一种铌合金蜂窝钎焊用Nb-Ti-Zr-V钎料、钎料涂层及其制备方法与流程
本发明涉及焊接材料,具体涉及一种铌合金蜂窝钎焊用nb-ti-zr-v钎料、钎料涂层及其制备方法。
背景技术:
1、随着高超声速飞行器飞行马赫数的增加,飞行器鼻尖和机翼前缘温度达到1400℃~1500℃,飞行器机身局部温度可达1200℃。目前主要金属热防护系统最外层金属蜂窝夹层结构主要采用高温合金材料、氧化物弥散强化ods合金(pm1000、pm2000)等耐高温金属材料,在1200℃以上温度服役较为困难,无法满足高马赫数飞行器使用要求,迫切需要开发难熔高温金属钎焊热防护蜂窝结构。
2、相比高温合金和氧化物弥散强化ods钢,铌及铌合金具有密度小、熔点高、高温比强度大、成形性好等优异性能,作为难熔金属材料,在1150℃~1650℃具有较高的强度,开发和使用铌合金蜂窝能进一步有效提高蜂窝夹层结构的使用温度和高温承载能力。
3、针对铌合金蜂窝钎焊工艺,文献调研发现国内学者未见相关报道,仅有美国和俄罗斯于上世纪开展过相关基础研究工作。美国有关学者采用pd、pd-30cu、ti和ti-11cr-13v-3al合金开展了平面和曲面铌合金蜂窝结构的钎焊工艺研究,pd和pd-30cu钎料填充钎料的能力较好,钎角饱满,接头韧性也较好,但是pd元素的存在,易发生晶间渗入的现象,且钎焊温度较高,大于1800℃。纯ti作为钎料时,因ti在液态下的粘性好,适用于小间隙钎焊,但是因为ti的熔点高,钎焊温度大于1750℃。与纯ti钎料相比,ti-11cr-13v-3al钎料熔点有所降低,在1620℃能实现铌合金蜂窝的钎焊,钎焊后铌合金蜂窝壁板可在高达1316℃温度下使用,室温和高温力学性能较好。俄罗斯有关学者为了消除钎焊过程中母材的脆性倾向,研究了熔点1400℃~1500℃的钎料成分体系,确定了ti-20%~30%zr-3%~30%v和ti-15%~30%cr-5%~15%v两种钎料体系。
4、因此,发明人提供了一种铌合金蜂窝钎焊用nb-ti-zr-v钎料、钎料涂层及其制备方法。
技术实现思路
1、(1)要解决的技术问题
2、本发明实施例提供了一种铌合金蜂窝钎焊用nb-ti-zr-v钎料、钎料涂层及其制备方法,解决了ti-zr-v钎料蜂窝钎焊时的焊合率较差的技术问题。
3、(2)技术方案
4、本发明的第一方面提供了一种铌合金蜂窝钎焊用nb-ti-zr-v钎料,包括质量百分比为10~25%的nb、42~52.5%的ti、9~11.25%zr和9~11.25%的v。
5、进一步地,nb、ti、zr和v的质量百分比分别为25%、52.5%、11.25%、11.25%。
6、本发明的第二方面提供了一种铌合金蜂窝钎焊用nb-ti-zr-v钎料涂层,包括上述的铌合金蜂窝钎焊用nb-ti-zr-v钎料。
7、进一步地,涂层厚度为40~50μm。
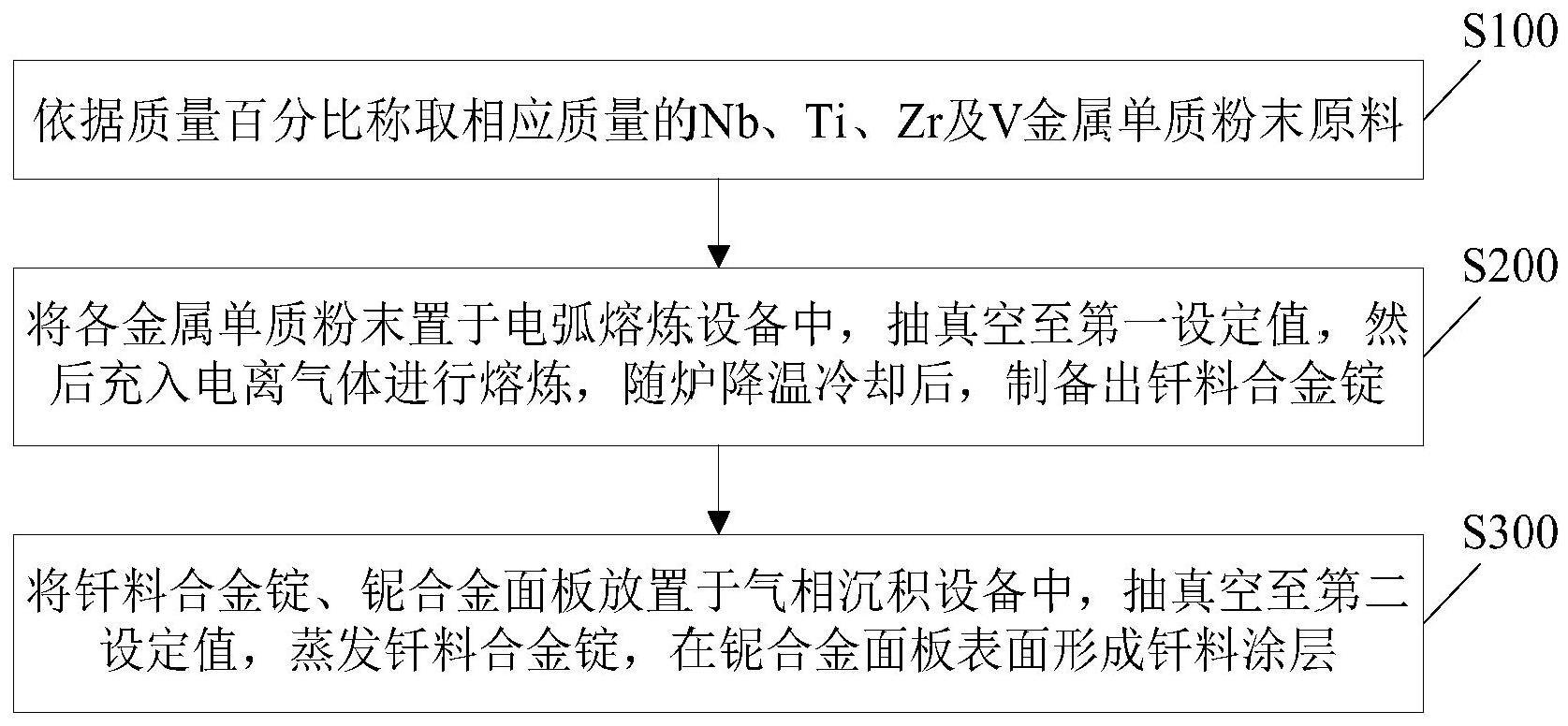
