一种汽车排气管件自动加工线的制作方法
本发明涉及汽车零部件加工,具体涉及一种汽车排气管件自动加工线。
背景技术:
1、随着智能科技的不断创新和发展,企业的生产方式也发生了巨大的改变,从生产过程都依靠人力生产的传统生产制造模式到逐步使用自动化生产设备代替人工的智能自动化生产。一款管件的生产制造需要多道工序多台设备生产加工才能完成,单机生产只能完成管件生产过程中的单一的某项工序,功能有限。在完成好某道工序后,已完成的半成品还需要通过取料设备传递给其他设备继续下一道的生产工序。
2、完成整个生产需要一系列不同功能的设备和人工参与才能完成,这样增加了生产员工和设备,无形中也增加了生产成本,不利于管件生产效率。
3、基于此,本发明设计了一种汽车排气管件自动加工线以解决上述问题。
技术实现思路
1、针对现有技术所存在的上述缺点,本发明提供了一种汽车排气管件自动加工线。
2、为实现以上目的,本发明通过以下技术方案予以实现:
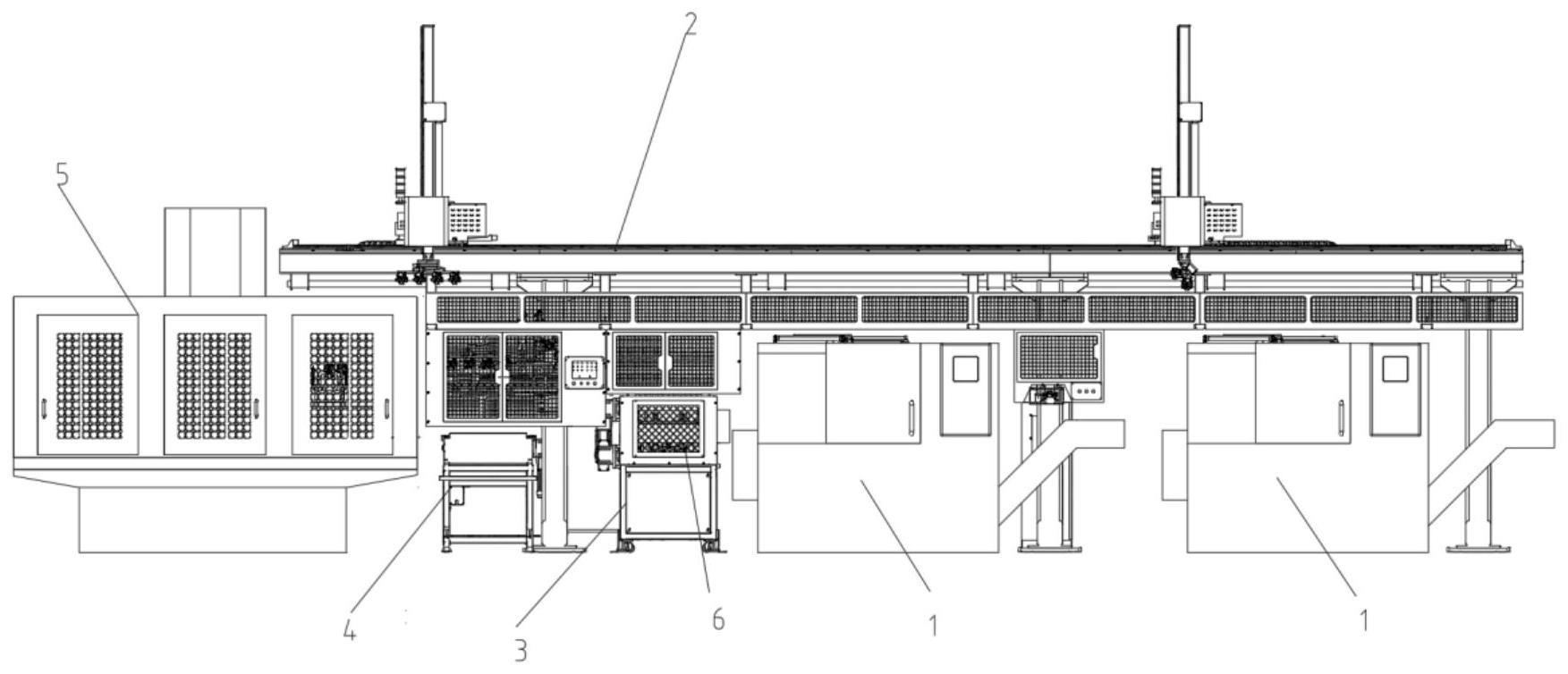
3、一种汽车排气管件自动加工线,包括二序加工机床和两组一序加工机床,还包括:
4、上料组件,用于连续将管件进行连续上料;
5、双取料机械手,用于将管件从上料组件上取料后分别移动至两组一序加工机床中进行一序加工,再将管件移动至检测组件上;将管件从检测组件上取料后移动至二序加工机床中进行二序加工,最后将管件移动至下料传送带上;
6、检测组件,用于对在一序加工机床中完成一序加工后的管件进行通规检测和止规检测,并将次品剔除;
7、下料传送带,用于将加工后的管件进行下料输送。
8、更进一步的,所述双取料机械手包括支撑横梁,且:
9、所述支撑横梁的顶部水平固定安装有用于对八工位机械手和双工位机械手的移动进行导向的滑轨;
10、所述支撑横梁上安装有用于将管件从上料组件上取料后分别移动至两组一序加工机床中进行一序加工,再将管件移动至检测组件上的双工位机械手;
11、所述支撑横梁上安装有用于将管件从检测组件上取料后移动至二序加工机床中进行二序加工,以及将加工后的管件移动至下料传送带上的八工位机械手。
12、更进一步的,所述支撑横梁的下端侧壁上安装有用于对一序加工机床加工后的管件进行抽检外形是否合格的临检组件。
13、更进一步的,所述双工位机械手包括竖向移动组件b、横向移动组件b和直角旋转夹持组件;横向移动组件b固定安装在支撑横梁上,且横向移动组件b的驱动端与滑轨连接;竖向移动组件b安装在横向移动组件b的输出端上,竖向移动组件b的输出端上安装有直角旋转夹持组件。
14、更进一步的,所述八工位机械手包括竖向移动组件a、横向移动组件a和八工位旋转夹持组件;横向移动组件a固定安装在支撑横梁上,且横向移动组件a的驱动端与滑轨连接;竖向移动组件a安装在横向移动组件a的输出端上,竖向移动组件a的输出端上安装有八工位旋转夹持组件。
15、更进一步的,所述上料组件包括机箱、第一链轮驱动组件、第二链轮驱动组件、支撑载具、第一顶升组件和第二顶升组件;第一链轮驱动组件、第二链轮驱动组件、支撑载具、第一顶升组件和第二顶升组件均安装在机箱的内部;机箱的内底部两端分别安装有用于对支撑载具进行支撑和顶升的第一顶升组件和第二顶升组件;机箱的内部上端和内部中部分别安装有用于输送支撑载具的第一链轮驱动组件和第二链轮驱动组件;支撑载具的底部与第一链轮驱动组件和第二链轮驱动组件的顶部接触连接。
16、更进一步的,所述第一顶升组件包括竖向活动组件a、导向组件a和限位件a;竖向活动组件a的输出端外侧固定安装有用于与支撑载具卡接的限位件a,竖向活动组件a的输出端上安装有导向组件a。
