航空零件氰化面的加工方法与流程
本发明属于航空用零件加工方法的领域,尤其涉及一种航空零件氰化面的加工方法。
背景技术:
1、航空发动机涡轮部分弹性支座零件在部分区域需要进行氰化处理,以提高表面硬度、抗蚀性和耐磨性。在零件表面氰化处理后需要进行再次机械加工,以满足设计要求的尺寸。氰化面由于硬度很高,传统的加工方法为磨加工,氰化面去除量为直径1.4mm,单次磨削量控制在0.005-0.01mm,导致单件加工时间在15小时左右,效率低。
2、有鉴于此,特提出本发明。
技术实现思路
1、本发明的目的在于提供一种航空零件氰化面的加工方法,至少解决现有技术中零件加工效率较低的技术问题。本案的技术方案有诸多技术有益效果,见下文介绍:
2、提供一种航空零件氰化面的加工方法,所述方法包括:
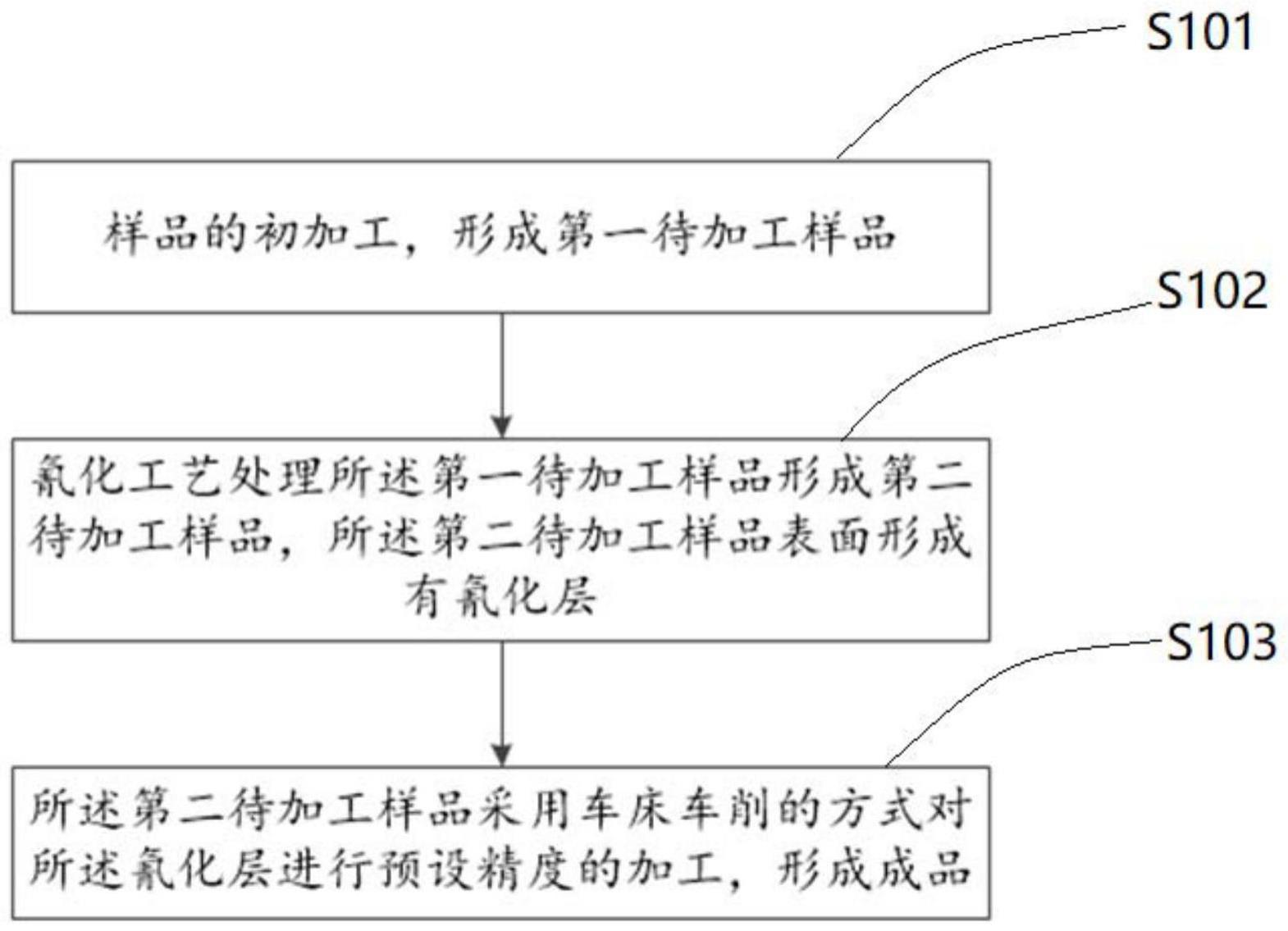
3、样品的初加工,形成第一待加工样品;
4、氰化工艺处理所述第一待加工样品形成第二待加工样品,所述第二待加工样品表面形成有氰化层;
5、所述第二待加工样品采用车床车削的方式对所述氰化层进行预设精度的加工,形成成品。
6、与现有技术相比,本发明提供的技术方案包括以下有益效果:
7、以车加工代替磨加工进行氰化面切削加工的方法,以提高表面加工质量,消除热裂纹,方便操作,提高加工效率,并且降低加工的耗时,单件可控制在4-6小时,即为完成加工。
技术特征:
1.一种航空零件氰化面的加工方法,其特征在于,所述方法包括:
2.根据权利要求1所述的航空零件氰化面的加工方法,其特征在于,样品的材质为合金结构钢。
3.根据权利要求1所述的航空零件氰化面的加工方法,其特征在于,所述氰化层的硬度hrc≥60。
4.根据权利要求1至3任意一项所述的方法,其特征在于,所述第二待加工样品采用车削的方式对所述氰化层进行预设精度的加工,包括:
5.根据权利要求4所述的航空零件氰化面的加工方法,其特征在于,采用外圆车刀按预设的车床参数进行加工,包括:
6.根据权利要求4所述的航空零件氰化面的加工方法,其特征在于,采用外圆车刀按预设的车床参数进行加工,包括:
7.根据权利要求4所述的航空零件氰化面的加工方法,其特征在于,采用外圆车刀按预设的车床参数进行加工,包括:
8.根据权利要求4所述的航空零件氰化面的加工方法,其特征在于,所述第一待加工样品上开设有预设数量的凹槽,采用外圆车刀按预设的车床参数进行加工,包括:
技术总结
本发明的航空零件氰化面的加工方法,属于航空零件加工的技术领域,解决现有技术中成品加工效率较低的技术问题。所述方法包括:样品的初加工,形成第一待加工样品;氰化工艺处理所述第一待加工样品形成第二待加工样品,所述第二待加工样品表面形成有氰化层;所述第二待加工样品采用车床车削的方式对所述氰化层进行预设精度的加工,形成成品。以车加工代替磨加工进行氰化面切削加工的方法,以提高表面加工质量,消除热裂纹,方便操作,提高加工效率。
技术研发人员:赵晓明,张奎,姚诚,底万云
受保护的技术使用者:中国航发成都发动机有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!