一种热后精车齿轮定位装置的制作方法
本发明涉及齿轮加工的,尤其是涉及一种热后精车齿轮定位装置。
背景技术:
1、现代工业技术的不断革新,对于零件的质量和性能要求也越来越严格。齿轮作为现代机械传动中的重要组成部分,对其加工所要求的强度、韧性以及抗疲劳性要求也越来越高。为了使齿轮使用过程中获得更高的硬度、耐磨性和抗疲劳性,在加工时往往会采用热处理工艺来改善齿轮零件的使用性能.
2、齿轮钢渗碳热处理后硬度高,一般再hrc58~62度,才能达到齿轮的刚性和强度要求,但是这也给齿轮的机械加工带来很大难题,而加工完成后再淬火,会造成尺寸变形,为了保证齿轮精度和尺寸一致性,会留较小余量进行热后精加工,目前用cbn超硬刀具硬车削加工齿轮,实现“以车代磨”新型工艺。
3、目前在对热后精车中对齿轮进行切削前,需要对齿轮进行定位,目前多数使用的夹具大多包括带有定位端板的芯轴、滑动装于芯轴上的压板,它采用对两端面压紧的方式完成对齿轮的装夹;但该结构的夹具,其装夹的牢固性较差,工件易产生转动,加工质量难以保证。而采用涨紧套虽然能够很好的对齿轮进行定位,但是可涨紧范围较小,适用范围较窄,此外我们知道车削加工时产生的切削热多数被切屑带走,切削速度越高,切削厚度越大,切屑带走的热量越多;传给工件的热量次之,约为30%;传给刀具的热量更少,一般不超过5%。钻削时,由于切屑不易从孔中排出,故被切屑带走的热量相对较少,只有30%左右,约有50%的热量被工件吸收。由此可见在对齿轮切削时,齿轮本身也会吸收较多的热量,传入工件的切削热,会导致工件受热伸长和膨胀,而影响加工精度。目前仅通过喷淋降温不能够较快的降低齿轮本身吸收的热量。
技术实现思路
1、本部分的目的在于概述本发明的实施例的一些方面以及简要介绍一些较佳实施例。在本部分以及本发明的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
2、因此,本发明目的是提供一种热后精车齿轮定位装置,通过预紧块能够对不同内径的齿轮进行定位,并结合涨紧块,能保证齿轮定位的稳定性,保证加工质量,能够进一步冷却齿轮产生的切削热,保证齿轮的加工精度。
3、为解决上述技术问题,本发明提供一种热后精车齿轮定位装置,采用如下的技术方案:包括:
4、定位座;
5、连接于定位座表面的支撑柱体;
6、以支撑柱体中心轴线为阵列轴阵列有多个预紧块;
7、位于支撑柱体内的传动柱件,传动柱件内置散热部件,传动柱件的下边缘设有第一驱动面,第一驱动面与预紧块的从动面接触,传动柱件下移带动预紧块沿远离阵列轴方向水平移动,用于对齿轮的预定位;
8、套设于支撑柱体远离定位座一端的锁紧帽,用于限制传动柱件的位置;嵌设在传动柱件内沿水平方向移动的涨紧块,涨紧块延伸出传动柱件的一侧具有与预紧块的从动面接触的第二驱动面,涨紧块位于传动柱件内的一侧具有受热膨胀体。
9、可选的,所述支撑柱体为第一圆环柱体,第一圆环柱体外侧壁底部开有提供预紧块活动的避让口。
10、可选的,所述预紧块位于传动柱件内部的一侧从动面为第一斜面,另一侧为圆弧面。