17、更进一步的,所述第二顶升组件包括竖向活动组件b、导向组件b、平移滚动件和限位件b;竖向活动组件b的输出端外侧滑动安装有用于与支撑载具卡接的限位件b,竖向活动组件b的输出端上安装有导向组件b;平移滚动件与竖向活动组件b和限位件b连接。
18、更进一步的,所述检测组件包括固定安装座、废料取出组件、第一检测组件、自锁式夹具、螺纹通规检测组件、螺纹止规检测组件和第二检测组件;所述固定安装座与支撑横梁固定连接;所述固定安装座的顶部安装有用于驱动一序加工机床加工后的管件移动的平移组件;所述平移组件的顶部安装有自锁式夹具;所述固定安装座在平移组件的前后侧分别安装有螺纹止规检测组件和螺纹通规检测组件,且螺纹止规检测组件和螺纹通规检测组件错位分布,所述固定安装座在螺纹止规检测组件的右端安装有两组第二检测组件,且两组第二检测组件分别位于平移组件的前后侧,所述固定安装座在螺纹通规检测组件的左端连接有废料取出组件,且固定安装座的左侧前端等间距安装有若干组第一检测组件,所述第一检测组件设于平移组件的前侧。
19、更进一步的,所述自锁式夹具包括夹具组件和推动组件,夹具组件等间距安装在平移组件的顶部,夹具组件连接有推动组件;所述推动组件安装在螺纹通规检测组件的下端。
20、有益效果
21、本发明通过上料组件完成对管件进行连续的上料,通过双取料机械手从上料组件上取管件后分别移动至两组一序加工机床中进行一序加工,再将管件移动至检测组件上,检测组件对在一序加工机床中完成一序加工后的管件进行通规检测和止规检测,并将次品剔除之后通过双取料机械手从检测组件上取管件后移动至二序加工机床中进行二序加工,之后通过双取料机械手将加工后的管件移动至下料传送带上,最后通过下料传送带将管件进行下料输送;
22、本发明可实现汽车排气管件的自动加工线,管件经过上料、一序加工、检测、二序加工、下料工序,可实现自动化生产,生产效率高,有利于节省人力成本;且能保证管件成品率高,设备运行稳定。
技术特征:
1.一种汽车排气管件自动加工线,包括二序加工机床(5)和两组一序加工机床(1),其特征在于,还包括:
2.根据权利要求1所述的汽车排气管件自动加工线,其特征在于,所述双取料机械手(2)包括支撑横梁(21),且:
3.根据权利要求2所述的汽车排气管件自动加工线,其特征在于,所述支撑横梁(21)的下端侧壁上安装有用于对一序加工机床(1)加工后的管件进行抽检外形是否合格的临检组件(24)。
4.根据权利要求2或3所述的汽车排气管件自动加工线,其特征在于,所述双工位机械手(25)包括竖向移动组件b、横向移动组件b和直角旋转夹持组件;横向移动组件b固定安装在支撑横梁(21)上,且横向移动组件b的驱动端与滑轨(22)连接;竖向移动组件b安装在横向移动组件b的输出端上,竖向移动组件b的输出端上安装有直角旋转夹持组件。
5.根据权利要求4所述的汽车排气管件自动加工线,其特征在于,所述八工位机械手(23)包括竖向移动组件a、横向移动组件a和八工位旋转夹持组件;横向移动组件a固定安装在支撑横梁(21)上,且横向移动组件a的驱动端与滑轨(22)连接;竖向移动组件a安装在横向移动组件a的输出端上,竖向移动组件a的输出端上安装有八工位旋转夹持组件。
