一种驻车卡钳主轴校正机构及自动滚丝设备及自动滚丝方法与流程
本发明涉及车辆配件加工,具体为一种驻车卡钳主轴校正机构及自动滚丝设备及自动滚丝方法。
背景技术:
1、现阶段驻车卡钳主轴的滚丝加工一般为手动滚丝方案,手动滚丝存在止挡凸台方向定位难度大、重复定位精度差,加工节拍慢、零件合格率低的问题,加工出来的主轴易出现凸台位置高度不一致的问题,还容易导致后期主轴与螺母装配后出现旋转贴合方向不一致的问题,如图10(图中单位为mm),另外,手动滚丝容易出现漏加工现象,影响成品装配,针对上述问题,提出了本申请。
技术实现思路
1、本发明的目的在于提供一种驻车卡钳主轴校正机构及自动滚丝设备及自动滚丝方法,主要解决解决主轴滚丝加工时止挡位置定位偏差,出现高度不一致或贴合方向不一致的问题。
2、本发明是通过以下技术方案来实现的。
3、本发明的一种驻车卡钳主轴校正机构,包括伸缩机构、旋转机构、定位管和定位块,所述伸缩机构和所述旋转机构用于驱动所述定位管的轴向运动和旋转运动,所述定位管中设置有容纳腔,所述容纳腔用于供主轴伸入,所述定位管端部设置有定位卡槽,校正时将主轴一端与所述定位块相抵,所述伸缩机构驱动定位管伸出,所述的容纳腔套入主轴另一端后,所述旋转机构驱动所述定位管旋转,直至所述定位卡槽卡入主轴的凸台位置。
4、进一步地,所述定位管与所述伸缩机构连接,所述伸缩机构与所述旋转机构连接。
5、进一步地,所述容纳腔直径大于主轴直径。
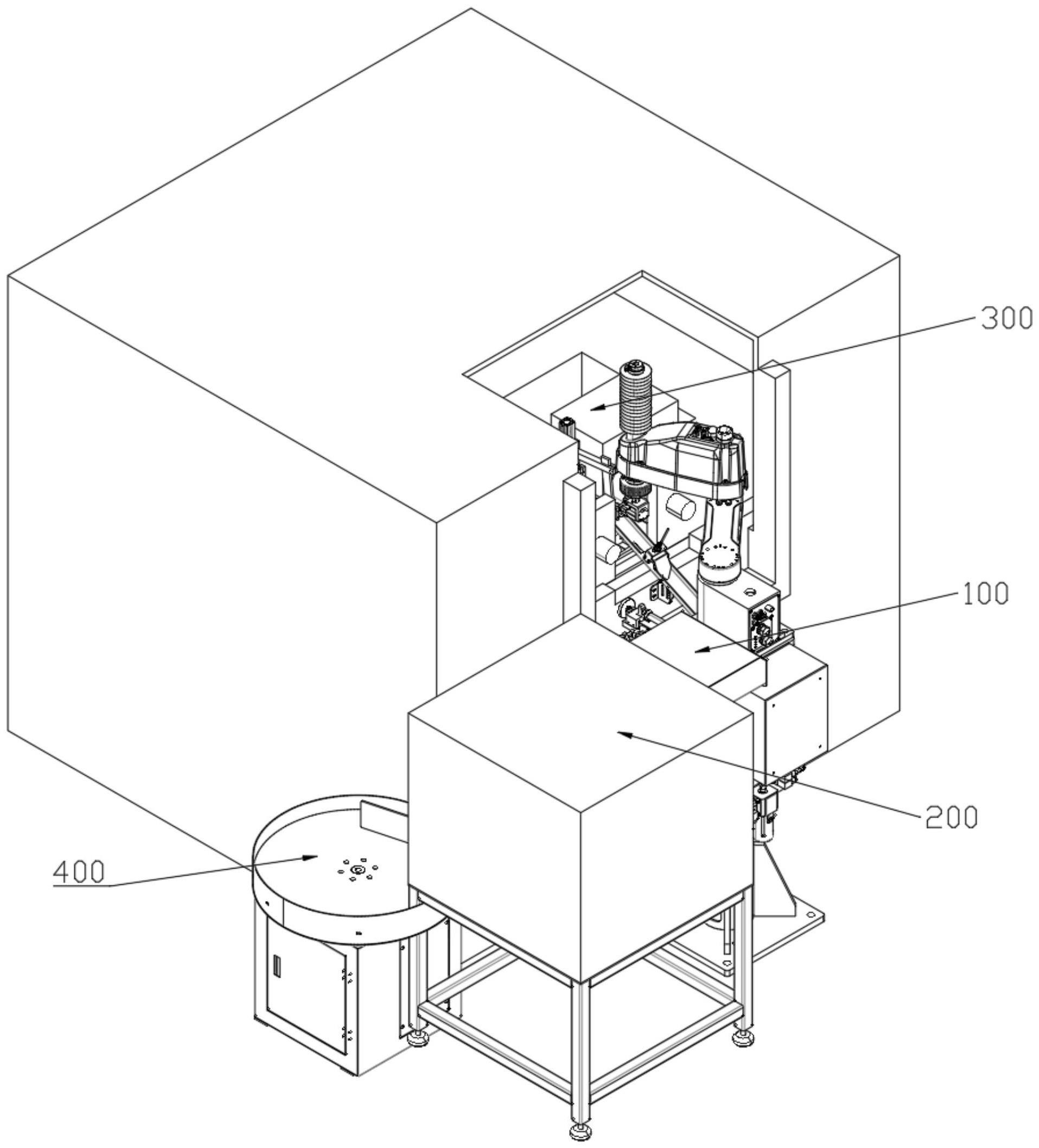
6、一种驻车卡钳主轴自动滚丝设备,包括上料机构、上述的驻车卡钳主轴校正机构、滚丝机构、和下料传送机构,所述上料机构包括机械手,所述机械手用于将主轴运送至所述驻车卡钳主轴校正机构,主轴校正完成后,所述机械手将主轴运动至所述滚丝机构中的滚丝工位进行滚丝。
7、进一步地,所述驻车卡钳主轴自动滚丝设备还包括下料传送机构,所述下料传送机构用于输送滚丝加工完成的主轴。
8、进一步地,所述下料传送机构包括传送带和接料盘。
9、进一步地,所述下料传送机构还包括自动监测感应器,所述自动监测感应器能够感应加工完成的主轴是否落料,所述自动监测感应器与所述机械手电连接。
10、进一步地,所述上料机构还包括振动盘。
