一种贝雷片加工自动化生产线及贝雷片加工方法与流程
本发明涉及贝雷片,具体是一种贝雷片加工自动化生产线及其加工方法。
背景技术:
1、贝雷片又称贝雷架,贝雷梁或桁架,最先在二战时由一名英国工程兵发明,以解决战争期间桥梁快速架设的需要,并以他的名字命名,可用于公路桥梁,拼装龙门吊车,导梁,架桥机,吊篮等。
2、传统贝雷片生产工序如下:
3、1.槽钢、工字钢、支撑架孔板等原材料加工;
4、2.人工焊接竖杆;
5、3.人工焊接弦杆;
6、4.贝雷片整体拼装;
7、5.人工焊接贝雷片整体。
8、在上述贝雷片的生产过程中,重点工序往往依靠人工控制质量,如对槽钢、工字钢等原材料的测量下料、竖杆、弦杆和贝雷片的拼装以及最重要的焊接过程,由于是人工进行控制,多次操作会让人产生视觉疲劳,容易出现测量结果不精确,每次测量的结果无法统一;每次拼装时各部件的相对位置无法保证一样、人工焊接质量不均以及效率不高,进而影响贝雷片的加工,增加贝雷片的生产成本。
9、由于企业市场不断扩大,原有的人工焊接工艺跟不上生产需求;焊接烟尘对人员的污染以及人工焊接存在焊后处理如漏焊、焊瘤、漏打磨、焊丝残留情况等问题,均亟待解决。
技术实现思路
1、为了克服上述现有技术中的缺陷,本发明的第一个发明目的在于提供一种贝雷片加工自动化生产线,与传统的技术相比,能够提高贝雷片生产过程中的焊接效率和质量、减少焊后处理时间以及减少焊接过程中产生的焊接烟尘对操作人员造成的损害,进而提高贝雷片的生产效率,保证贝雷片的生产品质,有利于上述贝雷片在市场上的推广及应用。本发明的第二个发明目的在于提供一种贝雷片加工方法,其应用有上述一种贝雷片加工自动化生产线,同样具有提高贝雷片生产过程中的焊接效率和质量、减少焊后处理时间以及减少焊接过程中产生的焊接烟尘对操作人员造成的损害的优点。
2、本发明的第一个发明目的一种贝雷片加工自动化生产线与第二个发明目的的一种贝雷片加工方法在技术上相互关联,属于同一个发明构思。
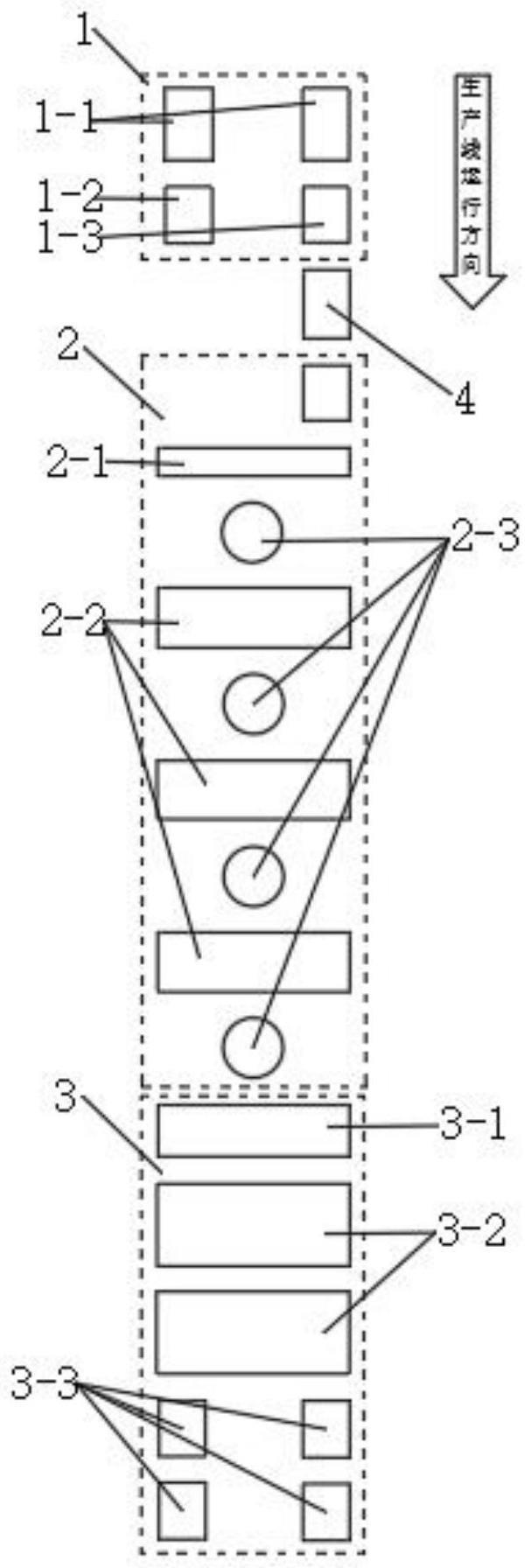
3、为了实现上述第一个发明目的,本发明采用以下技术方案:一种贝雷片加工自动化生产线,用于生产加工贝雷片;包括由先至后对贝雷片进行加工的原材料处理区、弦杆生产区以及贝雷片拼装区,所述原材料处理区与所述弦杆生产区之间设有竖杆焊接机器人;所述原材料处理区设有锯床、联合冲剪机以及冲床;所述弦杆生产区具有弦杆拼装台及多个弦杆焊接机器人,所述弦杆拼装台与所述弦杆焊接机器人之间以及所述弦杆焊接机器人与所述弦杆焊接机器人之间通过吊装装置转运;所述贝雷片拼装区具有贝雷片拼装台、贝雷片焊接机器人及贝雷片加工设备。
4、作为本发明的一种优选方案,所述锯床加装有定位卡板。
5、作为本发明的一种优选方案,所述贝雷片加工设备为钻床。
6、作为本发明的一种优选方案,所述吊装装置为平衡吊。
7、与现有技术相比,本发明的有益效果是:本发明中的一种贝雷片加工自动化生产线,该生产线通过设置由先至后对贝雷片进行加工的原材料处理区、弦杆生产区以及贝雷片拼装区,便于操作人员对贝雷片进行制作,且在此过程中基本采用机器人焊接的方式,能够提高贝雷片生产过程中的焊接效率和质量、减少焊后处理时间以及减少焊接过程中产生的焊接烟尘对操作人员造成的损害,进而提高贝雷片的生产效率,保证贝雷片的生产品质,有利于上述贝雷片在市场上的推广及应用。
