三牙轮钻头牙轮外锥面的加工装置及方法与流程
本申请涉及三牙轮钻头,具体涉及一种三牙轮钻头牙轮外锥面的加工装置及方法。
背景技术:
1、在现有技术中,牙轮外锥的工艺流程为:粗车牙轮外锥面(齿面、齿槽面均预留去碳层余量)-整体渗碳、高温回火-精车牙轮外锥面的齿面、齿槽面渗碳层-整体淬火、低温回火-钻铰齿孔-固齿(齿孔与合金齿的过盈量为0.05-0.08mm)。
2、使用这种技术方案的结果是,牙轮外锥面的齿面和齿槽面两部分为相同硬度hrc28-30,没有进行合理的硬度匹配。齿槽面硬度太低,牙轮使用过程中,矿渣不断冲刷齿槽面,齿槽面磨损严重,最终导致牙轮断裂,从而影响矿用三牙轮钻头的总体使用寿命。
3、产生上述结果的原因是现有技术中对牙轮外锥进行加工的工艺流程太粗放、加工设备自动化程度低。
4、需要说明的是,本背景技术部分中公开的以上信息仅用于理解本发明构思的背景技术,因此可以包含不构成现有技术的信息。
5、申请内容
6、针对现有技术的不足,本申请公开一种三牙轮钻头牙轮外锥面的加工装置及方法,能够解决现有技术中对牙轮外锥进行加工的工艺流程太粗放、加工设备自动化程度低的问题。
7、为实现以上目的,本申请通过以下技术方案予以实现:
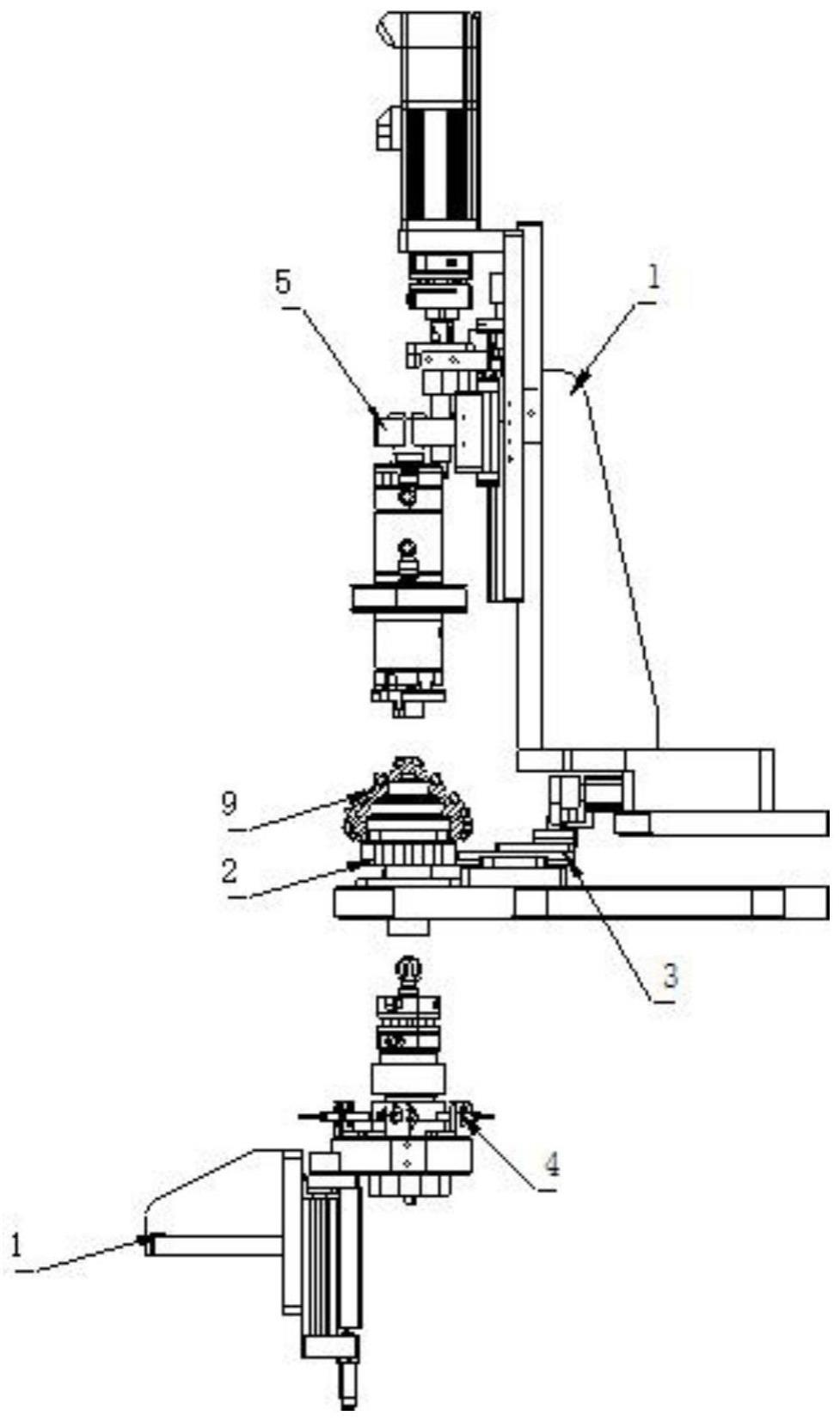
8、三牙轮钻头牙轮外锥面的加工装置,其中,包括设置在机架的
9、牙轮安装单元,所述牙轮安装单元穿过并转动连接在机架形成的安装孔,所述牙轮安装单元用于安装待加工的三牙轮钻头牙轮;
10、牙轮锁止单元,所述牙轮锁止单元用于接收第一启动指令以脱离并解锁牙轮安装单元,同时触发生成第二启动指令并向牙轮驱动单元发送;
11、牙轮驱动单元,所述牙轮驱动单元用于接收第二启动指令以连接并旋转牙轮安装单元,同时触发生成第三启动指令并向车削驱动单元发送;
12、车削驱动单元,所述车削驱动单元用于接收第三启动指令以向牙轮安装单元移动并加工待加工的三牙轮钻头牙轮;
13、控制单元,所述控制单元通讯连接牙轮锁止单元、牙轮驱动单元和车削驱动单元,所述控制单元用于生成第一启动指令并向牙轮锁止单元发送。
14、优选的技术方案,在所述牙轮安装单元的侧面形成有锁止槽,所述牙轮锁止单元包括锁止气缸和锁止块,所述锁止气缸的一端连接机架,所述锁止气缸的另一端连接锁止块,所述锁止气缸驱动锁止块脱离锁止槽以解锁牙轮安装单元。
15、进一步优选的技术方案,所述牙轮锁止单元还包括锁止开关,所述锁止气缸驱动锁止块脱离锁止槽并触发锁止开关以生成第二启动指令。
16、优选的技术方案,在所述牙轮安装单元的下端形成有连接孔,在所述连接孔的内壁设置有连接突起,所述牙轮驱动单元包括连接端,在所述连接端形成有能够和连接突起啮合的连接槽。