11、一种驻车卡钳主轴自动滚丝方法,基于上述的驻车卡钳主轴自动滚丝设备,包括如下步骤:
12、利用上料机构将主轴放置在驻车卡钳主轴校正机构中,利用驻车卡钳主轴校正机构对主轴凸台方向进行校正;
13、利用上料机构将校正完成的主轴运送至滚丝机构中的滚丝工位处,利用滚丝机构对主轴进行滚丝处理。
14、进一步地,滚丝完成后,自动监测感应器检测加工完成的主轴是否落料,落料后上料机构再次向滚丝机构中的滚丝工位处上料,避免重复送料导致撞机。
15、本发明的有益效果:
16、本发明为加工一种驻车卡钳bds主轴自动滚丝加工方案,此方案用来替代原有手动滚丝方案,使得零件在滚丝加工时,实现自动上料,零件止挡凸台方向保持一致,滚丝加工完成时,零件实现自动下料,下料时实现自动监测,防止机械手撞机等功能,使得加工出来的主轴凸台位置高度一致及旋转贴合方向一致,使bds主轴与螺母装配后止挡贴合高度及旋转贴合方向一致,大大的提高了自动装配总成件的贴合高度的稳定性,提升了零件的合格率。
技术特征:
1.一种驻车卡钳主轴校正机构,其特征在于:包括伸缩机构(101)、旋转机构(102)、定位管(103)和定位块(104),所述伸缩机构(101)和所述旋转机构(102)用于驱动所述定位管(103)的轴向运动和旋转运动,所述定位管(103)中设置有容纳腔(105),所述容纳腔(105)用于供主轴伸入,所述定位管(103)端部设置有定位卡槽(106),校正时将主轴一端与所述定位块(104)相抵,所述伸缩机构(101)驱动定位管(103)伸出,所述的容纳腔(105)套入主轴另一端后,所述旋转机构(102)驱动所述定位管(103)旋转,直至所述定位卡槽(106)卡入主轴的凸台位置。
2.根据权利要求1所述的一种驻车卡钳主轴校正机构,其特征在于:所述定位管(103)与所述伸缩机构(101)连接,所述伸缩机构与所述旋转机构(102)连接。
3.根据权利要求1或2所述的一种驻车卡钳主轴校正机构,其特征在于:所述容纳腔(105)直径大于主轴直径。
4.一种驻车卡钳主轴自动滚丝设备,其特征在于:包括上料机构(200)、权利要求1-3中任意一项所述的驻车卡钳主轴校正机构(100)、滚丝机构(300)、和下料传送机构(400),所述上料机构(200)包括机械手(201),所述机械手(201)用于将主轴运送至所述驻车卡钳主轴校正机构(100),主轴校正完成后,所述机械手(201)将主轴运动至所述滚丝机构(300)中的滚丝工位进行滚丝。
