一种偏心工件的装夹工装及加工工艺的制作方法
本发明涉及偏心轴工件加工,具体是一种偏心工件的装夹工装及偏心工件的加工工艺。
背景技术:
1、在加工附图11所示的整体为轴状的偏心工件时,该工件的内部多为偏心圆且特征较多,则工件进行加工时,需要涉及车床,cnc,线割等设备多次转换进行装夹,装夹基准不断变动造成各种误差,导致零件加工精度不高且效率慢。
技术实现思路
1、本发明的目的在于提供一种偏心工件的装夹工装及加工工艺,以解决背景技术中的技术问题。
2、为实现前述目的,本发明提供如下技术方案:
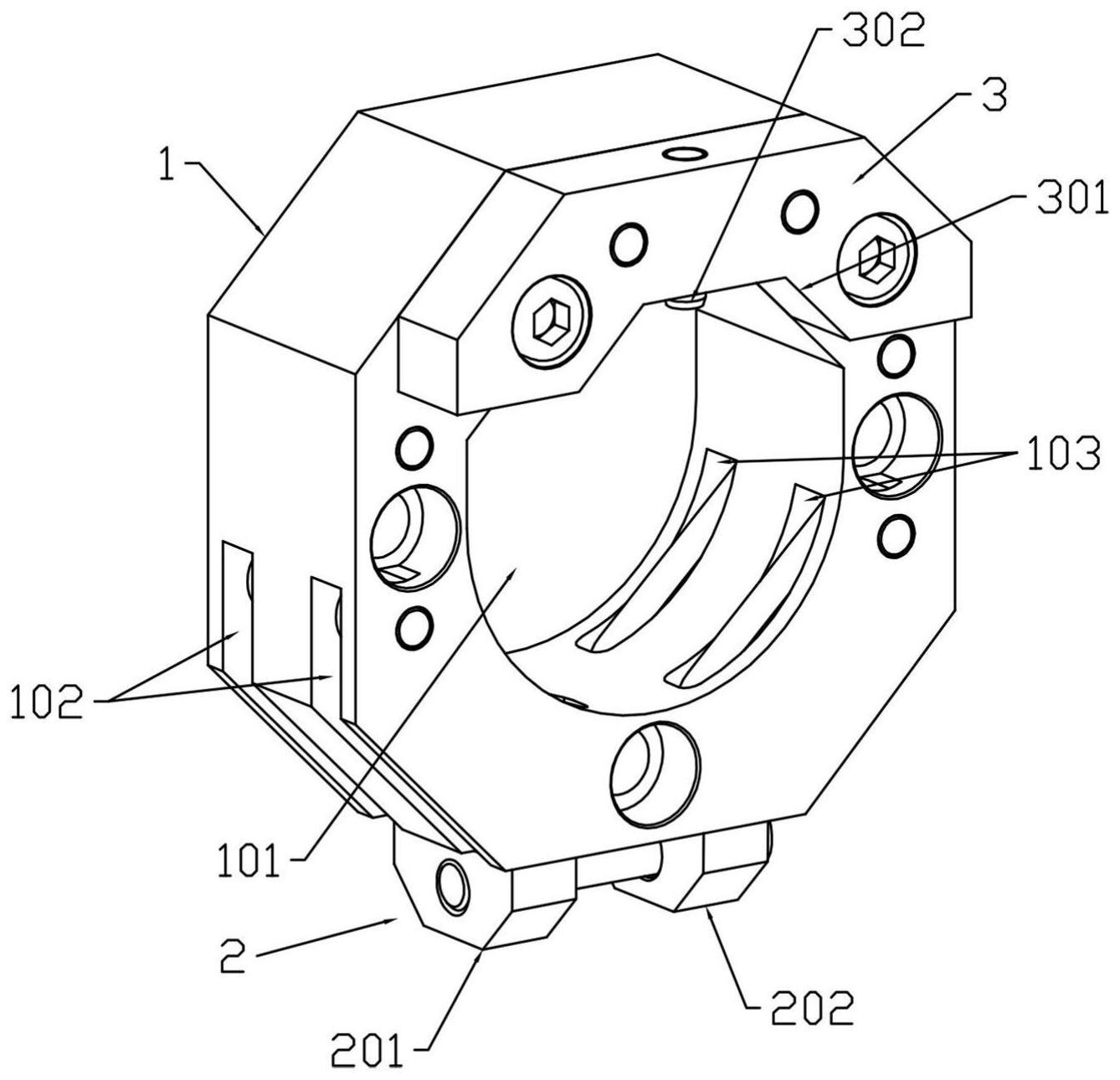
3、一种偏心工件的装夹工装,包括基座,所述基座为正八边形结构,所述基座内设有贯穿基座前后两侧的第一安装孔,所述第一安装孔的下部分为圆弧结构,所述第一安装孔的上部分为倒置的等腰梯形,所述基座下方设有夹紧机构,所述夹紧机构包括结构相同的左夹臂、右夹臂和压紧螺钉,所述左夹臂和右夹臂对称铰接安装在基座下方的左右两侧,通过所述压紧螺钉在左夹臂和右夹臂的下方且将左夹臂与右夹臂进行锁紧连接,所述第一安装孔的下部分的左右两侧分别设有第一夹持通孔和第二夹持通孔与左夹臂和右夹臂的位置相对应,所述左夹臂的上部穿过第一夹持通孔与第一安装孔内的工件抵触,所述右夹臂的上部穿过第二夹持通孔与第一安装孔内的工件抵触,所述基座上沿着基座的轴心环形设有若干个第一锁孔,所述锁孔贯穿基座的前后两端。
4、所述基座上方的前侧还安装有侧定位块,所述侧定位块的下方有内凹的定位卡槽,所述定位卡槽的纵向截面为倒立的等腰梯形结构,所述定位卡槽的顶端安装有定位销,所述定位销与定位卡槽的顶端面相互垂直,所述侧定位块与基座通过螺丝可拆卸式安装连接。
5、所述左夹臂包括左安装块,所述左安装块上方设有向上延伸且向着外侧折弯的两根左夹条,两根所述左夹条折弯的角度与基座的内夹角大小相对应,所述基座上设有两个第一夹持通孔与左夹条位置相对应,两根所述左夹条通过第一转轴与基座上的第一夹持通孔转动连接,所述第一转轴穿过第一夹持通孔和左夹条,所述左安装块上有第一固定孔,所述右夹臂包括右安装块,所述右安装块的上方设有向上延伸且向着外侧折弯的两根右夹条,所述右安装块上设有第二固定孔,所述左安装块和右安装块均在基座下方,所述压紧螺钉穿过第一固定孔和第二固定孔将左夹臂和右夹臂进行锁紧连接。
6、一种偏心工件的加工工艺,采用如上所述的一种偏心工件的装夹工装,包括以下加工步骤:
7、步骤s1,将原料放置于车床上,将原料车为圆柱形的工件,该圆柱形工件一侧加工有第一成型孔,第一成型孔的轴心与该圆柱形工件的轴心同轴;
8、步骤s2,将步骤s1中的工件通过钻床加工出工艺孔,工艺孔与第一成型孔不在同侧;
9、步骤s3,将步骤s2中的工件装夹在装夹工装的第一安装孔内,调整工件在第一安装孔内的位置,对工件与装夹工装进行找正,左夹臂和右夹臂与工件的外壁抵触压紧,侧定位块上的定位销插入工艺孔内,定位卡槽内的两侧内壁与工件的外壁抵触压紧,将侧定位块与基座锁紧;