17、进一步优选的技术方案,所述牙轮驱动单元还包括牙轮电机,牙轮电机的输出端连接所述连接端,牙轮电机驱动连接端旋转以旋转牙轮安装单元。
18、更进一步优选的技术方案,所述牙轮驱动单元还包括牙轮气缸,所述牙轮气缸的一端连接机架,所述牙轮气缸的另一端连接牙轮电机,所述牙轮气缸驱动连接端升降以连接牙轮安装单元。
19、再进一步优选的技术方案,所述牙轮驱动单元还包括牙轮开关,牙轮气缸驱动连接端连接所述连接孔并触发牙轮开关以生成第三启动指令。
20、优选的技术方案,所述牙轮安装单元的上端用于固定待加工的三牙轮钻头牙轮,所述车削驱动单元包括车削电机,所述车削电机的输出端连接有用于安装车削刀头的安装端,所述车削电机连接有车削气缸,所述车削气缸驱动安装端向牙轮安装单元移动以加工待加工的三牙轮钻头牙轮。
21、另外,本申请还公开了三牙轮钻头牙轮外锥面的加工方法,其中,包括以下步骤:
22、控制单元生成第一启动指令并向牙轮锁止单元发送;
23、牙轮锁止单元接收第一启动指令以脱离并解锁牙轮安装单元,同时牙轮锁止单元触发生成第二启动指令并向牙轮驱动单元发送;
24、牙轮驱动单元接收第二启动指令以连接并旋转牙轮安装单元,同时牙轮驱动单元触发生成第三启动指令并向车削驱动单元发送;
25、车削驱动单元接收第三启动指令以向牙轮安装单元移动并加工待加工的三牙轮钻头牙轮。
26、优选的技术方案,三牙轮钻头牙轮加工完成后还会执行以下步骤:
27、控制单元生成第一停机指令并向车削驱动单元发送;
28、车削驱动单元接收第一停机指令以停止加工加工完成的三牙轮钻头牙轮并远离牙轮安装单元,同时车削驱动单元触发生成第二停机指令并向牙轮驱动单元发送;
29、牙轮驱动单元接收第二停机指令以停止旋转并脱离牙轮安装单元,同时牙轮驱动单元触发生成第三停机指令并向牙轮锁止单元发送;
30、牙轮锁止单元接收第三停机指令以向移牙轮锁止单元动并锁止牙轮安装单元。
31、本申请公开一种三牙轮钻头牙轮外锥面的加工装置及方法,具有以下优点:
32、采用了全新的加工工艺,使得牙轮外锥面的齿面硬度hrc28-30,齿槽面硬度为hrc50-52,这样合理的硬度匹配,既使得齿面上合金齿镶固可靠,固齿时齿面不产生裂纹等缺陷,又使得齿槽面耐磨,有利于提高牙轮使用寿命,从而提高整个矿用三牙轮钻头的使用寿命。
技术实现思路
技术特征:
1.三牙轮钻头牙轮外锥面的加工装置,其中,包括设置在机架的
2.根据权利要求1所述的三牙轮钻头牙轮外锥面的加工装置,其中,在所述牙轮安装单元的侧面形成有锁止槽,所述牙轮锁止单元包括锁止气缸和锁止块,所述锁止气缸的一端连接机架,所述锁止气缸的另一端连接锁止块,所述锁止气缸驱动锁止块脱离锁止槽以解锁牙轮安装单元。
