一种导轮自动加工方法以及生产线与流程
本发明涉及产品加工生产线,具体是一种导轮自动加工方法以及生产线。
背景技术:
1、现有技术的加工方法都是通过手工将零件装夹至加工夹具,启动设备加工,手工上料→cnc1→手工下料至传送带→手工上料cnc2→手工下料→手工清洗→吹气→手工上料打码机→打码→手工下料→装箱→运送清洗,工序拉的很长,人工操作复杂,效率低下。
2、此种方式,效率很低,人工使用量过大,需要专人频繁的上料;人工上下料,有碰划伤隐患,造成质量不稳定;目前工艺生产布局方式需要2人操作,浪费人力。
技术实现思路
1、为解决上述现有技术的缺陷,本发明提供一种导轮自动加工方法以及生产线,本发明生产效率大幅度提升,人工使用量减少;长时间的生产造成的设备更加稳定,效率更高,投入的人员更少;按此布置和设计,1个人可以同时操作4条这样的产线,且效率也更高。
2、为实现上述技术目的,本发明采用如下技术方案:一种导轮自动加工方法,上料仓将待加工导轮逐层上顶,使得最上层的待加工导轮到位;
3、机械手移动到所述上料仓位置,控制主爪从所述上料仓抓取待加工导轮,然后所述机械手移动到第一机床位置,控制副爪从所述第一机床抓取完成第一面加工的一次导轮,然后控制主爪将待加工导轮放置到所述第一机床进行第一面的加工;
4、所述机械手移动到翻转机构位置,控制副爪将一次导轮转移到所述翻转机构,所述翻转机构将一次导轮翻转180°,所述机械手控制主爪抓取翻转后的一次导轮,所述机械手移动到第二机床位置,控制副爪从所述第二机床抓取完成第二面加工的导轮,然后控制主爪将一次导轮放置到所述第二机床进行第二面的加工;
5、所述机械手移动到激光打标机位置,控制副爪将完成第二面加工的导轮转移到所述激光打标机,所述激光打标机对导轮打标,打标结束后,所述激光打标机自带的移栽夹爪将打标完成的导轮取下后放至下料输送线。
6、进一步地,所述上料仓的电机间歇动作以将顶升轴间歇式顶升,所述顶升轴放至有多个待加工导轮,待加工导轮被逐个顶升到最上层,光电开关在最上层位置感应到有待加工导轮到来时,发送信号至所述机械手。
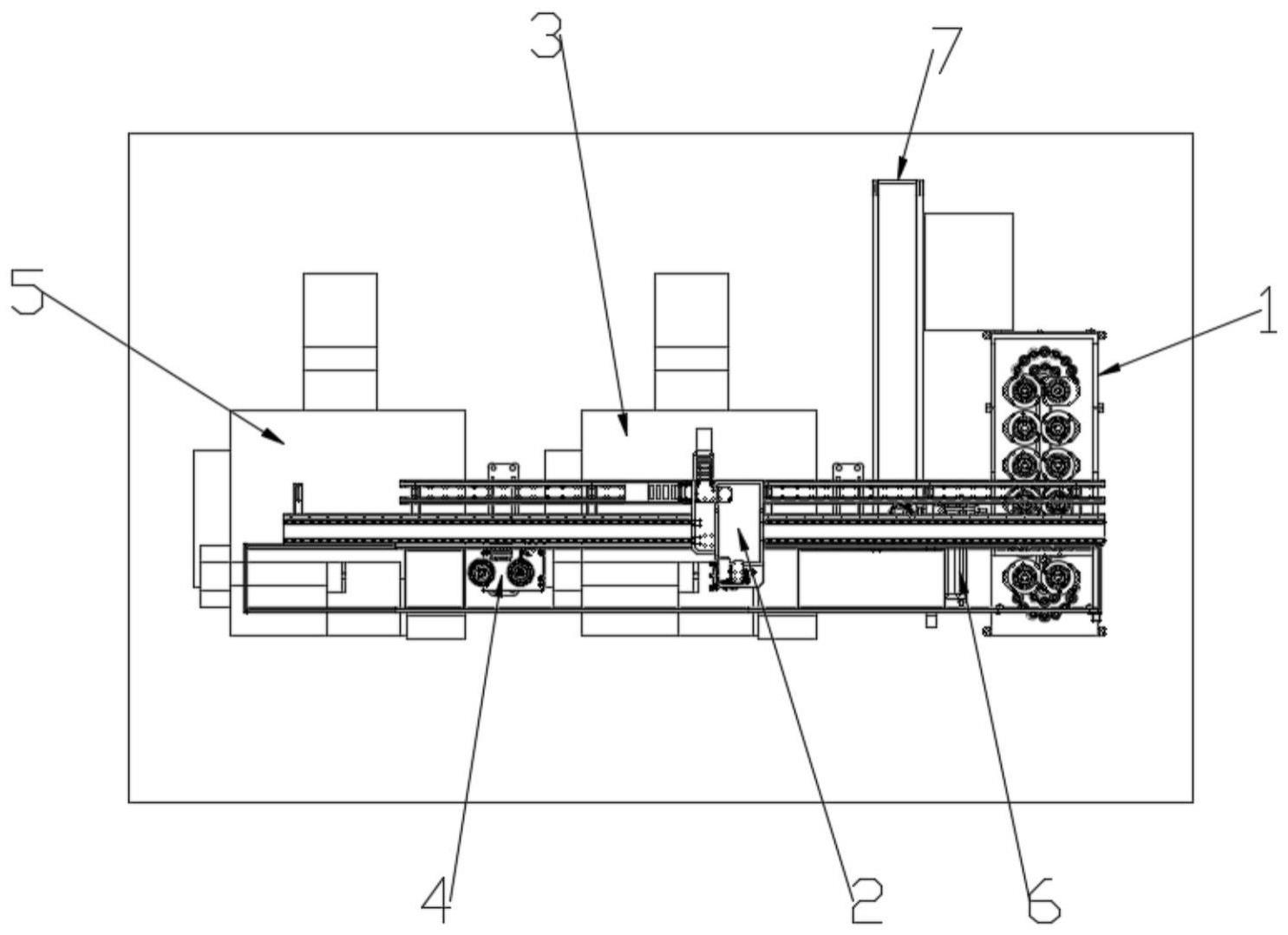
7、一种导轮自动加工生产线,包括:
8、上料仓,用于提供待加工导轮;
9、机械手;
10、第一机床,用于加工导轮的第一面;
11、翻转机构,用于将导轮的正反面翻转;
12、第二机床,用于加工导轮的第二面;
13、激光打标机,用于对导轮进行打标并输送到下料线;
14、下料线,用于输出加工完成的导轮;
15、所述机械手横架于所述上料仓、所述第一机床、所述翻转机构、所述第二机床、所述激光打标机、所述下料线的上方。
16、进一步地,所述上料仓包括电机,所述电机的驱动端设置有载具,所述载具上表面能够摆放多层导轮,所述电机驱动所述载具间歇式上顶,将所述载具上的最上层导轮送到取料位置,所述取料位置设置有光电开关,所述光电开关感应到取料位置有导轮到来后,发送信号至所述机械手,所述机械手取走最上层导轮,然后所述电机再次动作将最上层导轮送到所述取料位置。
17、进一步地,所述机械手包括回转气缸,所述回转气缸安装有三脚架,所述三脚架的一个直角面安装有所述主爪、另一个直角面安装有所述副爪,所述主爪、所述副爪均为三爪同心结构,且均连接有三爪同心气缸。
