一种基于功率测量的刀具磨损监测方法与流程
本发明涉及工业控制领域,尤其是一种基于功率测量的刀具磨损监测方法。
背景技术:
1、随着技术发展进步,机加工设备越来越复杂,功能性能要求越来越高,数控机床是机械加工行业中高端零件制造的主要设备,其智能化程度决定着机加工的效率与质量。数控机床的加工精度是机床质量的核心指标,刀具是机床的直接执行件,加工过程中与工件和切屑直接接触,受到剧烈的摩擦和冲击,极易产生磨损,其直接影响机床性能和加工精度。
2、刀具磨损是任何加工过程中不可避免的问题,刀具的磨损程度是机加工过程中保证产品质量的核心要素。据统计,因刀具磨损造成机床停机时间占全部停机时间的20%,而有效的监测系统能提高10%~50%的加工效率,降低10%~40%的生产成本。因此,实现刀具磨损的在线监测,建立完整的刀具管理系统具有重要的意义,同时精确把握换刀时机、保证刀具最大化使用与加工质量是智能制造领域的研究热点。
3、目前,企业在生产操作时可通过设定被加工件的频次来管理刀具寿命,这也是最常规的刀具管理及控制方法。采用这种方式常常出现有些仍满足生产使用要求的刀具被强制更换,或者在极端情况下,由于刀具自身或被加工件状态的差异,会出现尚未达到规定使用频次(预期寿命)就出现刀具严重磨损的情况,从而影响产品质量。可见,这种相对固定的刀具管理策略不能适应实际复杂多变的加工过程需求,难以同时兼顾质量和成本要求。
4、此外,现有技术中也有通过采集主轴功率、振动、电流等信息来监测刀具的磨损程度,但通常都是通过对加工过程中的振动、功率值设定上下阈值来判断是否需要换刀或者停机,依然无法有效的提高刀具的使用寿命。
技术实现思路
1、为解决以上问题,本发明提出了一种基于功率测量的刀具磨损监测方法。
2、本发明的主要内容包括:
3、一种基于功率测量的刀具磨损监测方法,包括:
4、按照设定频率获取机床电机的功率数据;
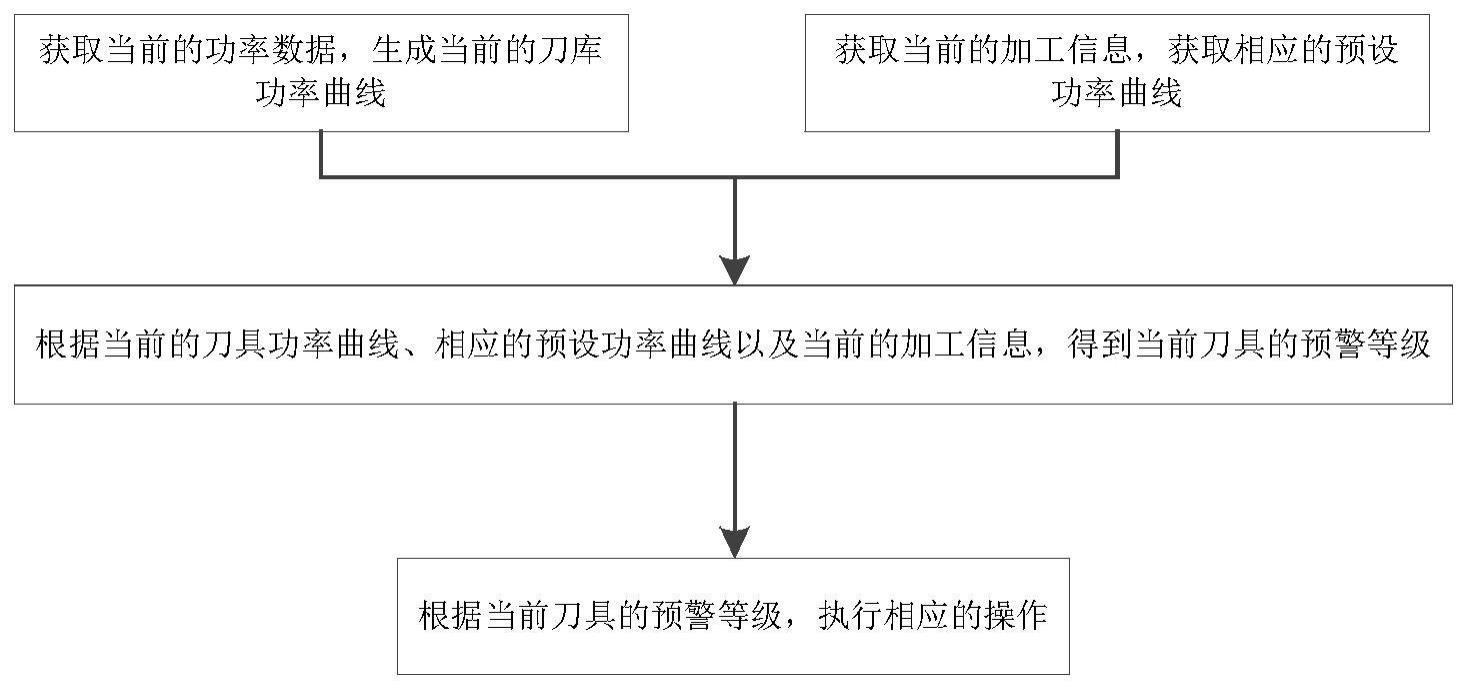
5、将所述功率数据输入刀具功率曲线模型中,得到当前的刀具功率曲线;
6、获取当前的加工信息,获取相应的预设功率曲线;
7、根据当前的刀具功率曲线、相应的预设功率曲线以及当前的加工信息,得到当前刀具的预警等级;所述预警等级包括预警级以及告警级;
8、当当前的预警等级为预警级时,发出预警提示;根据所述预警提示,获取相应的机床配置文件,根据相应的配置文件,调整机床的运行参数,并将当前的刀具功率曲线作为预设功率曲线;
9、当当前的预警等级为告警级时,发出告警提示;根据所述告警提示,获取告警类型,根据告警类型和当前机床的运行状态,控制机床的启停,将当前加工类型对应的标准功率曲线作为预设功率曲线,所述当前加工类型对应的标准功率曲线由刀具商的测试数据以及日常生产数据作为训练集的神经网络模型输出得到。
