电池极片的激光复合超声功能切割加工装置及加工方法与流程
本发明涉及电池生产,尤其涉及一种电池极片的激光复合超声功能切割加工装置及加工方法。
背景技术:
1、目前,激光切割技术已经成为电池极片切割的主流技术,其具体原理是利用高功率高密度激光束照射被切割的电池极片表面,使极片迅速熔化、汽化、烧蚀或达到燃点而形成孔洞,随着光束聚点与极片的相对位移,孔洞连续形成很窄的切缝,完成对极片的切割。然而,经激光切割后的极片的质量易受到激光能量、切割速度及设备稳定性的影响,参数控制不合适,极片极易产生金属熔珠,严重影响电芯安全性能。另外,激光切割会使极片存在热应力效应,导致极片产生扭曲变形的负面作用,影响电池的质量。
技术实现思路
1、有鉴于此,本发明一方面提出一种电池极片的激光复合超声功能切割加工装置,另一方面提出一种电池极片的激光复合超声功能切割加工方法,能够解决电池极片在激光切割加工时容易产生金属熔珠而影响安全性能的问题。
2、本发明一方面的技术方案是这样实现的:
3、一种电池极片的激光复合超声功能切割加工装置,包括:
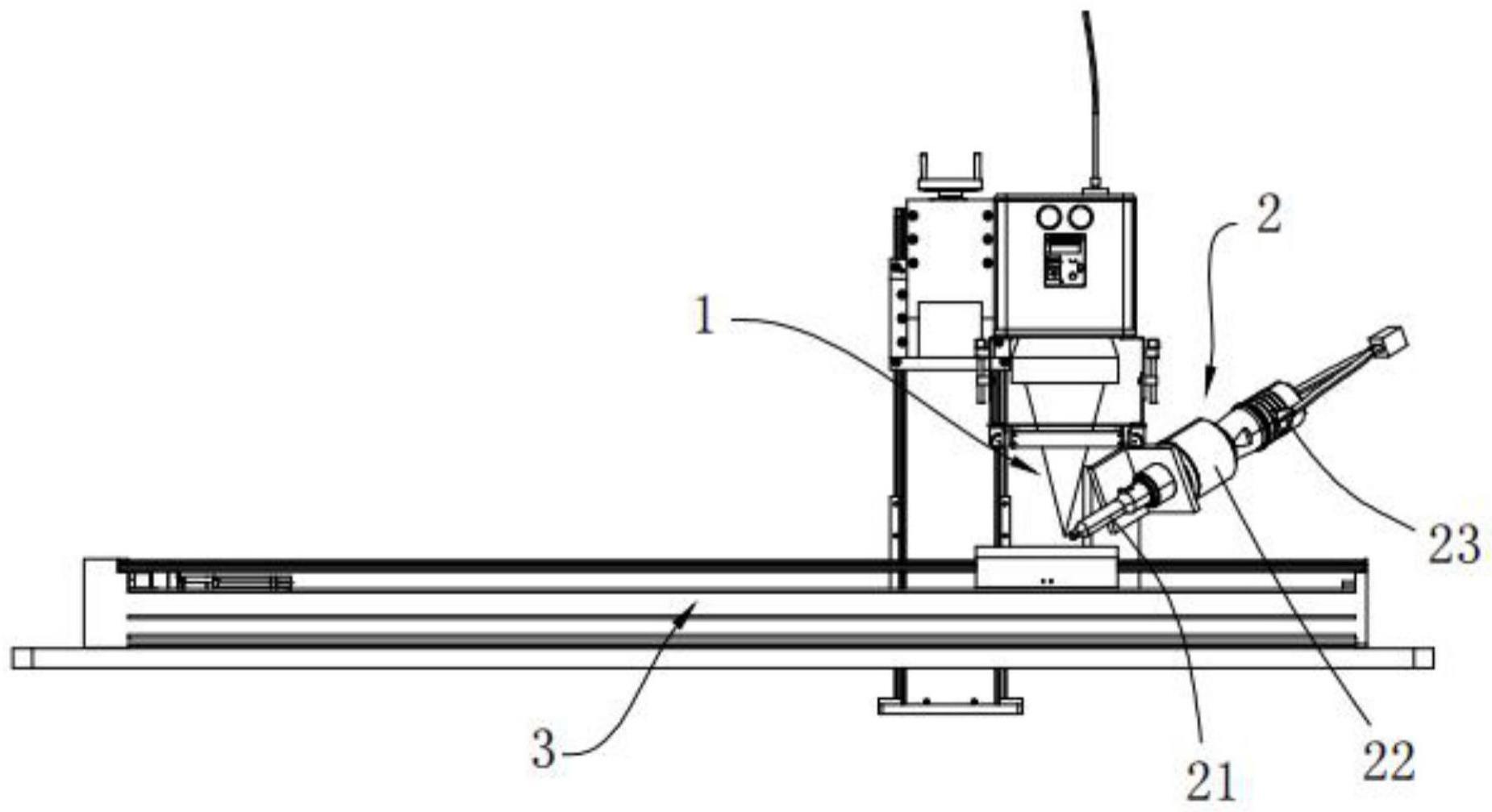
4、激光切割组件和超声波振动组件;
5、所述激光切割组件与电池极片之间产生相对移动,以对电池极片进行激光切割;
6、所述超声波振动组件包括超声模具,所述超声模具设置在所述激光切割组件一侧且与所述激光切割组件保持相对固定,所述超声模具通过空气为介质作用于电池极片以将电池极片上的金属熔珠振散离落。
7、作为所述电池极片的激光复合超声功能切割加工装置的进一步可选方案,还包括输送组件,所述输送组件包括可移动的固定模具,电池极片为片材状态,电池极片被固定在所述固定模具上;所述激光切割组件和所述超声模具设置在电池极片的移动路径的上方。
8、作为所述电池极片的激光复合超声功能切割加工装置的进一步可选方案,所述超声波振动组件还包括换能器、变幅杆和超声波发生器,所述换能器、变幅杆和超声模具依次连接,所述换能器与所述超声波发生器电性连接。
9、作为所述电池极片的激光复合超声功能切割加工装置的进一步可选方案,还包括超声波振动平台,电池极片被置于所述超声波振动平台上,电池极片处于移动状态或固定状态,由所述激光切割组件对所述超声波振动平台上的电池极片进行切割。
10、作为所述电池极片的激光复合超声功能切割加工装置的进一步可选方案,所述超声波振动平台包括支撑板以及设置在所述支撑板下方的超声波振子。