8、进一步地,本发明通过在锯床上加装定位卡板,与现有技术中的工人通过使用卷丈量长度相比,更加精确统一,保证贝雷片的加工精度与品质。
9、进一步地,本发明中通过使用平衡吊实现各工位上工件即贝雷片部件的转运,与人工搬运相比,能够大大降低操作人员的劳动强度,减轻劳工成本,且保证在转运过程中的安全性。
10、为了实现上述第二个发明目的,本发明采用以下技术方案:一种贝雷片加工方法,应用有上述的一种贝雷片加工自动化生产线;包括以下步骤:s1、原材料准备以及处理,备好贝雷片的阴头、阳头、支撑架孔板以及一定数量的原材料工字钢;s2、竖杆加工与焊接;s3、弦杆加工与拼装;s4、弦杆焊接;s5、贝雷片拼装;s6、贝雷片焊接;s7、焊后四孔同钻;s8、贝雷片抛丸涂装;s9、质量检测。
11、作为本发明的一种优选方案,s1中,通过冲床对贝雷片的支撑架孔板进行加工,通过锯床对原材料工字钢进行切割,根据不同长度,分为半成品竖杆、半成品弦杆及斜杆。
12、作为本发明的一种优选方案,s2中,使用冲床将半成品竖杆两头分别冲剪出一个圆孔,半成品竖杆两头的支撑架孔板采用人工一次点焊,竖杆焊接机器人满焊的方式进行。
13、作为本发明的一种优选方案,s3中,将阴头与半成品弦杆做好定位,人工点焊后使用钻床将阴头和半成品弦杆同时钻孔,再在弦杆专用拼装台上拼装弦杆。
14、作为本发明的一种优选方案,s4中,弦杆采用双站式焊接机器人进行拼装后的焊接工作。
15、作为本发明的一种优选方案,s6中,贝雷片采用双站式焊接机器人进行拼装后的焊接工作。
16、与现有技术相比,本发明的有益效果是:本发明中的一种贝雷片加工方法,通过应用有上述一种贝雷片加工自动化生产线,同样具有提高贝雷片生产过程中的焊接效率和质量、减少焊后处理时间以及减少焊接过程中产生的焊接烟尘对操作人员造成的损害的优点。
17、进一步地,本发明中通过使用冲床将半成品竖杆两头分别冲剪出一个圆孔,半成品竖杆两头的支撑架孔板采用人工一次点焊,竖杆焊接机器人满焊的方式进行,采用人工工装定位一次点焊,能有效防止机器人焊接过程中支撑架孔板发生倾斜或脱落等现象,确保了竖杆焊接成型的效果。
18、进一步地,本发明中通过使用双站式焊接机器人进行弦杆拼装后的焊接工作,即采用2台单站式焊接机器人和2台变位机组合而成,通过变位机使得弦杆在焊接过程中产生位置变化,让单站式焊接机器人将立焊缝调整为可控性更高的平焊缝或船型焊缝,有效提高了焊接精度、焊接质量和焊接效率。
技术特征:
1.一种贝雷片加工自动化生产线,其特征在于:用于生产加工贝雷片(5);包括由先至后对贝雷片进行加工的原材料处理区(1)、弦杆生产区(2)以及贝雷片拼装区(3),所述原材料处理区(1)与所述弦杆生产区(2)之间设有竖杆焊接机器人(4);所述原材料处理区(1)设有锯床(1-1)、联合冲剪机(1-2)以及冲床(1-3);所述弦杆生产区(2)具有弦杆拼装台(2-1)及多个弦杆焊接机器人(2-2),所述弦杆拼装台(2-1)与所述弦杆焊接机器人(2-2)之间以及所述弦杆焊接机器人(2-2)与所述弦杆焊接机器人(2-2)之间通过吊装装置(2-3)转运;所述贝雷片拼装区(3)具有贝雷片拼装台(3-1)、贝雷片焊接机器人(3-2)及贝雷片加工设备(3-3)。
