一种用于热轧卷取产线的轧件头部跟踪方法及装置与流程
本发明涉及金属加工,具体涉及一种用于热轧卷取产线的轧件头部跟踪方法及装置。
背景技术:
1、在卧式卷取热轧带钢产线的卷取区域,对轧件的头部位置跟踪是及其重要的一个控制参数,基于现有的技术方案,主要为以下两种方式:
2、其一为:通过热金属检测器感知轧件头部并进行速度积分,得到轧件头部位置跟踪的数据,使用本数据直接参与控制。此种方式受现场水汽、雾气、光污染等环境影响,易形成较大误差。
3、其二为:在轧制通道中夹送辊与卷筒之间,增加另一传感器,用以对跟踪位置数据进行修正。此种方式受现场设备位置影响,安装麻烦,而且传感器维护困难、极易损坏,还容易造成错误修正。
技术实现思路
1、本发明的目的在于提供一种用于热轧卷取产线的轧件头部跟踪方法及装置,旨在解决现有技术中轧件头部跟踪受现场环境影响易形成较大误差以及检测设备安装维护成本高,易造成错误修正的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一方面提供了一种用于热轧卷取产线的轧件头部跟踪方法,所述热轧卷取产线包括用于输送轧件的轧制通道、与轧制通道适配的夹送辊及卷取机,所述轧制通道正上方设置有检测元件,包括:
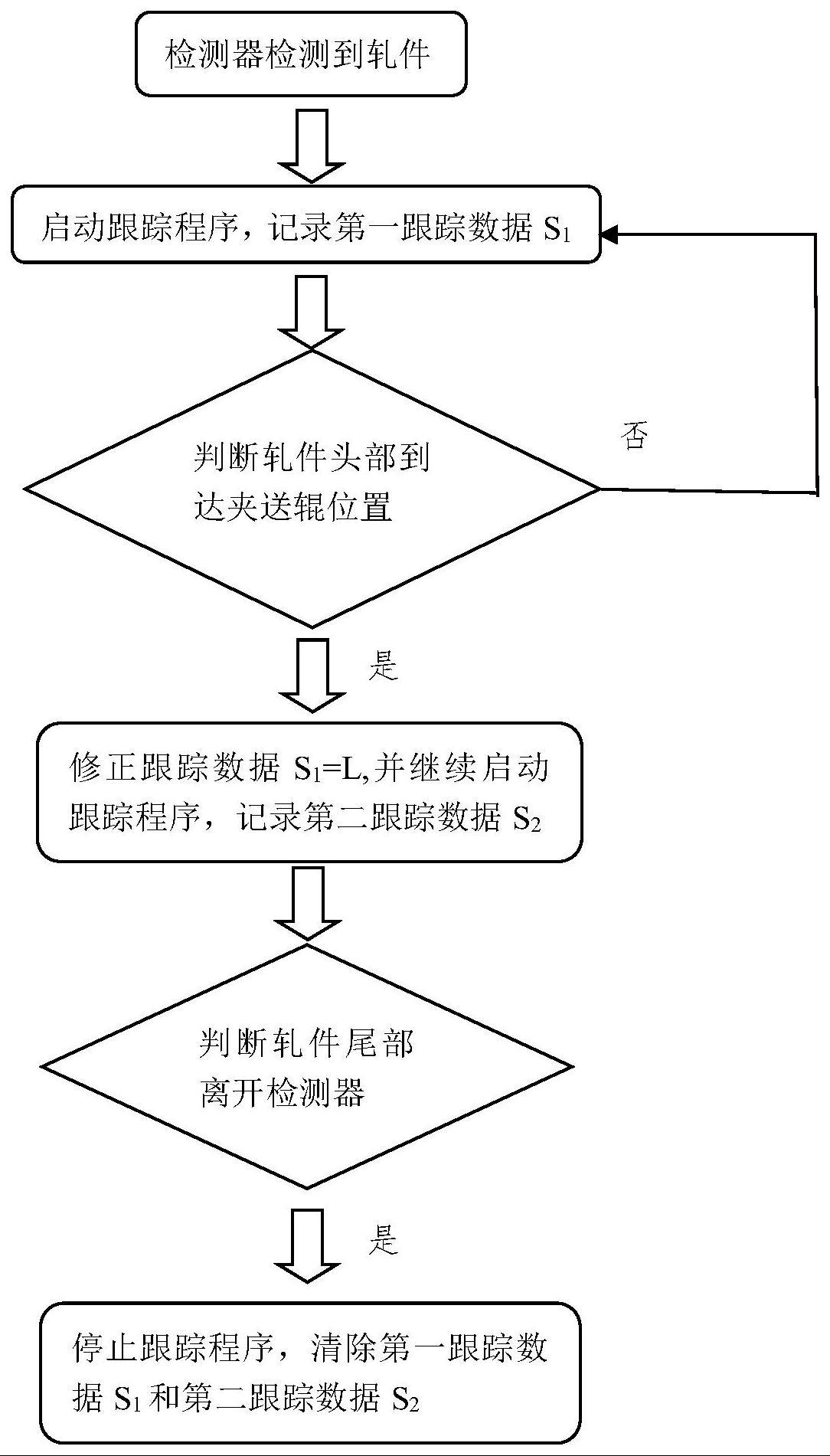
4、获取轧件的头部信号,开始跟踪并记录第一跟踪数据s1;
5、获取轧件到达夹送辊信号,停止跟踪;
6、获取检测元件与夹送辊的水平安装间距l,将第一跟踪数据s1修正为s1=l;
7、继续开始跟踪并记录第二跟踪数据s2,输出第一跟踪数据s1和第二跟踪数据s2。
8、另一方面提供了一种用于热轧卷取产线的轧件头部跟踪系统,其特征在于,所述系统包括至少一个处理器;以及存储器,其存储有指令,当通过至少一个处理器来执行该指令时,实施按照前述的方法的步骤。
9、本发明的有益效果在于,不需要额外增加检测元件,降低轧件头部跟踪的成本,还能够减少因增加的检测元件的错误信号而引发的错误修正,从而保证轧件头部位置跟踪的准确可靠性;修正手段不以光信号为参照,有效的避开了现场环境中的水汽、雾气、光污染等干扰源的影响,大大降低修正误差,实用性更强。
技术特征:
1.一种用于热轧卷取产线的轧件头部跟踪方法,所述热轧卷取产线包括用于输送轧件的轧制通道、与轧制通道适配的夹送辊及卷取机,所述轧制通道正上方设置有检测元件,其特征在于,包括:
2.根据权利要求1所述的一种用于热轧卷取产线的轧件头部跟踪方法,其特征在于,所述检测元件为热金属检测器,所述热金属检测器检测到轧件信号,并将轧件信号输送至跟踪系统。