6.根据权利要求5所述的汽车排气管件自动加工线,其特征在于,所述上料组件(3)包括机箱(31)、第一链轮驱动组件(32)、第二链轮驱动组件(34)、支撑载具(36)、第一顶升组件(37)和第二顶升组件(310);第一链轮驱动组件(32)、第二链轮驱动组件(34)、支撑载具(36)、第一顶升组件(37)和第二顶升组件(310)均安装在机箱(31)的内部;机箱(31)的内底部两端分别安装有用于对支撑载具(36)进行支撑和顶升的第一顶升组件(37)和第二顶升组件(310);机箱(31)的内部上端和内部中部分别安装有用于输送支撑载具(36)的第一链轮驱动组件(32)和第二链轮驱动组件(34);支撑载具(36)的底部与第一链轮驱动组件(32)和第二链轮驱动组件(34)的顶部接触连接。
7.根据权利要求6所述的汽车排气管件自动加工线,其特征在于,所述第一顶升组件(37)包括竖向活动组件a、导向组件a和限位件a;竖向活动组件a的输出端外侧固定安装有用于与支撑载具(36)卡接的限位件a,竖向活动组件a的输出端上安装有导向组件a。
8.根据权利要求7所述的汽车排气管件自动加工线,其特征在于,所述第二顶升组件(310)包括竖向活动组件b、导向组件b、平移滚动件和限位件b;竖向活动组件b的输出端外侧滑动安装有用于与支撑载具(36)卡接的限位件b,竖向活动组件b的输出端上安装有导向组件b;平移滚动件与竖向活动组件b和限位件b连接。
9.根据权利要求8所述的汽车排气管件自动加工线,其特征在于,所述检测组件(6)包括固定安装座(61)、废料取出组件(62)、第一检测组件(63)、自锁式夹具(64)、螺纹通规检测组件(65)、螺纹止规检测组件(66)和第二检测组件(67);所述固定安装座(61)与支撑横梁(21)固定连接;所述固定安装座(61)的顶部安装有用于驱动一序加工机床(1)加工后的管件移动的平移组件(68);所述平移组件(68)的顶部安装有自锁式夹具(64);所述固定安装座(61)在平移组件(68)的前后侧分别安装有螺纹止规检测组件(66)和螺纹通规检测组件(65),且螺纹止规检测组件(66)和螺纹通规检测组件(65)错位分布,所述固定安装座(61)在螺纹止规检测组件(66)的右端安装有两组第二检测组件(67),且两组第二检测组件(67)分别位于平移组件(68)的前后侧,所述固定安装座(61)在螺纹通规检测组件(65)的左端连接有废料取出组件(62),且固定安装座(61)的左侧前端等间距安装有若干组第一检测组件(63),所述第一检测组件(63)设于平移组件(68)的前侧。
10.根据权利要求9所述的汽车排气管件自动加工线,其特征在于,所述自锁式夹具(64)包括夹具组件和推动组件,夹具组件等间距安装在平移组件(68)的顶部,夹具组件连接有推动组件;所述推动组件安装在螺纹通规检测组件(65)的下端。
技术总结
本发明公开了一种汽车排气管件自动加工线,属于汽车零部件加工技术领域,包括二序加工机床和两组一序加工机床,还包括:上料组件,用于连续将管件进行连续上料;双取料机械手,用于将管件移动至两组一序加工机床中进行一序加工,再将管件移动至检测组件上;将管件移动至二序加工机床中进行二序加工,最后将管件移动至下料传送带上;检测组件,用于对在一序加工机床中完成一序加工后的管件进行通规检测和止规检测,并将次品剔除。通过上述方式,本发明可实现汽车排气管件的自动加工线,管件经过上料、一序加工、检测、二序加工、下料工序,可实现自动化生产,有利于节省人力成本;且能保证管件成品率高,设备运行稳定。
技术研发人员:王春才,吴勇臻
受保护的技术使用者:苏州众捷汽车零部件股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!