一种轧边机自动轴向调整系统及方法与流程
本发明涉及轧钢,尤其涉及一种轧边机自动轴向调整系统及方法。
背景技术:
1、高速铁路的发展对钢轨质量提出了高水平度、高对称性、高规格尺寸的标准要求,进而也对轧制钢轨的设备提出了高精度的标准要求。
2、钢轨是效益产品、拳头产品和风险产品,重轨生产及热处理技术达到国内领先水平,并在国际上具有相当的影响力。在钢轨轧制成型过程中,轧边机的轴向位移直接影响钢轨的腿长、对称、腹腔等关键尺寸,难以实现精确控制,目前通过蜗轮蜗杆的方式人工手动调整,精度差、效率低。为此,为了提高钢轨轧制的工艺和技术水平,迫切需要对轧边机轴向实现远程、自动调整,给一线操作者提供便利,获取轧边机轴向位移量,从而为轧制工艺的高效调整和控制提供可靠反馈数据,进一步提高钢轨生产的轧制效能,生产出更高品质的钢轨产品。
技术实现思路
1、本发明目的在于提供一种轧边机自动轴向调整系统及方法,用以解决轧边机轴向调整精度低、效率低的问题。为实现上述目的,本发明提供如下技术方案:
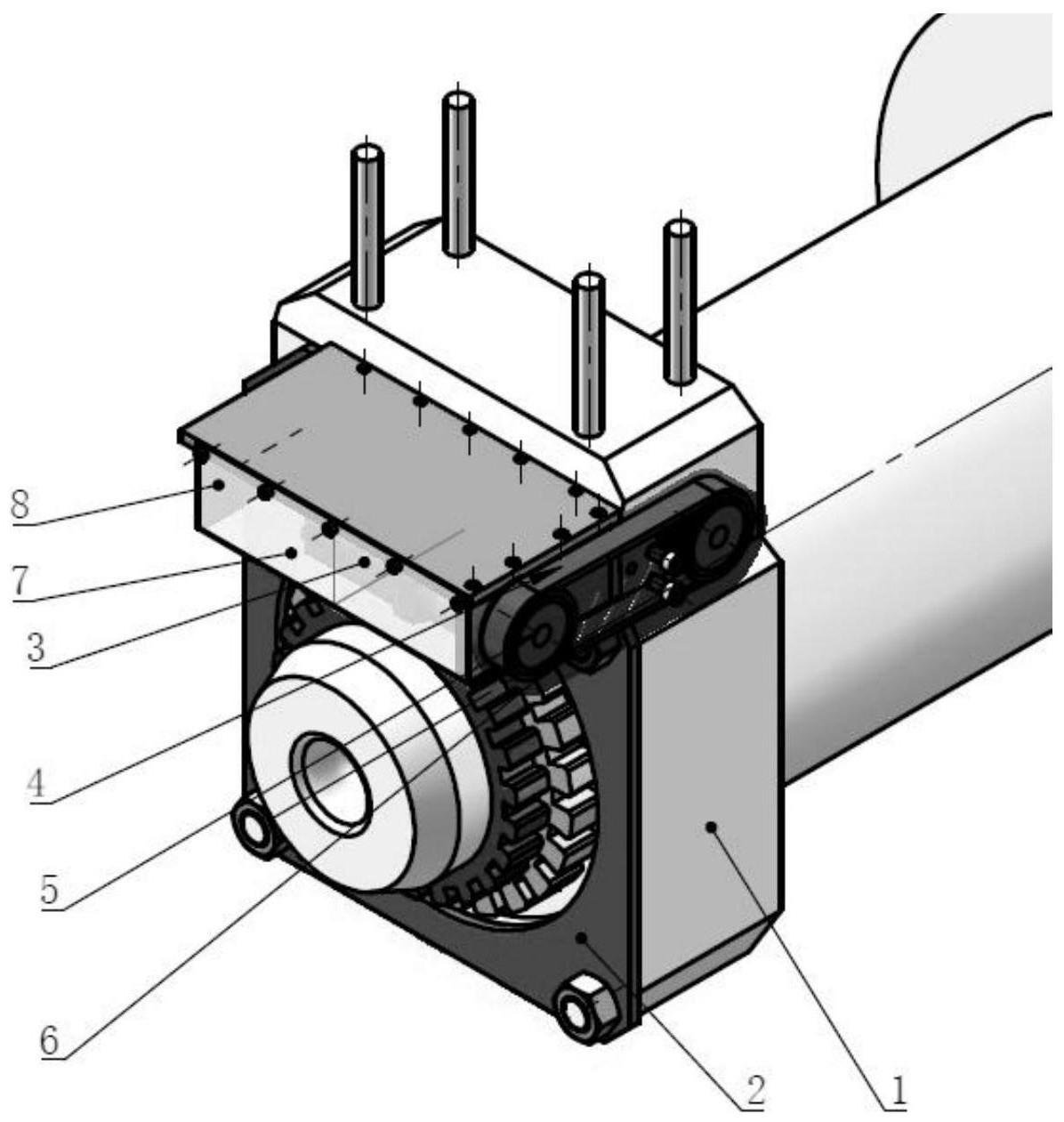
2、本发明公开了一种轧边机自动轴向调整系统,所述系统包括安装支架、机械装置和电气装置,其中,
3、所述机械装置通过安装支架与轧边机连接;
4、所述电气装置用于驱动机械装置对轧边机进行自动轴向调整。
5、进一步的,所述机械装置包括传动齿轮系;所述电气装置包括绝对值伺服驱动电机;其中,绝对值伺服驱动电机通过驱动传动齿轮系轧边机自动轴向调整。
6、进一步的,所述机械装置还包括减速机,所述减速机与传动齿轮系配合连接,用于传递并降速传动齿轮系的转速。
7、进一步的,所述减速机与所述绝对值伺服驱动电机的机速比大于1:40。
8、进一步的,所述传动齿轮系包括防护罩、同步轮、同步齿轮带,其中,
9、所述防护罩设置在同步轮和同步齿轮带的外部,所述同步轮与同步齿轮带配合连接。
10、进一步的,所述系统还包括涡轮杆,所述涡轮杆端部与传动齿轮系连接,涡轮杆的中部与轧边机的轴承半环配合连接,涡轮杆带动轴向移动。
11、进一步的,所述电气装置还包括电气控制模块,
12、所述电气控制模块包括人机界面和可编程逻辑控制器,
13、人机界面用于设定指令并发至可编程逻辑控制器,
14、所述可编程逻辑控制器通过电缆与绝对值伺服驱动电机通讯,用于驱动绝对值伺服驱动电机根据指令轴向调整轧边机。
15、进一步的,电气装置还包括编码器,所述编码器通过电缆与可编程逻辑控制器通讯,用于对轧边机初始位置及轧边机轴向调整位置进行测量,并将测量结果回传至人机界面。
16、本发明还公开了一种轧边机自动轴向调整方法,包括以下步骤:
17、电气装置获取轧边机的初始位置,并根据所述初始位置设定轴向调整参数;