18、进一步地,所述机械手还包括三轴桁架,所述三轴桁架包括支架、x轴、y轴、z轴,所述回转气缸安装于所述z轴。
19、进一步地,所述翻转机构包括旋转气缸,所述旋转气缸的旋转臂安装有三爪同心气缸。
20、综上所述,本发明取得了以下技术效果:
21、本发明生产效率大幅度提升,人工使用量减少;
22、本发明长时间的生产造成的设备更加稳定,效率更高,投入的人员更少;
23、本发明按此布置和设计,1个人可以同时操作4条这样的产线,且效率也更高;
技术特征:
1.一种导轮自动加工方法,其特征在于:
2.根据权利要求1所述的一种导轮自动加工方法,其特征在于:所述上料仓(1)的电机间歇动作以将顶升轴间歇式顶升,所述顶升轴放至有多个待加工导轮,待加工导轮被逐个顶升到最上层,光电开关在最上层位置感应到有待加工导轮到来时,发送信号至所述机械手(2)。
3.一种导轮自动加工生产线,其特征在于:应用于如权利要求1所述的一种导轮自动加工方法,包括:
4.根据权利要求3所述的一种导轮自动加工生产线,其特征在于:所述上料仓(1)包括电机,所述电机的驱动端设置有载具,所述载具上表面能够摆放多层导轮,所述电机驱动所述载具间歇式上顶,将所述载具上的最上层导轮送到取料位置,所述取料位置设置有光电开关,所述光电开关感应到取料位置有导轮到来后,发送信号至所述机械手(2),所述机械手(2)取走最上层导轮,然后所述电机再次动作将最上层导轮送到所述取料位置。
5.根据权利要求3所述的一种导轮自动加工生产线,其特征在于:所述机械手(2)包括回转气缸(21),所述回转气缸(21)安装有三脚架(22),所述三脚架(22)的一个直角面安装有所述主爪(23)、另一个直角面安装有所述副爪(24),所述主爪(23)、所述副爪(24)均为三爪同心结构,且均连接有三爪同心气缸(25)。
6.根据权利要求5所述的一种导轮自动加工生产线,其特征在于:所述机械手(2)还包括三轴桁架,所述三轴桁架包括支架(26)、x轴、y轴、z轴,所述回转气缸(21)安装于所述z轴。
7.根据权利要求3所述的一种导轮自动加工生产线,其特征在于:所述翻转机构(4)包括旋转气缸,所述旋转气缸的旋转臂安装有三爪同心气缸。
技术总结
本发明公开了一种导轮自动加工方法以及生产线,上料仓将待加工导轮逐层上顶,使得最上层的待加工导轮到位;机械手控制主爪从上料仓抓取待加工导轮,控制副爪从第一机床抓取完成第一面加工的一次导轮,控制主爪将待加工导轮放置到第一机床;机械手控制副爪将一次导轮转移到翻转机构,翻转机构将一次导轮翻转180°,机械手控制主爪抓取翻转后的一次导轮,控制副爪从第二机床抓取完成第二面加工的导轮,控制主爪将一次导轮放置到第二机床进行第二面的加工。本发明生产效率大幅度提升,人工使用量减少;长时间的生产造成的设备更加稳定,效率更高,投入的人员更少;按此布置和设计,1个人可以同时操作4条这样的产线,且效率也更高。
技术研发人员:刘君昊,张磊,王家照
受保护的技术使用者:无锡晋拓汽车部件有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!