2.根据权利要求1所述的一种贝雷片加工自动化生产线,其特征在于:所述锯床(1-1)加装有定位卡板。
3.根据权利要求1所述的一种贝雷片加工自动化生产线,其特征在于:所述贝雷片加工设备(3-3)为钻床。
4.根据权利要求1所述的一种贝雷片加工自动化生产线,其特征在于:所述吊装装置(2-3)为平衡吊。
5.一种贝雷片加工方法,应用有如权1至权4任一所述的一种贝雷片加工自动化生产线;其特征在于:包括以下步骤:s1、原材料准备以及处理,备好贝雷片(5)的阴头(5-1)、阳头(5-2)、支撑架孔板(5-3)以及一定数量的原材料工字钢;s2、竖杆(5-5)加工与焊接;s3、弦杆(5-4)加工与拼装;s4、弦杆(5-4)焊接;s5、贝雷片(5)拼装;s6、贝雷片(5)焊接;s7、焊后四孔同钻;s8、贝雷片(5)抛丸涂装;s9、质量检测。
6.根据权利要求5所述的一种贝雷片加工方法,其特征在于:s1中,通过冲床(1-3)对贝雷片(5)的支撑架孔板(5-3)进行加工,通过锯床(1-1)对原材料工字钢进行切割,根据不同长度,分为半成品竖杆、半成品弦杆及斜杆。
7.根据权利要求5所述的一种贝雷片加工方法,其特征在于:s2中,使用冲床(1-3)将半成品竖杆两头分别冲剪出一个圆孔,半成品竖杆两头的支撑架孔板(5-3)采用人工一次点焊,竖杆焊接机器人(4)满焊的方式进行。
8.根据权利要求5所述的一种贝雷片加工方法,其特征在于:s3中,将阴头(5-1)与半成品弦杆做好定位,人工点焊后使用钻床将阴头(5-1)和半成品弦杆同时钻孔,再在弦杆专用拼装台上拼装弦杆。
9.根据权利要求5所述的一种贝雷片加工方法,其特征在于:s4中,弦杆(5-4)采用双站式焊接机器人进行拼装后的焊接工作。
10.根据权利要求5所述的一种贝雷片加工方法,其特征在于:s6中,贝雷片(5)采用双站式焊接机器人进行拼装后的焊接工作。
技术总结
本发明涉及一种贝雷片加工自动化生产线,用于生产加工贝雷片;包括由先至后对贝雷片进行加工的原材料处理区、弦杆生产区以及贝雷片拼装区,原材料处理区与弦杆生产区之间设有竖杆焊接机器人。该生产线能够提高贝雷片生产过程中的焊接效率和质量、减少焊后处理时间以及减少焊接过程中产生的焊接烟尘对操作人员造成的损害,进而提高贝雷片的生产效率,保证贝雷片的生产品质,有利于上述贝雷片在市场上的推广及应用。一种贝雷片加工方法,应用有上述贝雷片加工自动化生产线,同样具有提高贝雷片生产过程中的焊接效率和质量、减少焊后处理时间以及减少焊接过程中产生的焊接烟尘对操作人员造成的损害的优点。
技术研发人员:孙国灿,周飞,黄明实,郭清净,李晓东,毛王坤
受保护的技术使用者:浙江交工装备工程有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!