异形件的工装夹具及钻孔方法与流程
本发明涉及异形件钻孔,尤其涉及一种异形件的工装夹具及钻孔方法。
背景技术:
1、输送带设备在矿业、钢厂等行业中用于长距离运输。现有的输送带设备通过支撑输送带的高精度支架保证输送带的运行精度。而支架中的s端板是保证支架整体制作精度的重要因素。
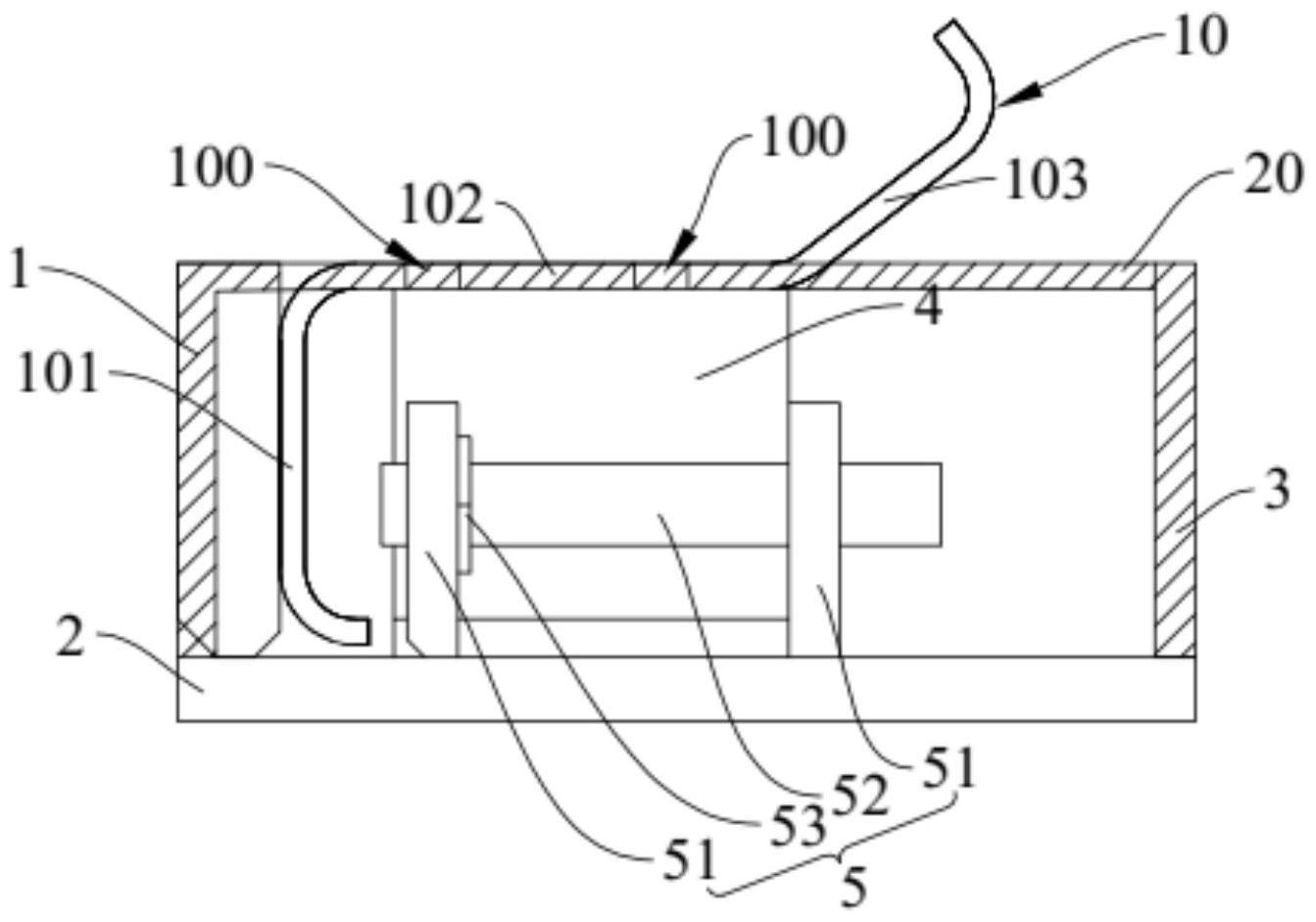
2、如图1所示,s端板10为非标工件,具有端头101、水平部102和倾斜部103。在s端板10的制作过程中需要在水平部102上进行钻孔,以加工出组装孔100。由于s端板10为异形板,装夹困难,而且对组装孔100的加工精度要求较高,采用人工画线钻孔后孔距公差达不到设计精度要求。而采用预制模板套钻孔,虽然孔距精度能够达到要求,但s端板10的使用数量巨大,且组装孔100的孔径和孔距的尺寸各式各样,需要制作多种类型的模板套,导致模板套的制造成本较高,而且相对于人工画线方式,模板套钻孔方式同样难以有效提升钻孔加工效率。
技术实现思路
1、本发明的目的在于提供一种异形件的工装夹具及钻孔方法,以解决现有技术中存在的s端板的钻孔精度低、钻孔效率低及加工成本高的技术问题。
2、为达此目的,本发明所采用的技术方案是:
3、异形件的工装夹具,包括:
4、第一侧板、底板与第二侧板,第一侧板与第二侧板分别垂直设置于底板宽度方向的两侧;
5、支撑件,设置于底板上;s端板的待钻孔的水平部设置于支撑件上,并与第一侧板和第二侧板共同模拟出槽钢结构;
6、锁止组件,设置于底板上,以将s端板的端头抵紧在第一侧板的内侧或松开端头。
7、作为优选方案,锁止组件包括:
8、支架,设置于底板上;
9、锁柱,活动设置于支架上,并能够抵紧或松开端头。
10、作为优选方案,支架包括两个立板,底板沿其宽度方向间隔设置有两个立板,一个立板上开设有第一孔,另一个立板上同轴开设有第二孔;
11、锁柱依次活动地穿设于第一孔与第二孔内,并与第一孔或第二孔螺纹连接。
12、作为优选方案,第二侧板贯穿开设有操作孔,操作孔与对应的第一孔和第二孔同轴设置。
13、作为优选方案,支撑件具有多个,底板沿其长度方向间距可调地设置有多个支撑件,水平部的钻孔区域位于相邻两个支撑件之间。
14、作为优选方案,水平部的上表面、第一侧板的上端面及第二侧板的上端面共面。
15、异形件的钻孔加工方法,包括如下步骤:
