一种LED灯珠焊线批量焊接辅助工具的制作方法
本发明涉及一种led灯珠焊线批量焊接辅助工具,通过进给机构、上料机构和传动机构的配合实现灯条的移动以及灯珠本体的上料,从而实现自动化的进给和上料。
背景技术:
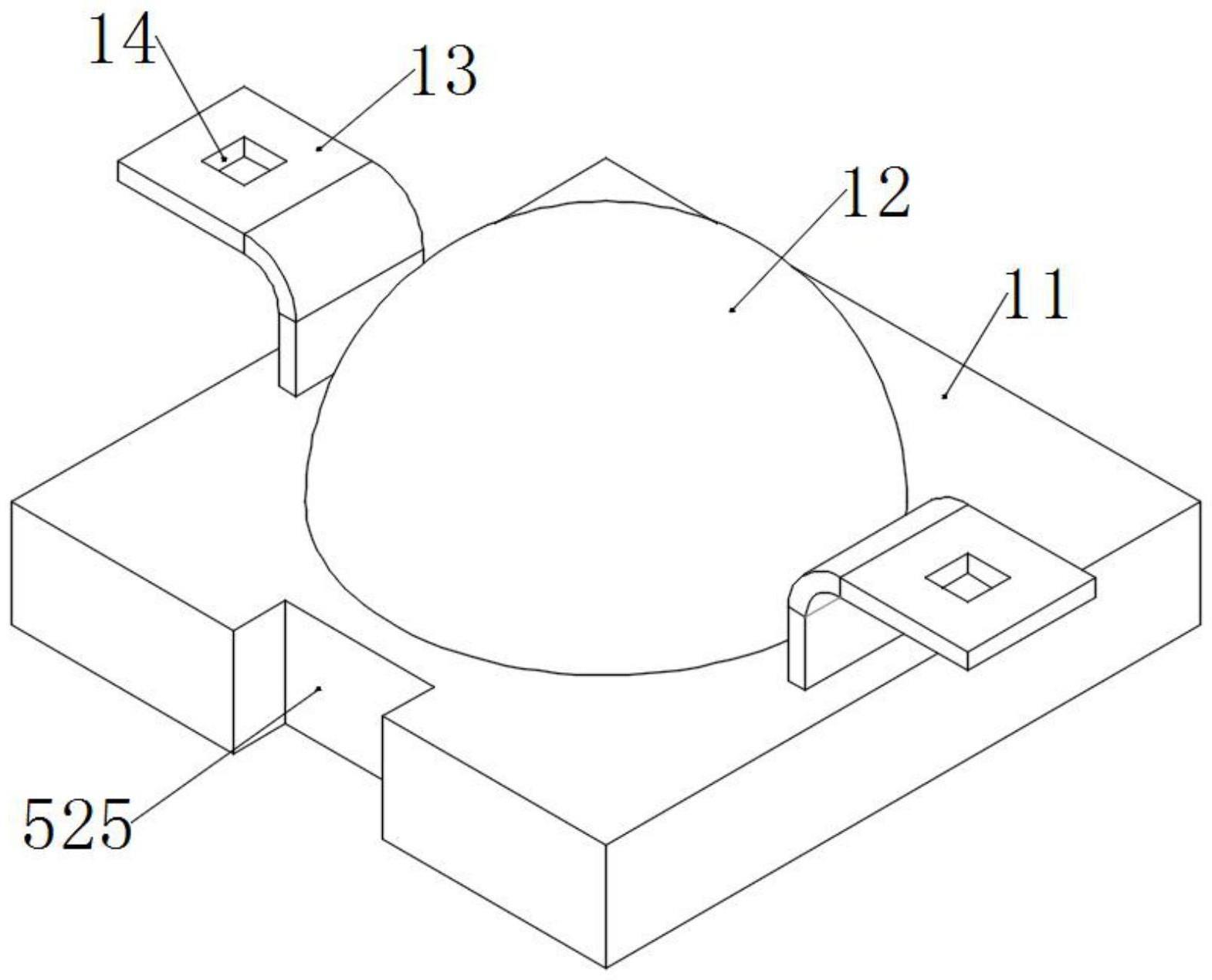
1、如图1所示,led灯珠包含两个金属引脚,led灯珠的焊接即将两个金属引脚与灯条上的接电板通过锡焊的方式焊接在一起,在焊接的时候,需要将led灯珠拾取,再将金属引脚与接电板对准,最终完成锡焊的操作。
2、由于led灯珠本身较小,人工拾取不便,且金属引脚的定位也十分不便,在进行批量焊接的过程中,工人需要频繁的拾取和定位led灯珠,造成工作效率的低下。
技术实现思路
1、为解决上述问题,本发明提供了一种led灯珠焊线批量焊接辅助工具,本发明是通过以下技术方案来实现的。
2、一种led灯珠焊线批量焊接辅助工具,包括灯珠本体,所述灯珠本体包括灯座以及固接在灯座上的灯罩,所述灯罩内设有led发光管,灯座的前后两侧对称固接有金属引脚,两个金属引脚分别与led发光管的正负极电性连接,还包括:
3、座板,所述座板的上表面间隔固接有两根横向的限位条;
4、灯条,所述灯条滑动连接在限位条之间,所述金属引脚为l形,金属引脚的水平部上开设有插槽,灯条的上表面横向均匀开设有与灯座适配的安装槽,安装槽前后两侧的灯条上开设有与金属引脚适配的凹槽,灯条的前后两侧对应凹槽的位置固接有接电板,所述接电板的右端固接有接电块,接电板对应各凹槽的位置电性连接有金属插块,所述金属插块与插槽适配;
5、进给机构,所述进给机构用于驱动灯条从左向右移动;
6、上料机构,所述座板的有后方固接有支板,所述上料机构设置在支板对应位置,上料机构用于将灯珠本体输送到支板对应位置的安装槽中;
7、传动机构,所述传动机构用于实现进给机构和上料机构的联动,支板对应位置的安装槽中的灯珠本体焊接完成后,进给机构驱动灯条移动,并使下一个空置的安装槽对准上料机构,在传动机构的作用下,上料机构同步工作,将一个灯珠本体输送到该空置的安装槽中。
8、进一步地,所述进给机构包括进给螺杆、伺服电机和轨道块;所述座板上前后对称开设有轨道槽,所述进给螺杆转动连接在轨道槽中,进给螺杆的左端伸出到座板外并固接有第一从动轮,所述伺服电机固接在座板的下表面,伺服电机的输出轴上固接有与第一从动轮对应的第一主动轮,对应的第一主动轮和第一从动轮通过第一皮带联动,所述轨道块滑动连接在轨道槽中,轨道块的中心固接有螺纹套,所述进给螺杆啮合在螺纹套中,轨道块的上表面固接有l形的支杆,所述支杆的水平部上开设有螺纹槽,所述螺纹槽的外部啮合有螺纹筒,所述螺纹筒靠近座板中心的一侧固接有圆盘,所述圆盘的内壁固接有橡胶垫。