8、本发明的第三方面提供了一种铌合金蜂窝钎焊用nb-ti-zr-v钎料涂层的制备方法,包括以下步骤:
9、依据质量百分比称取相应质量的nb、ti、zr及v金属单质粉末原料;
10、将各金属单质粉末置于电弧熔炼设备中,抽真空至第一设定值,然后充入电离气体进行熔炼,随炉降温冷却后,制备出钎料合金锭;
11、将所述钎料合金锭、铌合金面板放置于气相沉积设备中,抽真空至第二设定值,蒸发所述钎料合金锭,在所述铌合金面板表面形成钎料涂层。
12、进一步地,所述第一设定值为10-3pa量级。
13、进一步地,所述第二设定值为10-3pa量级。
14、进一步地,所述电离气体为高纯ar。
15、(3)有益效果
16、综上,本发明通过在ti-zr-v钎料中进一步增加nb元素,改善了钎料与蜂窝芯体之间的润湿铺展性能,实现了nb521铌合金蜂窝高质量焊接,且钎缝界面不会生产低熔点共晶相,形成一种适用于铌合金蜂窝钎焊的nb-ti-zr-v钎料。
技术特征:
1.一种铌合金蜂窝钎焊用nb-ti-zr-v钎料,其特征在于,包括质量百分比为10~25%的nb、42~52.5%的ti、9~11.25%zr和9~11.25%的v。
2.根据权利要求1所述的铌合金蜂窝钎焊用nb-ti-zr-v钎料,其特征在于,nb、ti、zr和v的质量百分比分别为25%、52.5%、11.25%、11.25%。
3.一种铌合金蜂窝钎焊用nb-ti-zr-v钎料涂层,其特征在于,包括如权利要求1-2中任一项所述的铌合金蜂窝钎焊用nb-ti-zr-v钎料。
4.根据权利要求3所述的铌合金蜂窝钎焊用nb-ti-zr-v钎料涂层,其特征在于,涂层厚度为40~50μm。
5.一种如权利要求3或4所述的铌合金蜂窝钎焊用nb-ti-zr-v钎料涂层的制备方法,其特征在于,该方法包括以下步骤:
6.根据权利要求5所述的铌合金蜂窝钎焊用nb-ti-zr-v钎料涂层的制备方法,其特征在于,所述第一设定值为10-3pa量级。
7.根据权利要求5所述的铌合金蜂窝钎焊用nb-ti-zr-v钎料涂层的制备方法,其特征在于,所述第二设定值为10-3pa量级。
8.根据权利要求5所述的铌合金蜂窝钎焊用nb-ti-zr-v钎料涂层的制备方法,其特征在于,所述电离气体为高纯ar。
技术总结
本发明涉及焊接材料技术领域,具体涉及一种铌合金蜂窝钎焊用Nb‑Ti‑Zr‑V钎料、钎料涂层及其制备方法。该铌合金蜂窝钎焊用Nb‑Ti‑Zr‑V钎料,包括质量百分比为10~25%的Nb、42~52.5%的Ti、9~11.25%Zr和9~11.25%的V。该铌合金蜂窝钎焊用Nb‑Ti‑Zr‑V钎料、钎料涂层及其制备方法的目的是解决Ti‑Zr‑V钎料蜂窝钎焊时的焊合率较差的问题。
技术研发人员:邓云华,岳喜山,陶军,谢志怡,赵冲
受保护的技术使用者:中国航空制造技术研究院
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!