11、作为所述电池极片的激光复合超声功能切割加工装置的进一步可选方案,所述超声波振动平台上设有压固机构,通过所述压固机构将电池极片压置在所述超声波振动平台上,使电池极片紧贴所述超声波振动平台。
12、作为所述电池极片的激光复合超声功能切割加工装置的进一步可选方案,所述激光切割组件作用于电池极片上的点定义为切割点,所述超声模具与电池极片上的切割点之间的距离小于或等于0.5cm。
13、作为所述电池极片的激光复合超声功能切割加工装置的进一步可选方案,还包括吸屑组件,所述吸屑组件对应设置在所述激光切割组件一侧以对被振散离落的金属熔珠进行负压抽吸。
14、该电池极片的激光复合超声功能切割加工装置的有益效果有:通过设置超声波振动组件,过程中激光复合超声波功能协同切割运行,在窄小的空间中“空化”功能连续性地荡漾冲绕,产生微型爆振,促使激光切割极片所产生的熔珠迅速微细化、均匀化,克服微珠团聚自然产生离散效应,并及时地将金属熔珠从电池极片离落;这一效果避免金属熔珠附着在电池极片上也促使切割位置光滑平整,使电池的安全性能得到提高。
15、本发明另一方面的技术方案是这样实现的:
16、一种电池极片的激光切割加工方法,采用上述任意一种激光切割加工装置,包括如下步骤:
17、在电池极片被激光切割的过程中,同步采用所述超声波振动组件以空气为介质作用于电池极片,将熔融状态下的金属熔珠从电池极片上振落。
18、作为所述电池极片的激光切割加工方法的进一步可选方案,电池极片被置于超声波振动平台上进行激光切割,所述超声波振动平台与电池极片直接接触。
19、该电池极片的激光复合超声功能切割加工方法的有益效果有:过程中激光复合超声波功能协同切割运行,在窄小的空间中“空化”功能连续性地荡漾冲绕,产生微型爆振,促使激光切割极片所产生的熔珠迅速微细化、均匀化,克服微珠团聚自然产生离散效应,并及时地将金属熔珠从电池极片离落;这一效果避免金属熔珠附着在电池极片上,并且促使切割位置光滑平整,使电池的安全性能得到提高。
技术特征:
1.一种电池极片的激光复合超声功能切割加工装置,其特征在于,包括:
2.根据权利要求1所述的电池极片的激光复合超声功能切割加工装置,其特征在于,还包括输送组件,所述输送组件包括可移动的固定模具,电池极片为片材状态,电池极片被固定在所述固定模具上;所述激光切割组件和所述超声模具设置在电池极片的移动路径的上方。
3.根据权利要求1所述的电池极片的激光复合超声功能切割加工装置,其特征在于,所述超声波振动组件还包括换能器、变幅杆和超声波发生器,所述换能器、变幅杆和超声模具依次连接,所述换能器与所述超声波发生器电性连接。
