用于水冷壁管屏堆焊产生的大幅度面弯的两步冷校方法与流程
本发明涉及一种用于水冷壁管屏堆焊产生的大幅度面弯的两步冷校方法,属于电站锅炉制造。
背景技术:
1、垃圾焚烧发电锅炉在运行过程中,炉膛水冷壁易受到高温酸性烟气腐蚀而导致泄漏,需要相应防腐措施。目前主流解决方式为在水冷壁向火面上堆焊一层镍基合金焊材。由于堆焊焊材量较大、热输入量较大,管屏在堆焊后会产生较大的面弯,形成“船型”,需要校平后才能进入后续工序。
2、现有的校正方法采用热校校正,校正速度慢、校正量大。单片管屏的校正平均需8小时,校正过程中附加大量的天然气消耗,大量的热校会影响管子表面质量,尤其对于不锈钢管屏,会产生晶间腐蚀,存在严重的质量隐患。
技术实现思路
1、本发明是为了解决现有的热校校正方法存在的校正速度慢、天然气消耗量大且存在质量隐患的问题,进而提供了一种用于水冷壁管屏堆焊产生的大幅度面弯的两步冷校方法。
2、本发明为解决上述技术问题所采用的技术方案是:
3、用于水冷壁管屏堆焊产生的大幅度面弯的两步冷校方法,包括如下步骤:
4、步骤一、卷板机校正大面弯:
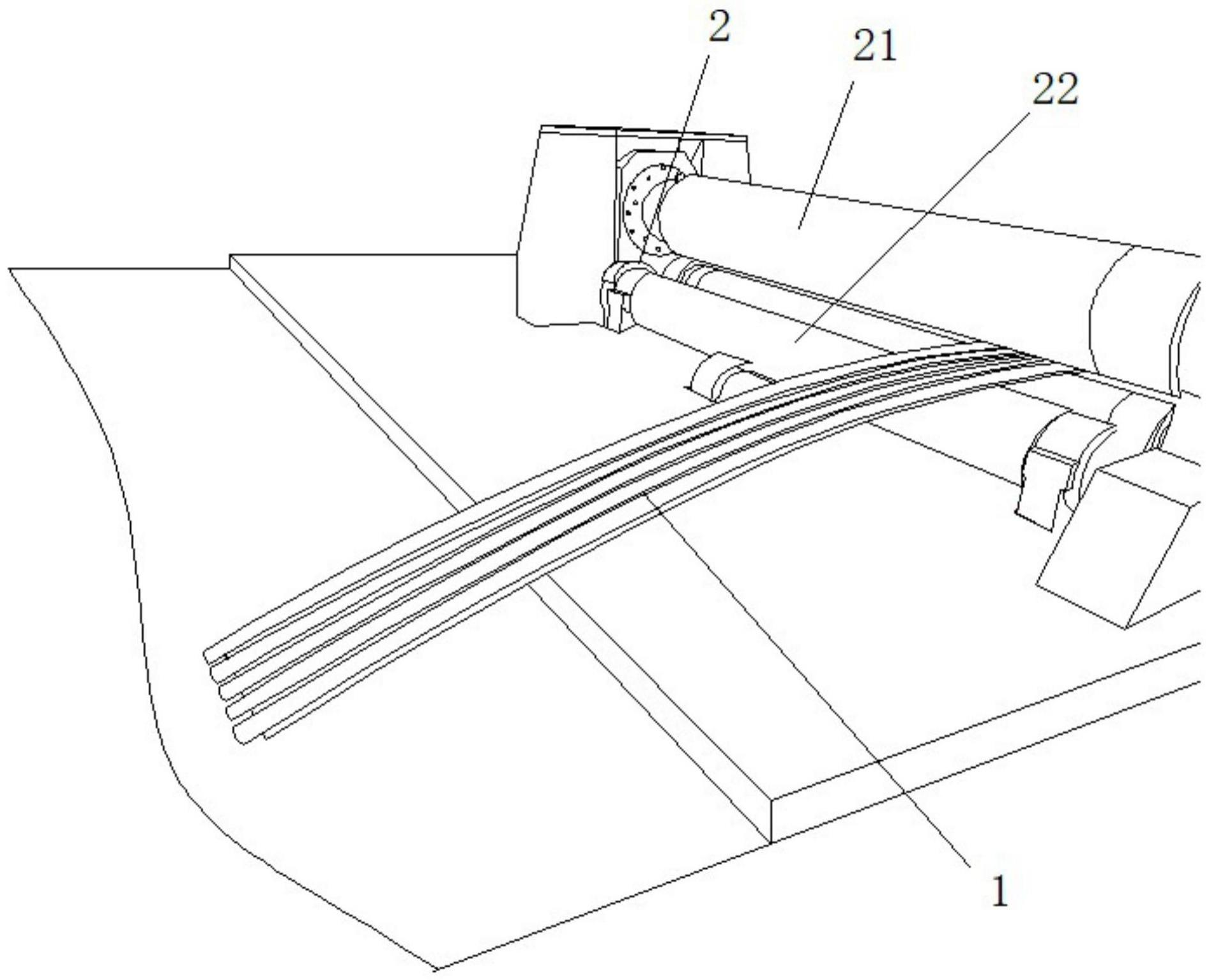
5、将具有大幅度面弯的待校正管屏内弧面朝下送入卷板机的上辊与下辊之间,启动卷板机,校正大面弯;
6、步骤二、油压机校正局部小面弯:
7、将待校正管屏放置在油压机上,且使待校正的小面弯位置位于油压机压头的正下方,在待校正管屏上存在局部小面弯的位置上放置校正垫块,启动油压机,油压机的压头配合校正垫块对局部小面弯进行校正。
8、进一步地,步骤一中,待校正管屏的外弧面铺盖橡胶板。
9、进一步地,步骤一中,卷板机中下辊与地面之间的距离大于待校正管屏面弯的不平度。
10、进一步地,步骤一中,通过卷板机对待校正管屏的大面弯进行两次校正,在第二次校正前调整卷板机中上辊与下辊之间的距离,使其小于第一次校正时上辊与下辊之间的距离。
11、进一步地,第一次校正时,卷板机中上辊与下辊之间的距离l1=管屏中单个管子的外径ф+(40~70)mm。
12、进一步地,第二次校正时,卷板机中上辊与下辊之间的距离l2=管屏中单个管子的外径ф+(10~20)mm。
13、进一步地,卷板机送进待校正管屏的速度为4.5米/分钟。
14、进一步地,步骤二中,校正垫块放置在待校正管屏的扁钢上。
15、进一步地,步骤二中,校正垫块的数量为多个且沿待校正管屏的宽度方向均布。
16、一种上述两步冷校方法中所采用的校正垫块,包括顶板、横梁及两个竖板,其中两个竖板平行固装在所述顶板的底端面,所述横梁固装在两个竖板之间。
17、本发明与现有技术相比具有以下效果:
18、通过本发明的两步冷校方法,能够快速完成管屏校平,单片管屏校正平均仅需十分钟,且无任何附加能源消耗。与现有的热校方法相比,不仅节约大量的工时成本,而且极大地降低了能源消耗,并且,全程冷校,不会影响管子表面质量,有效提升了管屏整体质量。
技术特征:
1.一种用于水冷壁管屏堆焊产生的大幅度面弯的两步冷校方法,其特征在于:包括如下步骤:
2.根据权利要求1所述的用于水冷壁管屏堆焊产生的大幅度面弯的两步冷校方法,其特征在于:步骤一中,待校正管屏(1)的外弧面铺盖橡胶板。
3.根据权利要求1或2所述的用于水冷壁管屏堆焊产生的大幅度面弯的两步冷校方法,其特征在于:步骤一中,卷板机(2)中下辊(22)与地面之间的距离大于待校正管屏(1)面弯的不平度。
4.根据权利要求1所述的用于水冷壁管屏堆焊产生的大幅度面弯的两步冷校方法,其特征在于:步骤一中,通过卷板机(2)对待校正管屏(1)的大面弯进行两次校正,在第二次校正前调整卷板机(2)中上辊(21)与下辊(22)之间的距离,使其小于第一次校正时上辊(21)与下辊(22)之间的距离。
5.根据权利要求4所述的用于水冷壁管屏堆焊产生的大幅度面弯的两步冷校方法,其特征在于:第一次校正时,卷板机(2)中上辊(21)与下辊(22)之间的距离l1=管屏中单个管子(11)的外径ф+(40~70)mm。
6.根据权利要求5所述的用于水冷壁管屏堆焊产生的大幅度面弯的两步冷校方法,其特征在于:第二次校正时,卷板机(2)中上辊(21)与下辊(22)之间的距离l2=管屏中单个管子(11)的外径ф+(10~20)mm。
7.根据权利要求1、2、4、5或6所述的用于水冷壁管屏堆焊产生的大幅度面弯的两步冷校方法,其特征在于:卷板机(2)送进待校正管屏(1)的速度为4.5米/分钟。
8.根据权利要求1所述的用于水冷壁管屏堆焊产生的大幅度面弯的两步冷校方法,其特征在于:步骤二中,校正垫块(4)放置在待校正管屏(1)的扁钢(12)上。
9.根据权利要求1或8所述的用于水冷壁管屏堆焊产生的大幅度面弯的两步冷校方法,其特征在于:步骤二中,校正垫块(4)的数量为多个且沿待校正管屏(1)的宽度方向均布。
10.一种上述权利要求1~9中任一权利要求所述两步冷校方法中所采用的校正垫块,其特征在于:包括顶板(41)、横梁(42)及两个竖板(43),其中两个竖板(43)平行固装在所述顶板(41)的底端面,所述横梁(42)固装在两个竖板(43)之间。
技术总结
一种用于水冷壁管屏堆焊产生的大幅度面弯的两步冷校方法,属于电站锅炉制造技术领域。本发明解决了现有的热校校正方法存在的校正速度慢、天然气消耗量大且存在质量隐患的问题。包括如下步骤:步骤一、卷板机校正大面弯:将具有大幅度面弯的待校正管屏内弧面朝下送入卷板机的上辊与下辊之间,启动卷板机,校正大面弯;步骤二、油压机校正局部小面弯:将待校正管屏放置在油压机上,且使待校正的小面弯位置位于油压机压头的正下方,在待校正管屏上存在局部小面弯的位置上放置校正垫块,启动油压机,油压机的压头配合校正垫块对局部小面弯进行校正。通过两步冷校方法,能够快速完成管屏校平,单片管屏校正平均仅需十分钟,且无任何附加能源消耗。
技术研发人员:康宝龙,李秋石,高维,常小猛,王强,胡婧,徐敏楠,王智颖,邓立鑫
受保护的技术使用者:哈尔滨锅炉厂有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!