10、优选的,按照设定频率获取机床电机的功率数据,包括:
11、在机床主轴电机的驱动线上安装非接触式采集装置;所述非接触式采集装置包括电流互感器以及电压互感器;所述功率数据包括三相电流和三相电压。
12、优选的,所述非接触式采集装置还包括信号选择模块以及信号调理模块,所述信号选择模块的输入端与电压互感器、电压互感器连接,其输出端与所述信号调理模块连接,所述信号调理模块输出当前的三相电流和三相电压。
13、优选的,所述信号选择模块包括处理单元、信号选择单元以及通讯单元;所述信号调理模块包括若干信号调理单元;所述信号选择芯片为数字控制模拟电子开关芯片cd4051,所述处理单元为mcu芯片或者单片机,所述信号选择芯片的公共i/o端与所述电流互感器和电压互感器连接,其地址选择端以及使能输入端与所述处理单元连接,若干所述信号调理单元与所述多路选择开关单元的8个独立i/o端选择连接。
14、优选的,所述信号调理单元包括运算放大器和滤波器,所述滤波器为无源高通滤波器、有源低通滤波器或者有源带通滤波器。
15、优选的,根据当前的刀具功率曲线、相应的预设功率曲线以及当前的加工信息,得到当前刀具的预警等级,包括:
16、获取当前的加工信息,所述加工信息包括加工工序以及加工时序;
17、根据当前的加工工序,获取相应的预设功率曲线;
18、根据当前的加工时序,获取设定时序段的刀具功率曲线以及相应的设定时序范围的预设功率曲线;
19、比较设定时序段的刀具功率曲线与相应段的预设功率曲线之间的差异值,得到异常差异值;
20、当异常差异值大于预设的预警值且小于预设的告警值时,则当前刀具的预警等级为预警级;当异常差异值大于预设的告警值时,则当前刀具的预警等级为告警级。
21、优选的,根据当前的加工时序,获取设定时序段的刀具功率曲线以及相应的设定时序范围的预设功率曲线,其中,所述设定时序范围是指由当前的加工时序向前第一设定时间段的加工时序为比照起点、由当前的加工时序向后第二设定时间段的加工时序为比照终点的时序范围。
22、优选的,所述比照起点不超过相应加工工序的起点时序;所述比照终点不超过相应加工工序的终点时序。
23、优选的,当异常差异值小于预设的预警值,将相应加工时序对应的刀具功率曲线作为预设功率曲线。
24、相较于现有技术,本发明提出的一种基于功率测量的刀具磨损监测方法的有益效果在于:通过对机床电机的功率数据的监测,获取当前的刀具功率曲线,再通过与预设功率曲线的比较,对刀具的磨损情况划分对应的等级,通过对不同磨损等级的不同处置方式,在保证加工质量的同时,有效的提高刀具的使用寿命,降低了机床的维护成本,在一定程度上也提高了生产的效率。
技术特征:
1.一种基于功率测量的刀具磨损监测方法,其特征在于,包括:
2.根据权利要求1所述的一种基于功率测量的刀具磨损监测方法,其特征在于,按照设定频率获取机床电机的功率数据,包括:
3.根据权利要求2所述的一种基于功率测量的刀具磨损监测方法,其特征在于,所述非接触式采集装置还包括信号选择模块以及信号调理模块,所述信号选择模块的输入端与电压互感器、电压互感器连接,其输出端与所述信号调理模块连接,所述信号调理模块输出当前的三相电流和三相电压。
4.根据权利要求3所述的一种基于功率测量的刀具磨损监测方法,其特征在于,所述信号选择模块包括处理单元、信号选择单元以及通讯单元;所述信号调理模块包括若干信号调理单元;所述信号选择芯片为数字控制模拟电子开关芯片cd4051,所述处理单元为mcu芯片或者单片机,所述信号选择芯片的公共i/o端与所述电流互感器和电压互感器连接,其地址选择端以及使能输入端与所述处理单元连接,若干所述信号调理单元与所述多路选择开关单元的8个独立i/o端选择连接。
5.根据权利要求4所述的一种基于功率测量的刀具磨损监测方法,其特征在于,所述信号调理单元包括运算放大器和滤波器,所述滤波器为无源高通滤波器、有源低通滤波器或者有源带通滤波器。
6.根据权利要求1所述的一种基于功率测量的刀具磨损监测方法,其特征在于,根据当前的刀具功率曲线、相应的预设功率曲线以及当前的加工信息,得到当前刀具的预警等级,包括:
7.根据权利要求6所述的一种基于功率测量的刀具磨损监测方法,其特征在于,根据当前的加工时序,获取设定时序段的刀具功率曲线以及相应的设定时序范围的预设功率曲线,其中,所述设定时序范围是指由当前的加工时序向前第一设定时间段的加工时序为比照起点、由当前的加工时序向后第二设定时间段的加工时序为比照终点的时序范围。
8.根据权利要求7所述的一种基于功率测量的刀具磨损监测方法,其特征在于,所述比照起点不超过相应加工工序的起点时序;所述比照终点不超过相应加工工序的终点时序。
9.根据权利要求6所述的一种基于功率测量的刀具磨损监测方法,其特征在于,当异常差异值小于预设的预警值,将相应加工时序对应的刀具功率曲线作为预设功率曲线。
技术总结
本发明提出的一种基于功率测量的刀具磨损监测方法,包括通过对机床电机的功率数据的监测,获取当前的刀具功率曲线,再通过与预设功率曲线的比较,对刀具的磨损情况划分对应的等级,通过对不同磨损等级的不同处置方式,在保证加工质量的同时,有效的提高刀具的使用寿命,降低了机床的维护成本,在一定程度上也提高了生产的效率。
技术研发人员:余世阁
受保护的技术使用者:江苏西格数据科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!