钢带一体化加工设备及套箍生产线的制作方法
本申请涉及混凝土管桩生产,尤其涉及一种钢带一体化加工设备及套箍生产线。
背景技术:
1、套箍被广泛应用于混凝土预制管桩行业中,在工程建筑施工领域,对套箍的需求量巨大,需要对套箍进行批量化、标准化生产。而套箍的生产过程中,需要先对钢带原材进行统一切断处理,用于制备同型号的套箍。因此,现提供一种钢带一体化加工设备及套箍生产线。
技术实现思路
1、有鉴于此,本申请的目的在于提供了一种钢带一体化加工设备及套箍生产线。
2、为实现上述目的,本申请采用的技术方案如下:
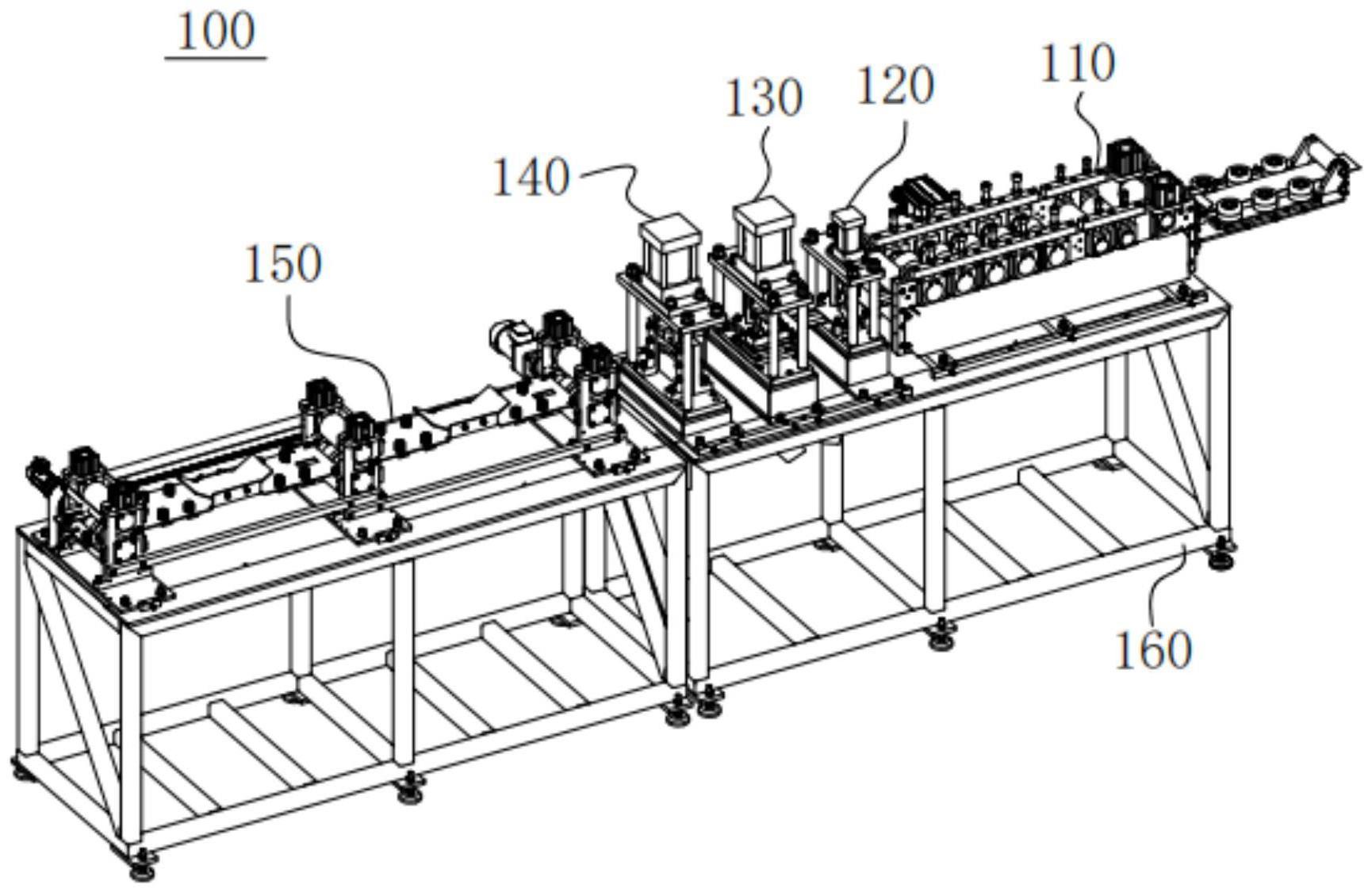
3、第一方面,本申请实施例提供了一种钢带一体化加工设备,包括:
4、矫直压型单元,具有输入端和输出端,钢带经所述输入端穿设所述矫直压型单元,所述矫直压型单元将所述钢带矫直压型并从所述输出端输出;
5、切角单元,与所述矫直压型单元的所述输出端相邻设置,用于对所述钢带的预设部进行切角,以得到切角缺口;
6、冲孔单元,设置于所述切角单元远离所述矫直压型单元的一侧,用于对所述钢带的预设部点进行冲孔;
7、切断单元,设置于所述冲孔单元远离所述切角单元的一侧,所述切断单元沿所述切角缺口的基准线对所述钢带进行切断;
8、输送单元,设置于所述切断单元远离所述冲孔单元的一侧,用于将被切断后的所述钢带输送至预设位置。
9、在第一方面的其中一个实施例中,所述钢带一体化加工设备还包括底架,所述底架上依次安装有所述矫直压型单元、所述切角单元、所述冲孔单元、所述切断单元和所述输送单元。
10、在第一方面的其中一个实施例中,所述矫直压型单元包括导向组件、矫直辊组、压型辊组和驱动电机,所述导向组件设置于所述输入端,用于限定所述钢带的输送方向,所述矫直辊组的一侧设置有所述导向组件,另一侧设置有所述压型辊组,驱动电机同时与所述矫直辊组和所述压型辊组传动连接;
11、所述导向组件包括第一导向轮组和第二导向轮组,所述钢带依次穿设所述第一导向轮组和所述第二导向轮组,所述第一导向轮组用于限定钢带的竖直高度,所述第二导向轮组用于限定钢带的水平输送方向;
12、所述第二导向轮组设置有多个,每个所述第二导向轮组包括两个相对设置的导向轮,相对设置的两个所述导向轮之间的间距可根据所述钢带的宽度尺寸进行调节。
13、在第一方面的其中一个实施例中,所述切角单元包括第一安装座、第一压料板、下切刀、切角油缸、第一接头和上切刀,所述第一安装座固定于所述底架上,所述第一压料板和所述下切刀均安装于所述第一安装座上,所述切角油缸设置于所述下切刀背离所述第一安装座的一侧,所述第一接头固定于所述切角油缸的输出端,所述上切刀安装于所述第一接头上,所述第一压料板与所述第一安装座之间留有用于所述钢带穿设的间隙,通过所述上切刀与下切刀剪切配合下,所述钢带的预设部形成所述切角缺口。
14、在第一方面的其中一个实施例中,所述冲孔单元包括第二安装座、第二压料板、下冲孔刀、冲孔油缸、第二接头和上冲孔刀,所述第二安装座固定于所述底架上,所述第二压料板和所述下冲孔刀安装于所述第二安装座上,所述冲孔油缸设置于所述下冲孔刀背离所述第二安装座的一侧,所述第二接头固定于所述冲孔油缸的输出端,所述上冲孔刀安装于所述第二接头上,所述第二压料板与所述第二安装座之间留有用于所述钢带穿设的间隙,通过所述上冲孔刀与下冲孔刀冲击配合下,所述钢带的预设点形成通孔。
