一种高温合金棒料硬包柱面套拟手自动包装设备
本发明涉及特种材料热加工,具体而言是一种高温合金棒料硬包柱面套拟手自动包装设备。
背景技术:
1、高温合金是指以fe、ni、co为基,能在600℃以上高温抗氧化和抗腐蚀,并在一定应力作用下可长期工作的一类金属材料。高温合金是航空发动机热端部件、航天火箭发动机各种高温部件的关键材料,也是能源、化工等工业部门所需的高温耐腐蚀部件的重要材料。因此,高温合金的质量和性能对于这些领域的发展和安全至关重要。
2、在高温合金生产中,为了获得所需的组织性能,如细晶或超细晶的组织状态,或者生产高合金化的难变形高温合金,锻造工序的温度控制非常关键。但是关键的锻造工序的温度控制窗口非常小,即可锻温度范围小,坯料出炉转移时间通常需要精确到秒。因此,在热加工过程中,温度控制是关键的工艺参数之一。
3、在实际生产中,为了控制锻造温度,锻件的加热温度通常设置在可变形温度范围的上限,并采用包套等方法减缓转移过程和热加工过程的热量散失。保温材料的保温效能越高、坯料的转移和变形时间越短,所得到的变形组织性能越优秀。包套是指将硅酸铝纤维毯等绝热材料覆盖在钢坯表面,以减缓钢坯因热辐射和热对流导致的热量损失,并能够防止模具或钢坯之间的接触传热,阻挡钢坯与空气间的传热。将绝热材料固定在钢坯表面的方法分为硬包套和软包套,其中硬包套采用焊接不锈钢外套固定,软包套采用粘贴方式固定。
4、目前主要采用人工对坯料直接包裹,这种方法存在劳动强度大、工作环境恶劣、包套时间以及包套质量波动较大等问题,需要一种自动化的硬包套包装装置,以提高生产效率和保证产品质量。
5、在专利201922422514.7《一种高温合金锻造过程钢锭或钢坯的保温装置》中,采用了多组对称设置的机械臂,每个机械臂由数个关节组成,并且每个关节由气缸或液压缸单独驱动。通过机械臂将自粘贴的保温绝热毯包裹在棒料上。虽然保证了包装速度和质量,但是驱动多控制复杂。
6、本发明提出了一种高温合金热加工过程中棒料硬包柱面套包装设备,该设备能够实现自动化包套、降低工人劳动强度、提高包装效率和产品质量。
技术实现思路
1、根据上述技术问题,而提供一种适应一定直径范围的棒料硬包柱面套包裹设备,该设备具有高度自动化、简单的控制、简单的驱动及低维护成本等特点。
2、本发明采用的技术手段如下:
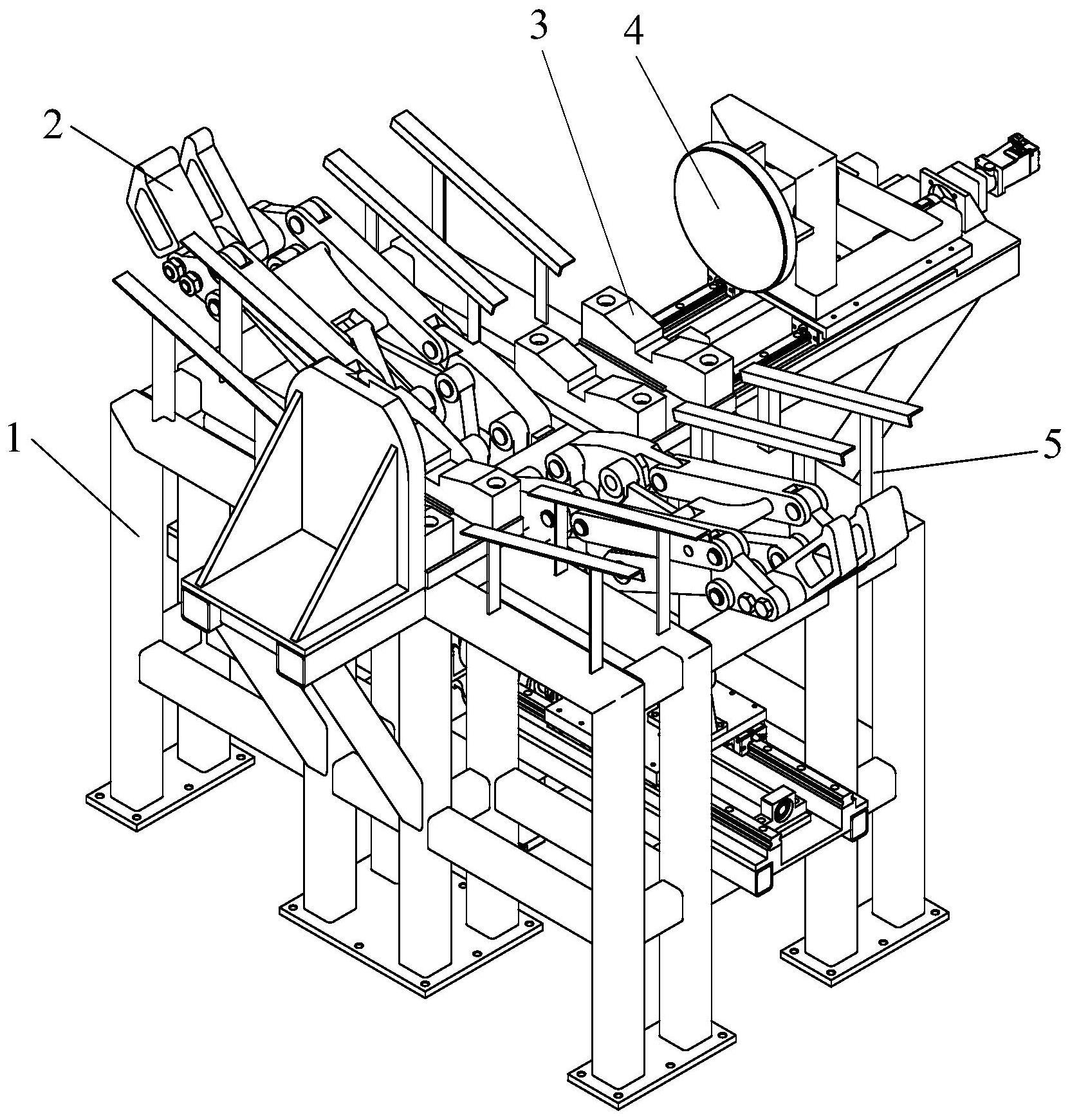
3、一种高温合金棒料硬包柱面套拟手自动包装设备,包括机架、钢板支承结构、至少一个拟手包裹系统和轴向紧固定位系统;
4、所述钢板支承结构安装于所述机架的顶部,用于支撑钢板和棒料;
5、所述轴向紧固定位系统布置于所述钢板支承结构的前后两侧,且安装于所述机架上,用于将所述棒料轴向压紧;
6、所述拟手包裹系统包括对称设置于所述钢板支承结构左右两侧的拟手包裹结构和驱动所述拟手包裹结构工作的包裹驱动结构;
7、所述拟手包裹结构包括支撑板、铰支座、动力连杆、第一连杆、第二连杆、第三连杆、第四连杆、第一摇杆、第二摇杆、第三摇杆、压紧块、固定杆;