16、s1:将s端板装夹于权利要求1~6中任一项的异形件的工装夹具内,以使s端板水平部、第一侧板与第二侧板共同模拟出槽钢结构;
17、s2:异形件的工装夹具固定于钻孔机床的装夹工位;
18、s3:将水平部的钻孔区域的孔位坐标转换至模拟出的槽钢结构上,并编写钻孔加工程序;
19、s4:钻孔机床根据钻孔加工程序在水平部的钻孔区域进行钻孔加工。
20、作为优选方案,在步骤s1中,现将水平部支撑设置于支撑件上,然后通过锁止组件将s端板的端头抵紧在第一侧板的内侧。
21、作为优选方案,在步骤s2中,异形件的工装夹具设置于装夹工位的装夹台上,两个压轮分别从水平方方向和竖直方向将异形件的工装夹具抵紧在装夹台。
22、作为优选方案,异形件的钻孔加工方法还包括步骤s5:当钻孔机床在水平部的一个钻孔区域完成钻孔加工后,两个压轮驱动异形件的工装夹具相对于装夹台移动,以使钻孔机床继续在下一个钻孔区域进行钻孔加工。
23、本发明的有益效果为:
24、本发明提出的异形件的工装夹具,锁止组件将s端板的端头抵紧在第一侧板的内侧,s端板的水平部设置于支撑件上,并与第一侧板和第二侧板共同模拟出槽钢结构。通过将s端板装夹于异形件的工装夹具内,使得s端板的水平部作为模拟出的槽钢结构的顶板进行钻孔加工。由于槽钢结构为标准型材,便于进行数控钻孔加工,降低了s端板的钻孔难度,无需人工画线或使用模板套钻孔,提高了s端板的钻孔精度和钻孔效率,降低了加工成本。
25、本发明提出的异形件的钻孔加工方法,通过将s端板装夹于上述的异形件的工装夹具内,以使s端板的水平部、第一侧板与第二侧板共同模拟出槽钢结构。然后将s端板的水平部的钻孔区域的孔位坐标转换至模拟出的槽钢结构上,并编写钻孔加工程序,最后通过钻孔机床在水平部的钻孔区域进行钻孔加工。由于槽钢结构为标准型材,便于编写钻孔加工程序,以通过钻孔机床进行数控钻孔加工,降低了s端板的钻孔难度,无需人工画线或者使用模板套钻孔,提高了s端板的钻孔精度和钻孔效率,降低了加工成本。
技术特征:
1.异形件的工装夹具,其特征在于,包括:
2.根据权利要求1所述的异形件的工装夹具,其特征在于,所述锁止组件(5)包括:
3.根据权利要求2所述的异形件的工装夹具,其特征在于,所述支架包括两个立板(51),所述底板(2)沿其宽度方向间隔设置有两个所述立板(51),一个所述立板(51)上开设有第一孔,另一个所述立板(51)上同轴开设有第二孔;