9、进一步地,所述上料机构包括料筒、滑座、上料板和半齿轮;所述料筒的外部固接有安装框,安装框的四角处与座板之间固接有固定杆,料筒的位置与座板的位置对应,料筒的内腔与灯座适配,料筒的前后侧板内壁开设有与金属引脚适配的第一避让槽,所述支板上固接有竖板,所述竖板的前侧固接有轨道板,所述滑座与轨道板滑动连接,所述上料板固接在滑座的前侧,上料板的上表面与滑座的上表面平齐,且上料板的上下两侧分别与料筒以及轨道板贴合,上料板上中部开设有贯穿的输送槽,输送槽的前后两侧开设有第二避让槽,输送槽和第二避让槽分别与灯座以及金属引脚适配,料筒以及上料板的纵向宽度等于灯条的宽度;滑座的下方开设有移动槽,滑座的下表面固接有移动板,所述移动板的底部通过连接杆固接有齿条,移动槽的后侧开设有圆槽,圆槽的底部与移动板之间固接有伸缩杆,所述伸缩杆外套设有弹簧,所述弹簧的两端分别与移动板以及圆槽的底部固定连接,所述齿条的上表面固接有导向块,座板的下表面固接有导向杆,所述导向块与导向杆滑动连接,齿条右侧的座板下表面转动连接有轴杆,所述半齿轮固接在轴杆上,半齿轮与齿条啮合;
10、所述移动板与移动槽的后侧面接触时,所述弹簧处于自然长度,且此时上料板与料筒的竖向投影重合,且此时半齿轮与齿条开始啮合,设此时上料板的前侧与灯条的前侧之间的距离为m;
11、所述半齿轮与齿条啮合转动半圈时,所述上料板从后向前的移动距离为m;
12、所述输送槽的深度小于灯珠本体的高度,所述料筒的前侧板底部开设有缺口,所述安装槽的伸入大于灯珠本体的高度。
13、进一步地,所述料筒的左侧板内壁固接有定位条,所述安装槽的右侧开设有定位板,所述灯座的左侧开设有与定位条和定位板适配的定位槽。
14、进一步地,所述传动机构包括传动仓、第一转轴和第二转轴;所述传动仓固接在座板的右侧,传动仓内固接有两个隔板,所述隔板将传动仓分隔成前后对称的第一腔体以及中间的第二腔体,所述进给螺杆的右端伸入到第一腔体内并固接有主动锥齿轮,所述第一转轴转动连接在隔板内,第一转轴的两端对称固接有与主动锥齿轮啮合的从动锥齿轮,第一转轴上还固接有蜗杆,所述第二转轴转动连接在第二腔体内,第二转轴上固接有与蜗杆啮合的蜗轮,第二转轴的底部伸出到传动仓外并固接有第二主动轮,所述半齿轮的下方固接有第二从动轮,第二从动轮和第二主动轮通过第二皮带联动。
15、进一步地,所述主动锥齿轮和从动锥齿轮的齿数相同,所述第二从动轮和第二主动轮的直径相同,设蜗轮和蜗杆的传动比为i,相邻两个安装槽之间的距离为x,进给螺杆转动n圈时,轨道块的移动距离为x,则n=i。
16、进一步地,所述座板的上表面对应料筒的位置开设有风腔,所述风腔左侧的座板内开设有风道,座板的下表面固接有负压风机,所述负压风机的进口和出口分别固接有抽风管和排风管,所述抽风管的头部伸入到风道内,安装槽的底部密布有通孔。
