阳能电池组件生产技术领域,具体涉及一种汇流焊接方法及汇流焊接设备。本发明提供的汇流焊接方法包括如下步骤:S1,将绝缘胶膜铺设平整,然后把焊接在一起的横向汇流带和L形汇流带放置在所述绝缘胶膜上,加热所述绝缘胶膜和所述横向汇流带的贴合处,使所述绝缘胶膜与所述横向汇流带粘接在一起,所述横向汇流带的两端伸出于所述绝缘胶膜;S2,将所述横向汇流带的两端搭接在端部汇流带上,按压并加热所述横向汇流带和所述端部汇流带的搭接点,完成焊接。由于横向汇流带和绝缘胶膜预先粘接,因此,电池组件在后续被传送、提起搬运的过程中不会发生移位问题。
技术研发人员:张宝柱,李浩,刘文波,米顺,白东阳,孙鹏
受保护的技术使用者:苏州小牛自动化设备有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!