10、步骤s4,将步骤s3中的装夹工装安装在铣床上,用虎钳夹传送夹具两侧,用百分表找平底部基准,加工穿丝孔,穿丝孔与第一成型孔同轴;
11、步骤s5,将步骤s4中的装夹工装安装在线切割机上,以基座的顶端面为基准a,基座的后端面为基准b,基座的侧边为基准c,调整切割机上的钼丝同时与基准a,基准c平行,加工第二成型孔,第二成型孔与第一成型孔相通,第二成型孔的轴心与第一成型孔的轴心不重合,第二成型孔的轴心与第一成型孔轴心相距9.53±0.01mm;
12、步骤s6,将步骤s5中的装夹工装安装在调偏心机构上,对调整装夹工装的上下位置进行调整,加工工件右侧的凸台,凸台的轴心与第一成型孔轴心相距10.16±0.01mm;
13、步骤s7,将步骤s6中的装夹工装上的侧定位块进行拆除,将装夹工装垂直翻转180度,即将第一成型孔所在面朝外侧,将装夹工装与调偏心机构找正调整;
14、步骤s8,对步骤s7中的工件按照图档尺寸对偏心工件左侧外形结构进行粗车和精车加工;
15、步骤s9,对步骤s8中的装夹工装垂直翻转180度再与调偏心机构找正,按照图档尺寸对偏心工件右侧凸台进行精车加工;
16、步骤s10,对步骤s9中的装夹工装与调偏心机构拆离,装夹工装安装在虎钳上,以装夹工装上的基座一侧为基准面贴合虎钳的定钳口,基座的另一侧面与虎钳的活动钳口抵靠,以装夹工装的厚度方向的端面为基准面与基座的侧面进行找平,对偏心工件左侧的第一孔位进行精铣;
17、步骤s11,对步骤s10中的偏心工件的右侧的第二孔位进行精铣;
18、步骤s12,对步骤s11中的偏心工装的左侧按照图档结构偏心工件左侧的铣耳槽位以及右侧的第三孔位;
19、步骤s13,拆除装夹工装,对偏心工件进行检测入库。
20、所述调偏心机构包括圆盘和可调式连接在圆盘上的滑板,所述装夹工装固定在滑板上,所述圆盘上设有一避空孔,所述避空孔的圆心与圆盘的圆心重合,在所述滑板上对应设有导向孔与所述避空孔相通,圆盘上设有一滑槽,所述滑板在滑槽内,所述滑板上方设有千分尺,所述千分尺与圆盘固定连接,所述千分尺上的调整杆底部与滑板的顶部抵触,所述滑板上设有若干个长型的调整孔,所述圆盘上对应设有定位孔,所述调整孔内穿过调整螺钉与定位孔螺纹连接。
21、与现有技术相比,本申请的一种偏心工件的装夹工装及加工工艺,装夹工装安装结构简便,将工件夹紧在装夹工装内进行各种车、铣加工,利用装夹工装的基座进行基准定位,能方便工件进行不同轴的孔的加工,且采用该基座进行找正的效率高且简便,能提高偏心工件的加工精度和效率。
技术特征:
1.一种偏心工件的装夹工装,其特征在于:包括基座,所述基座为正八边形结构,所述基座内设有贯穿基座前后两侧的第一安装孔,所述第一安装孔的下部分为圆弧结构,所述第一安装孔的上部分为倒置的等腰梯形,所述基座下方设有夹紧机构,所述夹紧机构包括结构相同的左夹臂、右夹臂和压紧螺钉,所述左夹臂和右夹臂对称铰接安装在基座下方的左右两侧,通过所述压紧螺钉在左夹臂和右夹臂的下方且将左夹臂与右夹臂进行锁紧连接,所述第一安装孔的下部分的左右两侧分别设有第一夹持通孔和第二夹持通孔与左夹臂和右夹臂的位置相对应,所述左夹臂的上部穿过第一夹持通孔与第一安装孔内的工件抵触,所述右夹臂的上部穿过第二夹持通孔与第一安装孔内的工件抵触,所述基座上沿着基座的轴心环形设有若干个第一锁孔,所述锁孔贯穿基座的前后两端。