15、在第一方面的其中一个实施例中,所述切断单元包括第三安装座、导向板、下切断刀、切断油缸、第三接头和上切断刀,所述第三安装座固定于所述底架上,所述导向板安装于所述第三安装座上,所述下切断刀与所述导向板固定连接,所述切断油缸设置于所述下切断刀背离所述第三安装座的一侧,所述第三接头固定于所述切断油缸的输出端,所述上切断刀安装于所述第三接头上,所述上切断刀与所述下切断刀交错分布,以将所述钢带切断。
16、在第一方面的其中一个实施例中,所述导向板与所述下切断刀的接触侧开设有限位槽,所述上切断刀穿设于所述限位槽。
17、在第一方面的其中一个实施例中,所述输送单元包括多个驱动组件、承接板、限位轮组和限位板,所述驱动组件安装于所述底架上,所述承接板的两端分别与相邻两个所述驱动组件连接,所述限位轮组安装于所述承接板的两侧,所述限位板固定于所述承接板的中部,所述限位板与所述承接板之间预设有用于所述钢带穿设的通道。
18、在第一方面的其中一个实施例中,所述驱动组件包括支座、从动输送辊、主动输送辊和下压气缸,所述支座固定安装于所述底架上,所述从动输送辊与所述主动输送辊均转动设置于所述支座上,所述下压气缸设置有两个且相对固定于所述支座远离所述底架的一侧,所述从动输送辊的两端分别与两个所述下压气缸的输出端固定,所述支座与所述下压气缸的连接端开设有导向槽,所述下压气缸的输出端穿设于所述导向槽。
19、第二方面,本申请实施例还提供了一种套箍生产线,包括上述任一实施例中所述的钢带一体化加工设备。
20、相对于现有技术,本申请的有益效果是:本申请提出一种钢带一体化加工设备及套箍生产线,可用于混凝土管桩套箍生产过程中。钢带一体化加工设备包括矫直压型单元、切角单元、冲孔单元、切断单元、输送单元和底架,矫直压型单元、切角单元、冲孔单元、切断单元和输送单元均安装于底架上。其中,矫直压型单元用于将钢带矫直压型后输送至下一单元,切角单元用于对所述钢带的预设部进行切角,以得到切角缺口,冲孔单元用于对所述钢带的预设部点进行冲孔,切断单元沿所述切角缺口的基准线对所述钢带进行切断,输送单元用于将被切断后的所述钢带输送至预设位置。如此一来,在钢带进行切角处理后,以切角缺口处为基准线,方便计算钢带的冲孔位置和切断长度,便于钢带的加工定位,满足不同尺寸套箍的批量生产。
技术特征:
1.一种钢带一体化加工设备,其特征在于,包括:
2.根据权利要求1所述的钢带一体化加工设备,其特征在于,所述钢带一体化加工设备还包括底架,所述底架上依次安装有所述矫直压型单元、所述切角单元、所述冲孔单元、所述切断单元和所述输送单元。
3.根据权利要求2所述的钢带一体化加工设备,其特征在于,所述矫直压型单元包括导向组件、矫直辊组、压型辊组和驱动电机,所述导向组件设置于所述输入端,用于限定所述钢带的输送方向,所述矫直辊组的一侧设置有所述导向组件,另一侧设置有所述压型辊组,驱动电机同时与所述矫直辊组和所述压型辊组传动连接;
4.根据权利要求2所述的钢带一体化加工设备,其特征在于,所述切角单元包括第一安装座、第一压料板、下切刀、切角油缸、第一接头和上切刀,所述第一安装座固定于所述底架上,所述第一压料板和所述下切刀均安装于所述第一安装座上,所述切角油缸设置于所述下切刀背离所述第一安装座的一侧,所述第一接头固定于所述切角油缸的输出端,所述上切刀安装于所述第一接头上,所述第一压料板与所述第一安装座之间留有用于所述钢带穿设的间隙,通过所述上切刀与下切刀剪切配合下,所述钢带的预设部形成所述切角缺口。