4.根据权利要求3所述的异形件的工装夹具,其特征在于,所述第二侧板(3)贯穿开设有操作孔(31),所述操作孔(31)与对应的所述第一孔和所述第二孔同轴设置。
5.根据权利要求1~4中任一项所述的异形件的工装夹具,其特征在于,所述支撑件(4)具有多个,所述底板(2)沿其长度方向间距可调地设置有多个所述支撑件(4),所述水平部(102)的钻孔区域位于相邻两个所述支撑件(4)之间。
6.根据权利要求1~4中任一项所述的异形件的工装夹具,其特征在于,所述水平部(102)的上表面、所述第一侧板(1)的上端面及所述第二侧板(3)的上端面共面。
7.异形件的钻孔加工方法,其特征在于,包括如下步骤:
8.根据权利要求7所述的异形件的钻孔加工方法,其特征在于,在步骤s1中,所述水平部(102)支撑设置于所述支撑件(4)上,然后通过所述锁止组件(5)将所述s端板(10)的端头(101)抵紧在所述第一侧板(1)的内侧。
9.根据权利要求7所述的异形件的钻孔加工方法,其特征在于,在步骤s2中,所述异形件的工装夹具设置于所述装夹工位的装夹台(6)上,两个压轮(62)分别从水平方方向和竖直方向将所述异形件的工装夹具抵紧在所述装夹台(6)。
10.根据权利要求9所述的异形件的钻孔加工方法,其特征在于,所述异形件的钻孔加工方法还包括步骤s5:当所述钻孔机床在所述水平部(102)的一个钻孔区域完成钻孔加工后,两个所述压轮(62)驱动所述异形件的工装夹具相对于所述装夹台(6)移动,以使所述钻孔机床继续在下一个所述钻孔区域进行钻孔加工。
技术总结
本发明涉及异形件钻孔技术领域,尤其涉及一种异形件的工装夹具及钻孔方法。异形件的工装夹具,异形件的工装夹具包括第一侧板、底板、第二侧板、支撑件和锁止组件,第一侧板与第二侧板分别垂直设置于底板宽度方向的两侧。支撑件设置于底板上。S端板的待钻孔的水平部设置于支撑件上,并与第一侧板和第二侧板共同模拟出槽钢结构。锁止组件设置于底板上,以将S端板的端头抵紧在第一侧板的内侧或松开端头。异形件的钻孔加工方法通过将S端板装夹于上述的异形件的工装夹具内,以使水平部、第一侧板与第二侧板共同模拟出槽钢结构,并通过钻孔机床进行钻孔加工,无需人工画线或使用模板套钻孔,提高了S端板的钻孔精度和钻孔效率,降低了加工成本。
技术研发人员:刘刚强,文勇华,黄杰华,陈俊军,陈伟琼
受保护的技术使用者:中山广船国际船舶及海洋工程有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!