2.根据权利要求1所述的一种偏心工件的装夹工装,其特征在于:所述基座上方的前侧还安装有侧定位块,所述侧定位块的下方有内凹的定位卡槽,所述定位卡槽的纵向截面为倒立的等腰梯形结构,所述定位卡槽的顶端安装有定位销,所述定位销与定位卡槽的顶端面相互垂直,所述侧定位块与基座通过螺丝可拆卸式安装连接。
3.根据权利要求2所述的一种偏心工件的装夹工装,其特征在于:所述左夹臂包括左安装块,所述左安装块上方设有向上延伸且向着外侧折弯的两根左夹条,两根所述左夹条折弯的角度与基座的内夹角大小相对应,所述基座上设有两个第一夹持通孔与左夹条位置相对应,两根所述左夹条通过第一转轴与基座上的第一夹持通孔转动连接,所述第一转轴穿过第一夹持通孔和左夹条,所述左安装块上有第一固定孔,所述右夹臂包括右安装块,所述右安装块的上方设有向上延伸且向着外侧折弯的两根右夹条,所述右安装块上设有第二固定孔,所述左安装块和右安装块均在基座下方,所述压紧螺钉穿过第一固定孔和第二固定孔将左夹臂和右夹臂进行锁紧连接。
4.一种偏心工件的加工工艺,其特征在于:采用如权利要求1-3任一所述的一种偏心工件的装夹工装,包括以下加工步骤:
5.根据权利要求4所述的一种偏心工件的加工工艺,其特征在于:所述调偏心机构包括圆盘和可调式连接在圆盘上的滑板,所述装夹工装固定在滑板上,所述圆盘上设有一避空孔,所述避空孔的圆心与圆盘的圆心重合,在所述滑板上对应设有导向孔与所述避空孔相通,圆盘上设有一滑槽,所述滑板在滑槽内,所述滑板上方设有千分尺,所述千分尺与圆盘固定连接,所述千分尺上的调整杆底部与滑板的顶部抵触,所述滑板上设有若干个长型的调整孔,所述圆盘上对应设有定位孔,所述调整孔内穿过调整螺钉与定位孔螺纹连接。
技术总结
本发明提供的一种偏心工件的装夹工装及偏心工件的加工工艺,其中偏心工件的装夹工装包括基座,基座为正八边形结构,基座内设有贯穿基座前后两侧的第一安装孔,基座下方设有夹紧机构,夹紧机构包括结构相同的左夹臂、右夹臂和压紧螺钉;偏心工件的加工工艺,利用装夹工装对圆柱形的工件进行夹紧,让工件的外圆基准转移至装夹工装的侧面,对工件进行多个偏心孔结构加工;本申请的一种偏心工件的装夹工装及偏心工件的加工工艺,装夹工装安装结构简便,将工件夹紧在装夹工装内进行各种车、铣加工,利用装夹工装的基座进行基准定位,能方便工件进行不同轴的孔的加工,且采用该基座进行找正的效率高且简便,能提高偏心工件的加工精度和效率。
技术研发人员:梅国清,江金生
受保护的技术使用者:东莞市普华精密机械有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!