18、所述电气装置根据所述轴向调整参数驱动机械装置对进行轧边机自动轴向调整;
19、其中,所述机械装置通过安装支架与轧边机连接。
20、进一步的,所述电气装置获取轧边机的初始位置,并根据所述初始位置设定轴向调整参数,包括:
21、所述电气装置中的编码器获取轧边机轴承座的初始位置;
22、基于所述初始位置,编码器对轧边机轴向调整位置进行测量,并将测量结果回传至人机界面;
23、基于所述测量结果,设定轧边机轴向调整参数。
24、进一步的,所述电气装置根据所述轴向调整参数驱动机械装置对轧边机进行自动轴向调整,包括:
25、可编程逻辑控制器通过电缆将轴向调整参数驱动绝对值伺服驱动电机;
26、绝对值伺服驱动电机经减速机与传动齿轮系传动;
27、传动后的传动齿轮系带动轮带动轧边机轴承座的涡轮杆,对轧边机进行自动轴向调整;
28、其中,电气装置包括可编程逻辑控制器和绝对值伺服驱动电机;所述机械装置包括传动齿轮系和减速机。
29、进一步的,所述方法还包括:电气装置获取轧边机的初始位置之前,对轴承座轴向零点预定位,包括以下步骤:
30、在每次换完辊后,绝对值伺服驱动电机根据指令自动正向运行至正向端头极限位停止,编码器记录正向极限行程;
31、绝对值伺服驱动电机根据指令自动反向运行至反向端头极限位停止,编码器记录反向极限行程;
32、编码器通过对所述对正向极限行程和反向极限行程负极限行程进行计算获取全行程;
33、基于所述全行程,绝对值伺服驱动电机自动运行至半行程,即中间位置停止,完成轴承座轴向零点预定位。
34、本发明的技术效果和优点:
35、现场工况环境复杂(高温、高湿),要求调整装置硬件可靠,抗干扰能力强;调整装置位于轧机操作侧,不能影响换辊工作,换辊后要求该装置恢复简单、容易操作;整系统在机械传动方面采用软连接(同步皮带)传动,搭配绝对值伺服驱动电机,将人工调整转变为伺服电机带动调整,调整重复精度要求到达0.2mm以内,记录每次轴向调整的位置。本发明通过采用伺服电机传动方式,制定了轧边机轴向调整的设计总体布局和详细结构,该系统的机构结构由主要机械安装支架、调整电机、减速器、传动机构、防护罩、电缆插头和保护帽及其他辅助机构(如同步带轮的张紧和调节机构)等结成,能适应高温、高湿、电磁辐射等复杂的工业现场环境,且能够稳定工作,保证调整系统的可靠性,在同类轧机轴向调整应用上具有极高的推广价值。
36、与现有技术相比,本发明调整系统的机械装置通过安装支架安装在轧边机轴承座螺栓上,调整系统在机械传动方面采用齿轮传动,搭配绝对值伺服驱动电机,将人工调整转变为伺服电机带动调整,调整重复精度要求到达0.2mm以内,记录每次轴向调整的位置。能够实时调整、监测和分析,对于精轧控制意义重大,调整装置的轴承座上配套使用,结构稳定,安装过程简便,效率更高、调整精度更高。