4.根据权利要求1所述的电池极片的激光复合超声功能切割加工装置,其特征在于,还包括超声波振动平台,电池极片被置于所述超声波振动平台上,电池极片处于移动状态或固定状态,由所述激光切割组件对所述超声波振动平台上的电池极片进行切割。
5.根据权利要求4所述的电池极片的激光复合超声功能切割加工装置,其特征在于,所述超声波振动平台包括支撑板以及设置在所述支撑板下方的超声波振子。
6.根据权利要求4所述的电池极片的激光复合超声功能切割加工装置,其特征在于,所述超声波振动平台上设有压固机构,通过所述压固机构将电池极片压置在所述超声波振动平台上,使电池极片紧贴所述超声波振动平台。
7.根据权利要求1或4所述的电池极片的激光复合超声功能切割加工装置,其特征在于,所述激光切割组件作用于电池极片上的点定义为切割点,所述超声模具与电池极片上的切割点之间的距离小于或等于0.5cm。
8.根据权利要求1-6任一项所述的电池极片的激光复合超声功能切割加工装置,其特征在于,还包括吸屑组件,所述吸屑组件对应设置在所述激光切割组件一侧以对被振散离落的金属熔珠进行负压抽吸。
9.一种电池极片的激光复合超声功能切割加工方法,其特征在于,采用权利要求1-8任意一种激光切割加工装置,包括如下步骤:
10.根据权利要求9所述的电池极片的激光切割加工方法,其特征在于,电池极片被置于超声波振动平台上进行激光切割,所述超声波振动平台与电池极片直接接触。
技术总结
本发明公开一种电池极片的激光复合超声功能切割加工装置及加工方法,该激光复合超声功能切割加工装置包括激光切割组件和超声波振动组件;所述激光切割组件与电池极片之间产生相对移动,以对电池极片进行激光切割;所述超声波振动组件包括超声模具,所述超声模具设置在激光切割组件一侧且与激光切割组件保持相对固定。该加工方法的过程中激光复合超声波功能协同切割运行,在窄小的空间中“空化”功能连续性地荡漾冲绕,产生微型爆振,促使激光切割极片所产生的熔珠迅速微细化、均匀化,克服微珠团聚自然产生离散效应,并及时地将金属熔珠从电池极片离落;避免金属熔珠附着在电池极片上,并且促使切割位置光滑平整,使电池的安全性能得到提高。
技术研发人员:严卓理,严卓晟,钟杏桃,何燕妙,林建鸿,谭金宝
受保护的技术使用者:广州市新栋力超声电子设备有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!