一种自调节式大规格工件铣镗加工车床及方法与流程
本发明涉及机床加工,尤其涉及一种自调节式大规格工件铣镗加工车床及方法。
背景技术:
1、在将机械工件胚料加工成型时,可以通过各类机床来完成各类作业。但是有些工件胚料的体型较大,摆放在机床上加工时,对大规格尺寸工件胚料进行固定就是一个难题。机床为了对大规格尺寸的工件胚料进行高精度精准的加工处理,都会加强对大规格尺寸工件胚料的夹持力度。但增大了夹持力度,显然夹持时所要输出的驱动能耗必然增大,而且工件胚料的加工过程可能很长,对于一些夹持时需要维持夹紧固定状态的夹持机构来说,其能耗就有可能大幅度增加。而一些原始的工件胚料外表不够平整,需要夹持固定的侧面不够平整,也容易增大夹持固定难度,为了保证整体的夹持稳固性,甚至又会导致过度的能耗输出。因此,设计一种适宜程度的夹持,实现既能保证大规格尺寸工件胚料的稳固夹持、又不会导致能耗过多浪费的机构,成为降低工业生产能耗、实现节能减排的一种重要技术手段。
技术实现思路
1、本发明要解决的技术问题是提供一种自调节式大规格工件铣镗加工车床及方法,从而既实现了大规格尺寸工件胚料的稳固夹持,又不会导致在整个夹持过程中过度的能耗浪费。
2、为解决上述技术问题,本发明是通过以下技术方案实现的:
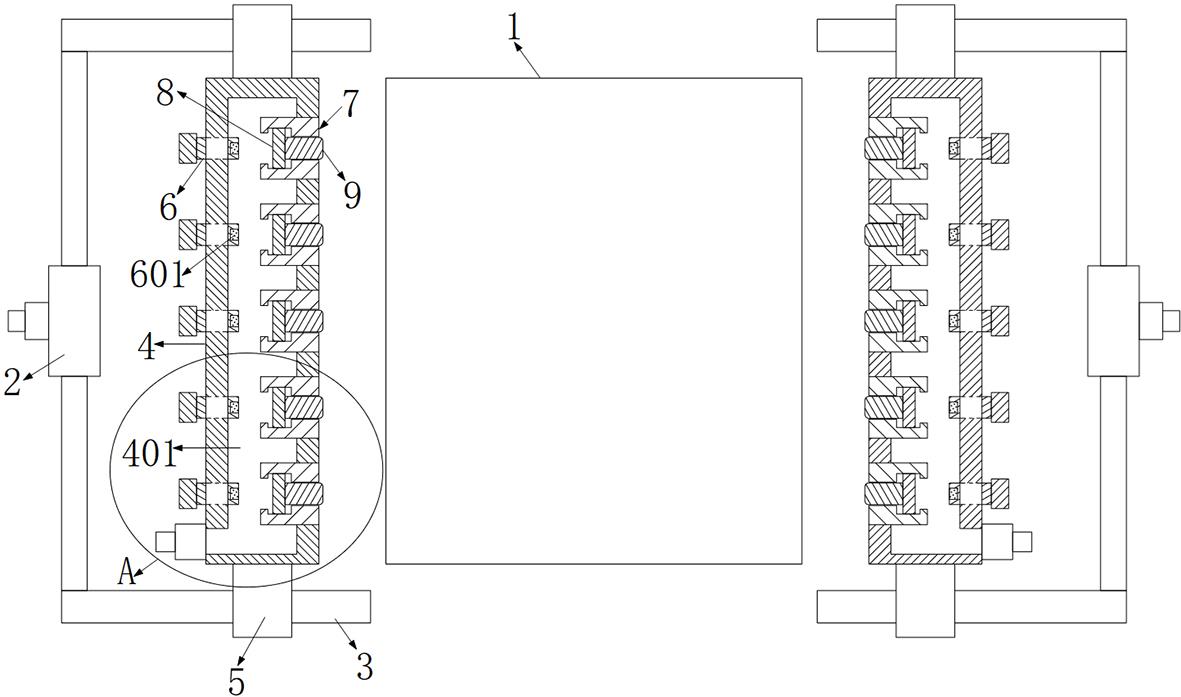
3、本发明提供一种自调节式大规格工件铣镗加工车床,工件胚料置于工件支撑台上侧,工件支撑台两侧都配置有气动驱动机构,气动驱动机构边侧位置配置有气动导轨,气动导轨上安装有夹持推进体,夹持推进体内部开设有气流空腔,夹持推进体背侧配置有与气流空腔连通的气流端口。夹持推进体背侧板安装有若干均匀分布的传感检测杆,传感检测杆内侧端位于气流空腔中,传感检测杆内侧端嵌入安装有距离传感模块。夹持推进体前侧板安装有若干均匀分布的活塞筒,活塞筒内部配置有导向活塞,导向活塞一侧连接有夹持推杆,距离传感模块探测的方位正对导向活塞侧端面的中心位置。夹持推进体前侧面开设有条形收纳槽,条形收纳槽位置处弹性安装有减震条形盒,减震条形盒前侧配置有网孔橡胶条板,夹持推进体前侧面嵌入安装有位于条形收纳槽两侧位置的压力传感模块。
4、作为本发明中大规格工件铣镗加工车床的一种优选技术方案:气流端口包括进气口、回气口,气流端口的进气口、回气口都配置有独立的气体阀门。
5、作为本发明中大规格工件铣镗加工车床的一种优选技术方案:活塞筒的外侧面与夹持推进体的前侧面齐平,活塞筒包括与气流空腔连通的活塞腔,导向活塞安装在活塞腔中,活塞筒包括与外界连通的推杆通槽,夹持推杆配合安装在推杆通槽位置处。
6、作为本发明中大规格工件铣镗加工车床的一种优选技术方案:夹持推进体两侧配置有安装在气动导轨上的推进支架,夹持推进体背侧板开设有若干用于密封安装传感检测杆的背侧安装口,夹持推进体前侧板开设有若干用于密封安装活塞筒的前侧安装口。
7、作为本发明中大规格工件铣镗加工车床的一种优选技术方案:条形收纳槽内配置有用于弹性支撑减震条形盒的弹性件,设条形收纳槽槽深尺寸为da,设减震条形盒与网孔橡胶条板的厚度之和为db,则da>db。
8、作为本发明中大规格工件铣镗加工车床的一种优选技术方案:减震条形盒前侧面为敞口结构,网孔橡胶条板与减震条形盒的边缘部位密封贴合。
9、作为本发明中大规格工件铣镗加工车床的一种优选技术方案:减震条形盒内填充泡沫颗粒,网孔橡胶条板开设有贯通式的网孔,网孔直径尺寸小于泡沫颗粒的直径尺寸。
10、本发明提供一种自调节式大规格工件铣镗加工车床的控制方法,包括以下内容:
11、㈠弹性减震化接触支撑