11、可选的,所述传动柱件包括导热柱和第一弹簧,第一弹簧的一端固定于定位座表面上,另一端固定在导热柱的底部,导热柱的下边缘设有楔形凸起,所述楔形凸起具有与第一斜面接触的第二斜面,第二斜面为第一驱动面,所述散热部件包括位于导热柱内部的散热液容置槽以及多个与散热液容置槽连通的导热通道。
12、可选的,所述锁紧帽为一直径大于支撑柱体的第二圆环柱体,第一圆环柱体外侧壁中部设有外螺纹,第二圆环柱体内壁设有与外螺纹适配的内螺纹,第二圆环柱体的顶部设有中心开有散热孔的环体,环体的底部设有与导热柱顶部抵接的限位环柱。
13、可选的,所述导热柱的底部开有限位通道,限位通道的一端贯穿于楔形凸起的第二斜面,所述涨紧块密封滑动于限位通道内,限位通道远离贯穿端的一侧壁与涨紧块之间之间连接有第三弹簧,且填充有受热膨胀体,涨紧块延伸出限位通道的一侧具有与第一斜面接触的第三斜面,第三斜面作为第二驱动面。
14、可选的,所述受热膨胀体为汞液或者导热油。
15、可选的,所述定位座为一圆盘,圆盘远离支撑柱件的一侧中心设有夹持轴。
16、可选的,所述定位座内设有多个与预紧块对应设置的对中复位组件。
17、可选的,所述对中复位组件包括导向柱、第二弹簧和连接板,所述定位座表面开有多个与预紧块对应的通槽,通槽的长度方向自靠近支撑柱体中心轴线的一侧向预紧块移动方向延伸,导向柱沿通槽的长度方向固定在通槽内,连接板套设在导向柱外,且顶部与预紧块底部连接,所述连接板与通槽的一侧内壁之间连接所述第二弹簧。
18、综上所述,本发明包括以下至少一种有益效果:
19、1、通过预紧块能够实现对对不同内径的齿轮进行定位固定,采用锁紧帽控制导热柱带动预紧块移动,操作方便,节约了齿轮定位的时间,提高加工效率。
20、2、通过涨紧块,能够在切削过程中,受热膨胀体会受热膨胀,从而带动涨紧块具有控制预紧块朝齿轮内圈方向移动的趋势,预紧块若与齿轮内圈之间存在变形或者松弛,存在活动空间时,涨紧块能够实现预紧块对齿轮内圈的涨紧,能够进一步保证齿轮的加工精度。
21、3、预紧块将传递至导热柱,通过导热柱内的散热部件将热量导出,实现齿轮在切削过程中本身吸收热量的快速散出,提高齿轮的加工精度。
技术特征:
1.一种热后精车齿轮定位装置,其特征在于:包括:
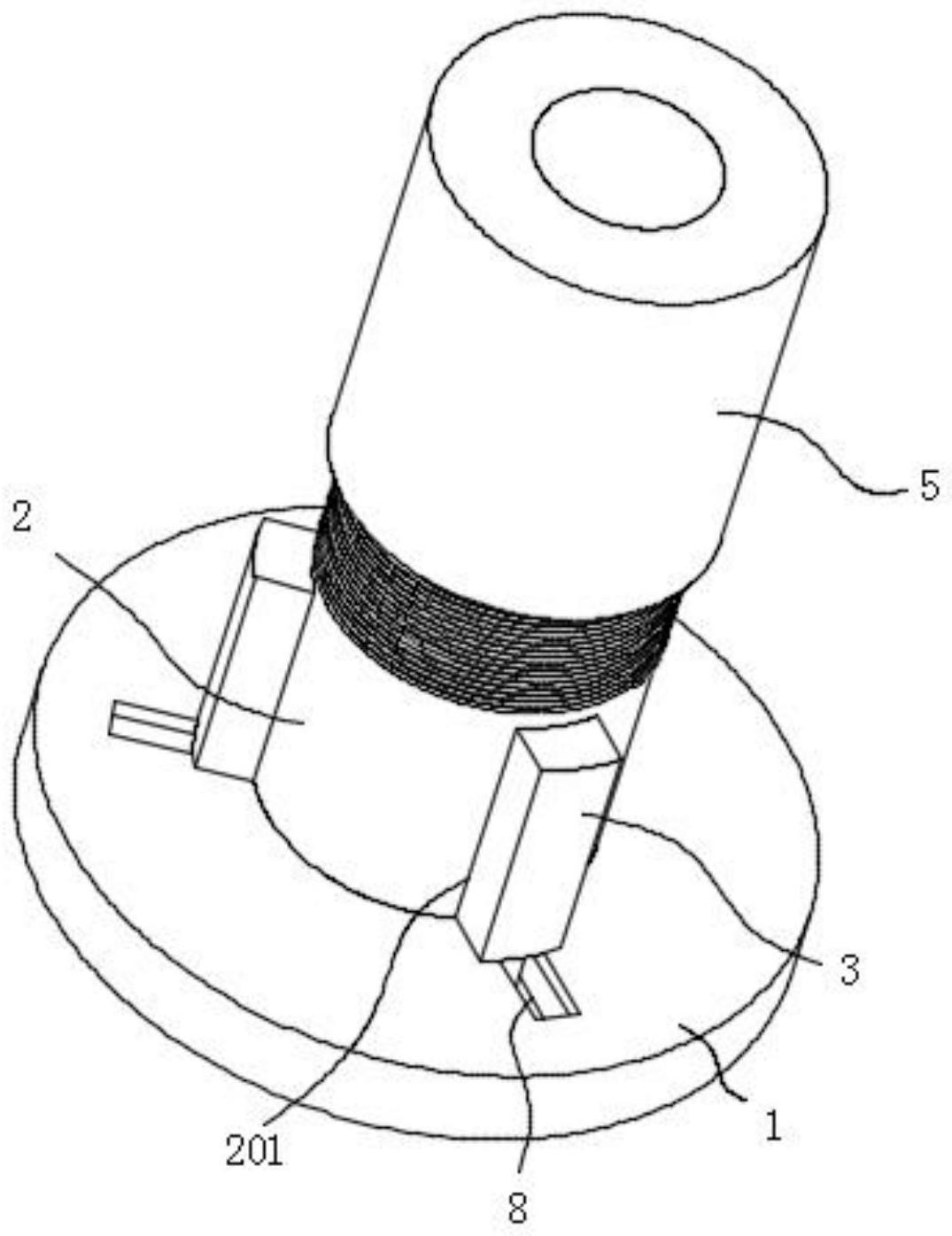
2.根据权利要求1所述的一种热后精车齿轮定位装置,其特征在于:所述支撑柱体(2)为第一圆环柱体,第一圆环柱体外侧壁底部开有提供预紧块(3)活动的避让口(201)。
3.根据权利要求2所述的一种热后精车齿轮定位装置,其特征在于:所述预紧块(3)位于传动柱件(4)内部的一侧从动面(301)为第一斜面,另一侧为圆弧面(302)。
4.根据权利要求3所述的一种热后精车齿轮定位装置,其特征在于:所述传动柱件(4)包括导热柱(401)和第一弹簧(402),第一弹簧(402)的一端固定于定位座(1)表面上,另一端固定在导热柱(401)的底部,导热柱(401)的下边缘设有楔形凸起(403),所述楔形凸起(403)具有与第一斜面接触的第二斜面,第二斜面为第一驱动面(403-1),所述散热部件(7)包括位于导热柱(401)内部的散热液容置槽(701)以及多个与散热液容置槽(701)连通的导热通道(702)。