17、进一步地,所述座板的前侧固接有倒顺开关,触摸延时开关和快退开关,还包括外部电源,所述触摸延时开关与快退开关构成第一并联回路,所述倒顺开关与伺服电机相互串联并共同与负压电机构成第二并联回路,第一并联回路、第二并联回路以及外部电源构成电流回路;
18、所述触摸延时开关的继电时长内,进给螺杆转动的圈数为n。
19、本发明的有益效果是,通过进给机构驱动灯条移动,通过上料机构将灯珠本体输送到灯条上对应的位置,通过传动机构实现进给机构和上料机构的联动,在焊接的时候,支板对应位置的安装槽中的灯珠本体焊接完成后,进给机构驱动灯条移动,并使下一个空置的安装槽对准上料机构,在传动机构的作用下,上料机构同步工作,将一个灯珠本体输送到该空置的安装槽中,从而实现自动化的进给和上料,提高批量焊接的便利性。
技术特征:
1.一种led灯珠焊线批量焊接辅助工具,包括灯珠本体,所述灯珠本体包括灯座以及固接在灯座上的灯罩,所述灯罩内设有led发光管,灯座的前后两侧对称固接有金属引脚,两个金属引脚分别与led发光管的正负极电性连接,其特征在于,还包括:
2.根据权利要求1所述的一种led灯珠焊线批量焊接辅助工具,其特征在于,所述进给机构包括进给螺杆、伺服电机和轨道块;所述座板上前后对称开设有轨道槽,所述进给螺杆转动连接在轨道槽中,进给螺杆的左端伸出到座板外并固接有第一从动轮,所述伺服电机固接在座板的下表面,伺服电机的输出轴上固接有与第一从动轮对应的第一主动轮,对应的第一主动轮和第一从动轮通过第一皮带联动,所述轨道块滑动连接在轨道槽中,轨道块的中心固接有螺纹套,所述进给螺杆啮合在螺纹套中,轨道块的上表面固接有l形的支杆,所述支杆的水平部上开设有螺纹槽,所述螺纹槽的外部啮合有螺纹筒,所述螺纹筒靠近座板中心的一侧固接有圆盘,所述圆盘的内壁固接有橡胶垫。
3.根据权利要求2所述的一种led灯珠焊线批量焊接辅助工具,其特征在于,所述上料机构包括料筒、滑座、上料板和半齿轮;所述料筒的外部固接有安装框,安装框的四角处与座板之间固接有固定杆,料筒的位置与座板的位置对应,料筒的内腔与灯座适配,料筒的前后侧板内壁开设有与金属引脚适配的第一避让槽,所述支板上固接有竖板,所述竖板的前侧固接有轨道板,所述滑座与轨道板滑动连接,所述上料板固接在滑座的前侧,上料板的上表面与滑座的上表面平齐,且上料板的上下两侧分别与料筒以及轨道板贴合,上料板上中部开设有贯穿的输送槽,输送槽的前后两侧开设有第二避让槽,输送槽和第二避让槽分别与灯座以及金属引脚适配,料筒以及上料板的纵向宽度等于灯条的宽度;滑座的下方开设有移动槽,滑座的下表面固接有移动板,所述移动板的底部通过连接杆固接有齿条,移动槽的后侧开设有圆槽,圆槽的底部与移动板之间固接有伸缩杆,所述伸缩杆外套设有弹簧,所述弹簧的两端分别与移动板以及圆槽的底部固定连接,所述齿条的上表面固接有导向块,座板的下表面固接有导向杆,所述导向块与导向杆滑动连接,齿条右侧的座板下表面转动连接有轴杆,所述半齿轮固接在轴杆上,半齿轮与齿条啮合;