3.根据权利要求2所述的三牙轮钻头牙轮外锥面的加工装置,其中,所述牙轮锁止单元还包括锁止开关,所述锁止气缸驱动锁止块脱离锁止槽并触发锁止开关以生成第二启动指令。
4.根据权利要求1所述的三牙轮钻头牙轮外锥面的加工装置,其中,在所述牙轮安装单元的下端形成有连接孔,在所述连接孔的内壁设置有连接突起,所述牙轮驱动单元包括连接端,在所述连接端形成有能够和连接突起啮合的连接槽。
5.根据权利要求4所述的三牙轮钻头牙轮外锥面的加工装置,其中,所述牙轮驱动单元还包括牙轮电机,牙轮电机的输出端连接所述连接端,牙轮电机驱动连接端旋转以旋转牙轮安装单元。
6.根据权利要求5所述的三牙轮钻头牙轮外锥面的加工装置,其中,所述牙轮驱动单元还包括牙轮气缸,所述牙轮气缸的一端连接机架,所述牙轮气缸的另一端连接牙轮电机,所述牙轮气缸驱动连接端升降以连接牙轮安装单元。
7.根据权利要求6所述的三牙轮钻头牙轮外锥面的加工装置,其中,所述牙轮驱动单元还包括牙轮开关,牙轮气缸驱动连接端连接所述连接孔并触发牙轮开关以生成第三启动指令。
8.根据权利要求1所述的三牙轮钻头牙轮外锥面的加工装置,其中,所述牙轮安装单元的上端用于固定待加工的三牙轮钻头牙轮,所述车削驱动单元包括车削电机,所述车削电机的输出端连接有用于安装车削刀头的安装端,所述车削电机连接有车削气缸,所述车削气缸驱动安装端向牙轮安装单元移动以加工待加工的三牙轮钻头牙轮。
9.三牙轮钻头牙轮外锥面的加工方法,其中,包括以下步骤:
10.根据权利要求9所述的三牙轮钻头牙轮外锥面的加工方法,其中,三牙轮钻头牙轮加工完成后还会执行以下步骤:
技术总结
本申请公开了一种三牙轮钻头牙轮外锥面的加工装置及方法。包括牙轮安装单元;牙轮锁止单元,牙轮锁止单元用于接收第一启动指令以脱离并解锁牙轮安装单元,同时触发生成第二启动指令并向牙轮驱动单元发送;牙轮驱动单元,牙轮驱动单元用于接收第二启动指令以连接并旋转牙轮安装单元,同时触发生成第三启动指令并向车削驱动单元发送;车削驱动单元,车削驱动单元用于接收第三启动指令以向牙轮安装单元移动并加工待加工的三牙轮钻头牙轮;控制单元,控制单元通讯连接牙轮锁止单元、牙轮驱动单元和车削驱动单元,控制单元用于生成第一启动指令并向牙轮锁止单元发送。本申请能够牙轮外锥加工的工艺流程粗放、加工设备自动化程度低的问题。
技术研发人员:刘素云,漆德付
受保护的技术使用者:安徽百益天成机械有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!