核电站等离子焊接设备的制作方法
本申请涉及核电站机械设备,更具体地说,涉及一种核电站等离子焊接设备。
背景技术:
1、在核电站的建设与维护作业中,经常需要采用焊接等方式展开作业,在多种焊接方式中,等离子弧焊由于其具有能量集中、生产率高、焊接速度快、应力变形小、电弧稳定等特点,经常被应用在核电站领域的作业中,具体可应用于各种难熔、易氧化及热敏感性强的薄壁金属材料的焊接作业中。
2、然而,现有的等离子弧焊的焊机在焊接作业时的焊接质量,通常需要操作者较高的操作水平来保证,低水平的操作者在焊接作业时难以保证焊接质量,从而导致焊接作业的开展困难。现有的焊机在作业中可能会出现多种情况,导致焊接质量不高;如高温导致焊板变形,进而导致焊缝歪斜;自动焊机的安装误差导致焊缝与焊机枪头的移动轨迹不对应;自动焊机移动方向由于焊件之间的安装误差导致焊缝与焊机枪头的移动轨迹不对应;焊件本身不规则等。以上情况均会导致等离子弧焊自动焊机的枪头不能与焊缝精准地对应,使得焊枪脱离最佳焊接位置,影响焊接质量。进而无法满足核电站建设与维护作业中所需要达到的焊接强度,造成安全隐患。
3、为了解决上述问题,相关技术中有采用传感器对焊缝进行识别的方式来提高焊接质量,如接触传感器、电弧传感器、电磁传感器、超声波传感器机视觉传感器等。然而,相关技术中对焊缝的识别长度有限,无法满足长度较长的焊缝的识别,从而不能满足核电站的建设或维护作业中的使用需求。
技术实现思路
1、本申请要解决的技术问题在于,针对现有技术的上述缺陷,提供一种改进的核电站等离子焊接设备。
2、本申请解决其技术问题所采用的技术方案是:构造一种核电站等离子焊接设备,包括机架、等离子焊枪装置、用于识别焊缝的激光跟踪装置以及用于调整所述等离子焊枪装置位置的驱动装置;所述等离子焊枪装置、所述激光跟踪装置以及所述驱动装置分别安装于所述机架上,且所述激光跟踪装置位于所述等离子焊枪装置的移动方向的前方,并与所述等离子焊枪装置间隔设置。
3、在一些实施方式中,所述机架包括前安装板、滑块、滑轨以及紧定件,所述滑块可移动地安装于所述滑轨上,所述前安装板安装于所述滑块上,所述滑块上安装有紧定件,所述紧定件连接于所述滑轨;所述等离子焊枪装置安装于所述前安装板上。
4、在一些实施方式中,所述机架还包括后安装板;所述驱动装置包括分别安装于所述机架上的高度调节组件以及前后位置调节组件,所述高度调节组件连接于所述滑轨,所述前后位置调节组件连接于所述后安装板。
5、在一些实施方式中,所述等离子焊枪装置包括等离子焊接枪头以及固定板,所述等离子焊接枪头安装于所述固定板上,所述固定板安装于所述前安装板上。
6、在一些实施方式中,所述等离子焊枪装置包括等离子焊接枪头以及拖尾气罩,所述拖尾气罩连接于所述等离子焊接枪头上,并向所述等离子焊接枪头移动的相反方向延伸。
7、在一些实施方式中,所述拖尾气罩的底部与所述等离子焊接枪头的端部相平齐。
8、在一些实施方式中,所述激光跟踪装置包括安装支架以及安装于所述安装支架上的激光传感器,所述安装支架安装于所述前安装板上,所述激光传感器的位置被配置为:其发出的激光照射在所需要焊接的焊缝上的位置在所述等离子焊接枪头之前。
9、在一些实施方式中,所述安装支架包括固定杆、转动杆以及连接件,所述激光传感器安装于所述连接件上;所述转动杆的一端可转动地安装在所述固定杆的一端的侧面,所述转动杆的另一端安装所述连接件;