5.根据权利要求2所述的钢带一体化加工设备,其特征在于,所述冲孔单元包括第二安装座、第二压料板、下冲孔刀、冲孔油缸、第二接头和上冲孔刀,所述第二安装座固定于所述底架上,所述第二压料板和所述下冲孔刀安装于所述第二安装座上,所述冲孔油缸设置于所述下冲孔刀背离所述第二安装座的一侧,所述第二接头固定于所述冲孔油缸的输出端,所述上冲孔刀安装于所述第二接头上,所述第二压料板与所述第二安装座之间留有用于所述钢带穿设的间隙,通过所述上冲孔刀与下冲孔刀冲击配合下,所述钢带的预设点形成通孔。
6.根据权利要求2所述的钢带一体化加工设备,其特征在于,所述切断单元包括第三安装座、导向板、下切断刀、切断油缸、第三接头和上切断刀,所述第三安装座固定于所述底架上,所述导向板安装于所述第三安装座上,所述下切断刀与所述导向板固定连接,所述切断油缸设置于所述下切断刀背离所述第三安装座的一侧,所述第三接头固定于所述切断油缸的输出端,所述上切断刀安装于所述第三接头上,所述上切断刀与所述下切断刀交错分布,以将所述钢带切断。
7.根据权利要求6所述的钢带一体化加工设备,其特征在于,所述导向板与所述下切断刀的接触侧开设有限位槽,所述上切断刀穿设于所述限位槽。
8.根据权利要求2至7中任一项所述的钢带一体化加工设备,其特征在于,所述输送单元包括多个驱动组件、承接板、限位轮组和限位板,所述驱动组件安装于所述底架上,所述承接板的两端分别与相邻两个所述驱动组件连接,所述限位轮组安装于所述承接板的两侧,所述限位板固定于所述承接板的中部,所述限位板与所述承接板之间预设有用于所述钢带穿设的通道。
9.根据权利要求8所述的钢带一体化加工设备,其特征在于,所述驱动组件包括支座、从动输送辊、主动输送辊和下压气缸,所述支座固定安装于所述底架上,所述从动输送辊与所述主动输送辊均转动设置于所述支座上,所述下压气缸设置有两个且相对固定于所述支座远离所述底架的一侧,所述从动输送辊的两端分别与两个所述下压气缸的输出端固定,所述支座与所述下压气缸的连接端开设有导向槽,所述下压气缸的输出端穿设于所述导向槽。
10.一种套箍生产线,其特征在于,包括权利要求1至9中任一项所述的钢带一体化加工设备。
技术总结
本申请提供一种钢带一体化加工设备及套箍生产线,涉及混凝土管桩生产技术领域。钢带一体化加工设备包括矫直压型单元、切角单元、冲孔单元、切断单元和输送单元,钢带经输入端穿设矫直压型单元,矫直压型单元将钢带矫直压型并从输出端输出,切角单元用于对钢带的预设部进行切角,以得到切角缺口,冲孔单元设置于切角单元远离矫直压型单元的一侧,切断单元设置于冲孔单元远离切角单元的一侧,切断单元沿切角缺口的基准线对钢带进行切断,输送单元设置于切断单元远离冲孔单元的一侧。本申请通过在钢带进行切角处理后,以切角缺口处为基准线,方便计算钢带的冲孔位置和切断长度,便于钢带的加工定位,满足不同尺寸套箍的批量生产。
技术研发人员:伏旭宗,袁文军,葛银露
受保护的技术使用者:汤始建华建材(上海)有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!