5.根据权利要求4所述的一种热后精车齿轮定位装置,其特征在于:所述锁紧帽(5)为一直径大于支撑柱体(2)的第二圆环柱体(501),第一圆环柱体外侧壁中部设有外螺纹(202),第二圆环柱体(501)内壁设有与外螺纹(202)适配的内螺纹(502),第二圆环柱体(501)的顶部设有中心开有散热孔(503)的环体(504),环体(504)的底部设有与导热柱(401)顶部抵接的限位环柱(505)。
6.根据权利要求5所述的一种热后精车齿轮定位装置,其特征在于:所述导热柱(401)的底部开有限位通道(401-1),限位通道(401-1)的一端贯穿于楔形凸起(403)的第二斜面,所述涨紧块(6)密封滑动于限位通道(401-1)内,限位通道(401-1)远离贯穿端的一侧壁与涨紧块(6)之间连接有第三弹簧(401-2),且填充有受热膨胀体(601),涨紧块(6)延伸出限位通道(401-1)的一侧具有与第一斜面接触的第三斜面,第三斜面作为第二驱动面(602)。
7.根据权利要求6所述的一种热后精车齿轮定位装置,其特征在于:所述受热膨胀体(601)为汞液或者导热油。
8.根据权利要求1所述的一种热后精车齿轮定位装置,其特征在于:所述定位座(1)为一圆盘(101),圆盘(101)远离支撑柱件的一侧中心设有夹持轴(102)。
9.根据权利要求1或8所述的一种热后精车齿轮定位装置,其特征在于:所述定位座(1)内设有多个与预紧块(3)对应设置的对中复位组件(8)。
10.根据权利要求9所述的一种热后精车齿轮定位装置,其特征在于:所述对中复位组件(8)包括导向柱(801)、第二弹簧(802)和连接板(803),所述定位座(1)表面开有多个与预紧块(3)对应的通槽(804),通槽(804)的长度方向自靠近支撑柱体(2)中心轴线的一侧向预紧块(3)移动方向延伸,导向柱(801)沿通槽(804)的长度方向固定在通槽(804)内,连接板(803)套设在导向柱(801)外,且顶部与预紧块(3)底部连接,所述连接板(803)与通槽(804)的一侧内壁之间连接所述第二弹簧(802)。
技术总结
本发明公开了齿轮加工技术领域的一种热后精车齿轮定位装置,包括:定位座;连接于定位座表面的支撑柱体;以支撑柱体中心轴线为阵列轴阵列有多个预紧块;位于支撑柱体内的传动柱件,传动柱件内置散热部件,传动柱件的下边缘设有第一驱动面,第一驱动面与预紧块的从动面接触;套设于支撑柱体远离定位座一端的锁紧帽;嵌设在传动柱件内沿水平方向移动的涨紧块,涨紧块延伸出传动柱件的一侧具有与预紧块的从动面接触的第二驱动面,涨紧块位于传动柱件内的一侧具有受热膨胀体。通过预紧块能够对不同内径的齿轮进行定位,并结合涨紧块,能保证齿轮定位的稳定性,保证加工质量,能够进一步冷却齿轮产生的切削热,保证齿轮的加工精度。
技术研发人员:伏晓敏,戴明翠,任传富,王福明,王秀峰,刘顺利
受保护的技术使用者:青州市建富齿轮有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!