10、所述转动杆包括一刻度槽,所述固定杆的侧面设有角度刻度,所述角度刻度与所述刻度槽相配合。
11、在一些实施方式中,所述安装支架包括固定杆以及固定块,所述固定杆的一端设有固定槽,所述固定槽的长度大于所述固定块的尺寸,所述固定块安装于所述固定槽中,所述固定块固定于所述支架上。
12、在一些实施方式中,核电站等离子焊接设备还包括焊丝输送装置,所述焊丝输送装置安装于所述固定板上,焊丝输送装置包括调节架(41)以及送丝管,所述送丝管可转动地安装于所述调节架上。
13、在一些实施方式中,所述调节架包括相互垂直设置的第一调节件和第二调节件,所述第一调节件以及所述第二调节件调节所述送丝管的方向分别与所述送丝管的旋转方向垂直。
14、在一些实施方式中,所述核电站等离子焊接设备还包括轨道,所述驱动装置包括焊机台车,所述焊机台车分别安装于所述机架以及所述轨道上,且所述焊机台车与所述轨道可相对移动的连接。
15、在一些实施方式中,所述轨道包括设置在其两端的螺钉以及定位销,所述轨道呈模块化设置,并包括多个轨道,所述多个轨道通过所述螺钉以及所述定位销连接在一起。
16、实施本发明至少具有以下有益效果:由于激光跟踪装置能够识别焊缝的位置和深度,进而使得安装在其后面的等离子焊枪装置能够更精准地处于焊缝中的最佳焊接位置,从而提升焊接效果并且轨道采用单元化设计,可以实现任意长度焊缝的焊接。
技术特征:
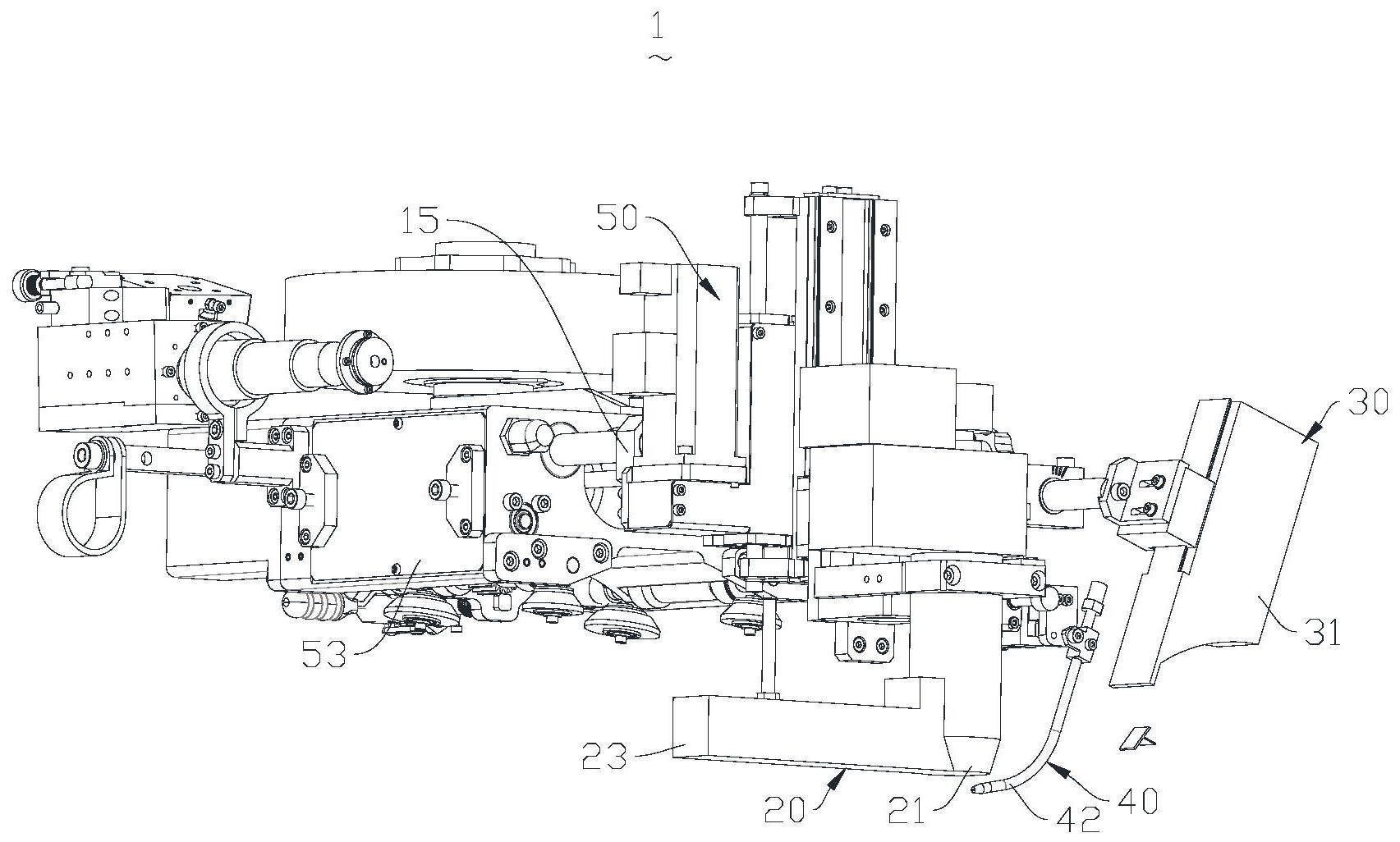
1.一种核电站等离子焊接设备,其特征在于,包括机架(10)、等离子焊枪装置(20)、用于识别焊缝的激光跟踪装置(30)以及用于调整所述等离子焊枪装置(20)位置的驱动装置(50);所述等离子焊枪装置(20)、所述激光跟踪装置(30)以及所述驱动装置(50)分别安装于所述机架(10)上,且所述激光跟踪装置(30)位于所述等离子焊枪装置(20)的移动方向的前方,并与所述等离子焊枪装置(20)间隔设置。
2.根据权利要求1所述的核电站等离子焊接设备,其特征在于,所述机架(10)包括前安装板(11)、滑块(12)、滑轨(13)以及紧定件(14),所述滑块(12)可移动地安装于所述滑轨(13)上,所述前安装板(11)安装于所述滑块(12)上,所述滑块(12)上安装有紧定件(14),所述紧定件(14)连接于所述滑轨(13);所述等离子焊枪装置(20)安装于所述前安装板(11)上。
3.根据权利要求2所述的核电站等离子焊接设备,其特征在于,所述机架(10)还包括后安装板(15);所述驱动装置(50)包括分别安装于所述机架(10)上的高度调节组件(51)以及前后位置调节组件(52),所述高度调节组件(51)连接于所述滑轨(13),所述前后位置调节组件(52)连接于所述后安装板(15)。
4.根据权利要求2所述的核电站等离子焊接设备,其特征在于,所述等离子焊枪装置(20)包括等离子焊接枪头(21)以及固定板(22),所述等离子焊接枪头(21)安装于所述固定板(22)上,所述固定板(22)安装于所述前安装板(11)上。
5.根据权利要求1所述的核电站等离子焊接设备,其特征在于,所述等离子焊枪装置(20)包括等离子焊接枪头(21)以及拖尾气罩(23),所述拖尾气罩(23)连接于所述等离子焊接枪头(21)上,并向所述等离子焊接枪头(21)移动的相反方向延伸。