4.根据权利要求3所述的一种led灯珠焊线批量焊接辅助工具,其特征在于,所述料筒的左侧板内壁固接有定位条,所述安装槽的右侧开设有定位板,所述灯座的左侧开设有与定位条和定位板适配的定位槽。
5.根据权利要求3所述的一种led灯珠焊线批量焊接辅助工具,其特征在于,所述传动机构包括传动仓、第一转轴和第二转轴;所述传动仓固接在座板的右侧,传动仓内固接有两个隔板,所述隔板将传动仓分隔成前后对称的第一腔体以及中间的第二腔体,所述进给螺杆的右端伸入到第一腔体内并固接有主动锥齿轮,所述第一转轴转动连接在隔板内,第一转轴的两端对称固接有与主动锥齿轮啮合的从动锥齿轮,第一转轴上还固接有蜗杆,所述第二转轴转动连接在第二腔体内,第二转轴上固接有与蜗杆啮合的蜗轮,第二转轴的底部伸出到传动仓外并固接有第二主动轮,所述半齿轮的下方固接有第二从动轮,第二从动轮和第二主动轮通过第二皮带联动。
6.根据权利要求5所述的一种led灯珠焊线批量焊接辅助工具,其特征在于,所述主动锥齿轮和从动锥齿轮的齿数相同,所述第二从动轮和第二主动轮的直径相同,设蜗轮和蜗杆的传动比为i,相邻两个安装槽之间的距离为x,进给螺杆转动n圈时,轨道块的移动距离为x,则n=i。
7.根据权利要求5所述的一种led灯珠焊线批量焊接辅助工具,其特征在于,所述座板的上表面对应料筒的位置开设有风腔,所述风腔左侧的座板内开设有风道,座板的下表面固接有负压风机,所述负压风机的进口和出口分别固接有抽风管和排风管,所述抽风管的头部伸入到风道内,安装槽的底部密布有通孔。
8.根据权利要求7所述的一种led灯珠焊线批量焊接辅助工具,其特征在于,所述座板的前侧固接有倒顺开关,触摸延时开关和快退开关,还包括外部电源,所述触摸延时开关与快退开关构成第一并联回路,所述倒顺开关与伺服电机相互串联并共同与负压电机构成第二并联回路,第一并联回路、第二并联回路以及外部电源构成电流回路;
技术总结
本发明公布了一种LED灯珠焊线批量焊接辅助工具,包括灯珠本体、座板、灯条、进给机构、上料机构和传动机构,灯条上横向均匀设有安装槽,本发明的有益效果是,通过进给机构驱动灯条移动,通过上料机构将灯珠本体输送到对应的安装槽中,通过传动机构实现进给机构和上料机构的联动,在焊接的时候,支板对应位置的安装槽中的灯珠本体焊接完成后,进给机构驱动灯条移动,并使下一个空置的安装槽对准上料机构,在传动机构的作用下,上料机构同步工作,将一个灯珠本体输送到该空置的安装槽中,从而实现自动化的进给和上料,提高批量焊接的便利性。
技术研发人员:陈连飞,金园妹,陈友莹
受保护的技术使用者:浙江瑞林光环境集团有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!