5.根据权利要求4所述的一种驻车卡钳主轴自动滚丝设备,其特征在于:所述驻车卡钳主轴自动滚丝设备还包括下料传送机构(400),所述下料传送机构(400)用于输送滚丝加工完成的主轴。
6.根据权利要求5所述的一种驻车卡钳主轴自动滚丝设备,其特征在于:所述下料传送机构(400)包括传送带(401)和接料盘(402)。
7.根据权利要求5或6所述的一种驻车卡钳主轴自动滚丝设备,其特征在于:所述下料传送机构(400)还包括自动监测感应器,所述自动监测感应器能够感应加工完成的主轴是否落料,所述自动监测感应器与所述机械手电连接。
8.根据权利要求7所述的一种驻车卡钳主轴自动滚丝设备,其特征在于:所述上料机构(200)还包括振动盘(203)。
9.一种驻车卡钳主轴自动滚丝方法,基于权利要求4-8中任意一项所述的驻车卡钳主轴自动滚丝设备,其特征在于:包括如下步骤:
10.根据权利要求9所述的一种驻车卡钳主轴自动滚丝设备,其特征在于:滚丝完成后,自动监测感应器检测加工完成的主轴是否落料,落料后上料机构(200)再次向滚丝机构(300)中的滚丝工位处上料,避免重复送料导致撞机。
技术总结
本发明涉及车辆配件加工技术领域,公开了一种驻车卡钳主轴校正机构及自动滚丝设备及自动滚丝方法,驻车卡钳主轴校正机构包括伸缩机构、旋转机构、定位管和定位块,所述伸缩机构和所述旋转机构用于驱动所述定位管的轴向运动和旋转运动,所述定位管中设置有容纳腔,所述容纳腔用于供主轴伸入,所述定位管端部设置有定位卡槽,实现自动上料,零件止挡凸台方向保持一致,滚丝加工完成时,零件实现自动下料,下料时实现自动监测,防止机械手撞机等功能,使得加工出来的主轴凸台位置高度一致及旋转贴合方向一致,使BDS主轴与螺母装配后止挡贴合高度及旋转贴合方向一致,大大的提高了自动装配总成件的贴合高度的稳定性,提升了零件的合格率。
技术研发人员:苏潘根,汪标,董西杰,李盈,张金广
受保护的技术使用者:浙江汇丰汽车零部件股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!