6.根据权利要求5所述的核电站等离子焊接设备,其特征在于,所述拖尾气罩(23)的底部与所述等离子焊接枪头(21)的端部相平齐。
7.根据权利要求4所述的核电站等离子焊接设备,其特征在于,所述激光跟踪装置(30)包括安装支架(32)以及安装于所述安装支架(32)上的激光传感器(31),所述安装支架(32)安装于所述前安装板(11)上,所述激光传感器(31)的位置被配置为:其发出的激光照射在所需要焊接的焊缝上的位置在所述等离子焊接枪头(21)之前。
8.根据权利要求7所述的核电站等离子焊接设备,其特征在于,所述安装支架(32)包括固定杆(321)、转动杆(322)以及连接件(323),所述激光传感器(31)安装于所述连接件(323)上;所述转动杆(322)的一端可转动地安装在所述固定杆(321)的一端的侧面,所述转动杆(322)的另一端安装所述连接件(323);
9.根据权利要求7所述的核电站等离子焊接设备,其特征在于,所述安装支架(32)包括固定杆(321)以及固定块(324),所述固定杆(321)的一端设有固定槽(3213),所述固定槽(3213)的长度大于所述固定块(324)的尺寸,所述固定块(324)安装于所述固定槽(3213)中,所述固定块(324)固定于所述机架(10)上。
10.根据权利要求4所述的核电站等离子焊接设备,其特征在于,核电站等离子焊接设备还包括焊丝输送装置(40),所述焊丝输送装置(40)安装于所述固定板(22)上,焊丝输送装置(40)包括调节架(41)以及送丝管(42),所述送丝管(42)可转动地安装于所述调节架(41)上。
11.根据权利要求10所述的核电站等离子焊接设备,其特征在于,所述调节架(41)包括相互垂直设置的第一调节件(411)和第二调节件(412),所述第一调节件(411)以及所述第二调节件(412)调节所述送丝管(42)的方向分别与所述送丝管(42)的旋转方向垂直。
12.根据权利要求1所述的核电站等离子焊接设备,其特征在于,所述核电站等离子焊接设备还包括轨道(60),所述驱动装置(50)包括焊机台车(53),所述焊机台车(53)分别安装于所述机架(10)以及所述轨道(60)上,且所述焊机台车(53)与所述轨道(60)可相对移动的连接。
13.根据权利要求12所述的核电站等离子焊接设备,其特征在于,所述轨道(60)包括设置在其两端的螺钉(61)以及定位销(62),所述轨道(60)呈模块化设置,并包括多个轨道(60),所述多个轨道(60)通过所述螺钉(61)以及所述定位销(62)连接在一起。
技术总结
本发明涉及一种核电站等离子焊接设备,包括机架、等离子焊枪装置、用于识别焊缝的激光跟踪装置以及用于调整所述等离子焊枪装置位置的驱动装置;所述等离子焊枪装置、所述激光跟踪装置以及所述驱动装置分别安装于所述机架上,且所述激光跟踪装置位于所述等离子焊枪装置的移动方向的前方,并与所述等离子焊枪装置间隔设置。由于本发明中的激光跟踪装置能够识别焊缝的位置和深度,进而使得安装在其后面的等离子焊枪装置能够更精准地处于焊缝中的最佳焊接位置,从而提升焊接效果。
技术研发人员:钟华,孟德伟,谭文良,朱德才,项杰波,徐俊,鲁立,周杰
受保护的技术使用者:中广核工程有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!