8、所述铰支座固定于所述支撑板上表面;
9、所述动力连杆靠近所述铰支座的一端与所述铰支座铰接,靠近所述钢板支承结构的一端与第一摇杆的底端铰接,铰点为p11;
10、所述第一摇杆的顶端与所述固定杆的一端铰接,铰点为p9;
11、所述固定杆的另一端与所述第三摇杆的一端铰接,铰点为p7,p7相比于p9远离所述钢板支承结构;
12、所述第三摇杆的另一端与所述第二连杆的上端铰接,铰点为p4,p4相比于p7远离所述钢板支承结构;
13、所述第二连杆的下部远离所述钢板支承结构的一端与所述压紧块固定连接;
14、所述第二连杆的下部另一端与所述第二摇杆的下部一端铰接,铰点为p1;
15、所述第二摇杆的下部另一端与所述第一连杆的一端铰接,铰点为p3;所述第一连杆的另一端与所述第一摇杆铰接,铰点为p10,p10位于p9和p11之间,且靠近p11;
16、所述第二摇杆的上部与所述固定杆铰接,铰点为p8;p8相比于p7靠近所述钢板支承结构;所述固定杆固定于所述机架上;
17、所述第三连杆的一端与所述第三摇杆铰接,铰点为p5,另一端与所述第四连杆的一端铰接,铰点为p6;所述第四连杆的另一端与所述第二摇杆的下部铰接,铰点为p2;p2位于p1与p3之间,且靠近p3;
18、所述包裹驱动机构安装于所述机架内用于驱动两个所述支撑板同步相向或相离运动。
19、优选地,包裹驱动机构包括固定于所述机架内的包裹丝杠模块,所述包裹丝杠模块具有左右延伸的轨道,两个所述支撑板分别与所述轨道滑动配合;所述包裹丝杠模块的丝杆的左部和右部旋向相反,且所述包裹丝杠模块的丝杆的中部通过包裹联轴器与包裹减速器连接,所述包裹减速器与固定在所述机架内的包裹电机连接,且所述包裹丝杠模块的两个丝母分别与两个所述支撑板固定连接。
20、优选地,p9、p10、p11三个铰点在同一条直线上;
21、优选地,p1、p3、p8三个铰点组成角度∠p1p3p8为锐角;
22、优选地,p7、p8、p9三个铰点组成角度∠p7p8p9为钝角。
23、优选地,所述第三连杆靠近所述钢板支承结构的一侧呈弧面状。
24、优选地,所述压紧块包括第一压紧块和第二压紧块,且所述第一压紧块、所述第二压紧块、所述第三摇杆、所述第三连杆朝向所述棒料外壁的一侧包裹弹性材料。
25、优选地,所述钢板支承结构包括多个沿前后方向排布的v型块,所述v型块固定于所述机架顶部,且所述v型块左右两侧具有与所述机架固定连接的斜面。
26、优选地,所述轴向紧固定位系统包括分别设置于所述钢板支承结构前后两侧的定位端面和压紧端面,所述定位端面与所述机架固定连接,所述压紧端面与驱动其前后移动的压紧端面驱动机构固定连接。
27、优选地,所述压紧端面驱动机构包括压紧丝杠模块,所述压紧丝杠模块的丝杆前后延伸,丝母与所述压紧端面固定连接,所述压紧丝杠模块的丝杆通过压紧联轴器与压紧电机连接。
28、较现有技术相比,本发明具有以下优点:
29、该棒料硬包柱面套包装设备,能实现棒料快速自动包套,包装后保温效果高于人工包装,从而有效降低热量损失,减少难变形合金锻造开裂风险;能大幅度降低操作人员工作强度;包装设备驱动少,进行包装主要机构仅需单个驱动就可完成包裹工作,控制简单、维护成本低。
30、基于上述理由本发明可在棒料硬包柱面套包装设备等领域广泛推广。
技术特征:
1.一种高温合金棒料硬包柱面套拟手自动包装设备,其特征在于,包括机架、钢板支承结构、至少一个拟手包裹系统和轴向紧固定位系统;
2.根据权利要求1所述的一种高温合金棒料硬包柱面套拟手自动包装设备,其特征在于,包裹驱动机构包括固定于所述机架内的包裹丝杠模块,所述包裹丝杠模块具有左右延伸的轨道,两个所述支撑板分别与所述轨道滑动配合;所述包裹丝杠模块的丝杆的左部和右部旋向相反,且所述包裹丝杠模块的丝杆的中部通过包裹联轴器与包裹减速器连接,所述包裹减速器与固定在所述机架内的包裹电机连接,且所述包裹丝杠模块的两个丝母分别与两个所述支撑板固定连接。
3.根据权利要求1所述的一种高温合金棒料硬包柱面套拟手自动包装设备,其特征在于:
4.根据权利要求1所述的一种高温合金棒料硬包柱面套拟手自动包装设备,其特征在于,所述第三连杆靠近所述钢板支承结构的一侧呈弧面状。
5.根据权利要求1所述的一种高温合金棒料硬包柱面套拟手自动包装设备,其特征在于,所述压紧块包括第一压紧块和第二压紧块,且所述第一压紧块、所述第二压紧块、所述第三摇杆、所述第三连杆朝向所述棒料外壁的一侧包裹弹性材料。
6.根据权利要求1所述的一种高温合金棒料硬包柱面套拟手自动包装设备,其特征在于,所述钢板支承结构包括多个沿前后方向排布的v型块,所述v型块固定于所述机架顶部。
7.根据权利要求6所述的一种高温合金棒料硬包柱面套拟手自动包装设备,其特征在于,所述v型块左右两侧具有与所述机架固定连接的斜面。
8.根据权利要求1所述的一种高温合金棒料硬包柱面套拟手自动包装设备,其特征在于,所述轴向紧固定位系统包括分别设置于所述钢板支承结构前后两侧的定位端面和压紧端面,所述定位端面与所述机架固定连接,所述压紧端面与驱动其前后移动的压紧端面驱动机构固定连接。
9.根据权利要求8所述的一种高温合金棒料硬包柱面套拟手自动包装设备,其特征在于,所述压紧端面驱动机构包括压紧丝杠模块,所述压紧丝杠模块的丝杆前后延伸,丝母与所述压紧端面固定连接,所述压紧丝杠模块的丝杆通过压紧联轴器与压紧电机连接。
技术总结
本发明提供一种高温合金棒料硬包柱面套拟手自动包装设备,包括拟手包裹系统、钢板支承结构、轴向紧固定位系统、机架;所述拟手包裹系统由两个双摇杆机构以及一个五杆机构共同作用,在单驱动提供动力时完成对一定直径变化的棒料包裹,实现棒料柱面快速自动包套,能降低工人劳动强度、提高包装效率和产品质量;并且包装设备驱动少,进行包装的主要机构只需单个驱动就可完成包裹工作,控制简单、维护成本低。
技术研发人员:邱雪松,邵梓康,高芮琳,姚建涛,石新宇,李玉航,吴承霖
受保护的技术使用者:燕山大学
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!