37、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书以及附图中所指出的结构来实现和获得。
技术特征:
1.一种轧边机自动轴向调整系统,其特征在于,所述系统包括安装支架(2)、机械装置和电气装置,其中,
2.根据权利要求1所述的一种轧边机自动轴向调整系统,其特征在于,
3.根据权利要求2所述的一种轧边机自动轴向调整系统,其特征在于,所述机械装置还包括减速机(3),
4.根据权利要求3所述的一种轧边机自动轴向调整系统,其特征在于,
5.根据权利要求2或3所述的一种轧边机自动轴向调整系统,其特征在于,
6.根据权利要求4所述的一种轧边机自动轴向调整系统,其特征在于,所述系统还包括涡轮杆,所述涡轮杆端部与传动齿轮系连接,涡轮杆的中部与轧边机的轴承半环配合连接,涡轮杆带动轴向移动。
7.根据权利要求2所述的一种轧边机自动轴向调整系统,其特征在于,
8.根据权利要求7所述的一种轧边机自动轴向调整系统,其特征在于,
9.一种轧边机自动轴向调整方法,其特征在于,包括以下步骤:
10.根据权利要求9所述的一种轧边机自动轴向调整方法,其特征在于,所述电气装置获取轧边机的初始位置,并根据所述初始位置设定轴向调整参数,包括:
11.根据权利要求9所述的一种轧边机自动轴向调整方法,其特征在于,所述电气装置根据所述轴向调整参数驱动机械装置对轧边机进行自动轴向调整,包括:
12.根据权利要求9所述的一种轧边机自动轴向调整方法,其特征在于,所述方法还包括:电气装置获取轧边机的初始位置之前,对轴承座轴向零点预定位,包括以下步骤:
技术总结
本发明公开了一种轧边机自动轴向调整系统及方法,所述系统包括安装支架、机械装置和电气装置,其中,所述机械装置通过安装支架与轧边机连接;所述电气装置用于驱动机械装置对进行轧边机自动轴向调整。本发明调整系统的机械装置通过安装支架安装在轧边机轴承座螺栓上,调整系统在机械传动方面采用齿轮传动,搭配绝对值伺服驱动电机,将人工调整转变为伺服电机带动调整,调整重复精度要求到达0.2mm以内,记录每次轴向调整的位置。能够实时调整、监测和分析,对于精轧控制意义重大,调整装置的轴承座上配套使用,结构稳定,安装过程简便,效率更高、调整精度更高。
技术研发人员:陶功明,蒲礼国,朱军,吴远洪,杨伟,赵刚,胡晓,甘鹏,孙进,刘军,陈元福,刘剑,何方元,孙明荣
受保护的技术使用者:攀钢集团攀枝花钢钒有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!