3.根据权利要求1所述的一种用于热轧卷取产线的轧件头部跟踪方法,其特征在于,所述头部信号为检测元件首次检测到轧件时得到的信号,将头部信号发送至跟踪系统。
4.根据权利要求1所述的一种用于热轧卷取产线的轧件头部跟踪方法,其特征在于,所述开始跟踪并记录第一跟踪数据s1包括:
5.根据权利要求1所述的一种用于热轧卷取产线的轧件头部跟踪方法,其特征在于,所述轧件到达夹送辊信号包括夹送辊开口度变化信号,根据开口度检测器得到夹送辊开口度变化信号,将夹送辊开口度变化信号发送至跟踪系统。
6.根据权利要求1所述的一种用于热轧卷取产线的轧件头部跟踪方法,其特征在于,所述轧件到达夹送辊信号还包括夹送辊压力反馈信号,根据压力检测器得到夹送辊压力反馈信号,将夹送辊压力反馈信号发送至跟踪系统。
7.根据权利要求1所述的一种用于热轧卷取产线的轧件头部跟踪方法,其特征在于,所述获取轧件到达夹送辊信号还包括夹送辊电机转矩负荷变化信号,根据电机检测器得到夹送辊电机转矩负荷变化信号,将夹送辊电机转矩负荷变化信号发送至跟踪系统。
8.根据权利要求1所述的一种用于热轧卷取产线的轧件头部跟踪方法,其特征在于,该方法还包括:
9.根据权利要求8所述的一种用于热轧卷取产线的轧件头部跟踪方法,其特征在于,所述尾部信号为检测元件首次检测不到轧件的信号,将尾部信号发送至跟踪系统。
10.一种用于热轧卷取产线的轧件头部跟踪系统,其特征在于,所述跟踪系统包括至少一个处理器;以及存储器,其存储有指令,当通过至少一个处理器来执行该指令时,实施按照权利要求1-9任一项所述的方法的步骤。
技术总结
本发明涉及一种用于热轧卷取产线的轧件头部跟踪方法,所述热轧卷取产线包括用于输送轧件的轧制通道、与轧制通道适配的夹送辊,所述轧制通道正上方设置有检测元件,包括:获取轧件的头部信号,开始跟踪并记录第一跟踪数据S<subgt;1</subgt;;获取轧件到达夹送辊信号,停止跟踪;获取检测元件与夹送辊的水平安装间距L,将第一跟踪数据S<subgt;1</subgt;修正为S<subgt;1</subgt;=L;不需要额外增加检测元件,降低轧件头部跟踪的成本,还能够减少因增加的检测元件的错误信号而引发的错误修正,从而保证轧件头部位置跟踪的准确可靠性;修正手段不以光信号为参照,有效的避开了现场环境中的水汽、雾气、光污染等干扰源的影响。
技术研发人员:郭志伟,周凡,张立业
受保护的技术使用者:北京冶自欧博科技发展有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!