12、工件胚料到达工件支撑台上侧位置后,气动驱动机构驱动气动导轨动作,带动夹持推进体朝向工件胚料侧面位置移动,夹持推进体前侧面的网孔橡胶条板与工件胚料侧面挤压接触,直至压力传感模块传感检测到挤压时,气动驱动机构停止对夹持推进体的推进并且气动驱动机构锁定当前供给气压。
13、㈡点位化加固夹持
14、①初始平板测试
15、在组装好夹持推进体后,以一定压力在夹持推进体前侧面覆盖一层平整板块,向夹持推进体的气流空腔中充入一定气压的压力,保证所有夹持推杆外侧端面都与夹持推进体前侧面齐平,距离传感模块传感检测导向活塞的初始安装距离,设为{la1,la2,la3,...,lan}。
16、②初步夹持检测
17、当完成弹性减震化接触支撑后,向夹持推进体的气流空腔中充入一定气压的压力,距离传感模块传感检测导向活塞的初步夹持距离,设为{lb1,lb2,lb3,...,lbn}。
18、③检测距离差
19、控制系统内对导向活塞的初步夹持距离与初步安装距离进行差值分析,设差值集合为{lc1,lc2,lc3,...,lcn},其中lc1=lb1-la1,lc2=lb2-la2,lc3=lb3-la3,...,lcn=lbn-lan。控制系统对距离差总和进行累加计算,设距离差总和为lm,则距离差总和lm=lc1+lc2+lc3+...+lcn。
20、④二次夹持气压补充
21、控制系统根据距离差总和向气流空腔进行对应程度的二次夹持气压补充,设二次夹持气压补充的气压增量为△p,则气压增量△p∝距离差总和lm。
22、作为本发明中加工机床控制方法的一种优选技术方案:设完成二次夹持气压补充后,夹持推进体的气流空腔充入的总气压为pw,则pw=po+△p,其中,po为初步夹持检测时向夹持推进体的气流空腔中充入的气压压力。
23、与现有的技术相比,本发明的有益效果是:
24、本发明通过设计分段式气动夹持机构,通过气动驱动机构、气动导轨带动夹持推进体对工件胚料进行初步的固定夹持,在通过夹持推进体中初步夹持和二次夹持的气动夹持过程,根据工件胚料本身的外在结构特性适配出最佳的夹持驱动力,既实现了大规格尺寸工件胚料的稳固夹持,又不会导致在整个夹持过程中过度的能耗浪费。
技术特征:
1.一种自调节式大规格工件铣镗加工车床,工件胚料(1)置于工件支撑台上侧,工件支撑台两侧都配置有气动驱动机构(2),所述气动驱动机构(2)边侧位置配置有气动导轨(3),其特征在于:
2.根据权利要求1所述的一种自调节式大规格工件铣镗加工车床,其特征在于:
3.根据权利要求1所述的一种自调节式大规格工件铣镗加工车床,其特征在于:
4.根据权利要求1所述的一种自调节式大规格工件铣镗加工车床,其特征在于:
5.根据权利要求1所述的一种自调节式大规格工件铣镗加工车床,其特征在于:
6.根据权利要求1或5所述的一种自调节式大规格工件铣镗加工车床,其特征在于:
7.根据权利要求6所述的一种自调节式大规格工件铣镗加工车床,其特征在于:
8.一种自调节式大规格工件铣镗加工车床的控制方法,其特征在于,采用权利要求1至7中任一项所述的一种自调节式大规格工件铣镗加工车床,包括以下步骤:
9.根据权利要求8所述的一种自调节式大规格工件铣镗加工车床的控制方法,其特征在于:
技术总结
本发明公开了一种自调节式大规格工件铣镗加工车床及方法,涉及机床加工技术领域。本发明中:气动导轨上安装有夹持推进体,夹持推进体内部开设有气流空腔,夹持推进体背侧配置有与气流空腔连通的气流端口。夹持推进体背侧板安装有若干均匀分布的传感检测杆,传感检测杆内侧端位于气流空腔中,传感检测杆内侧端嵌入安装有距离传感模块。夹持推进体前侧板安装有若干均匀分布的活塞筒,活塞筒内部配置有导向活塞,导向活塞一侧连接有夹持推杆,距离传感模块探测的方位正对导向活塞侧端面的中心位置。本发明既实现了大规格尺寸工件胚料的稳固夹持,又不会导致在整个夹持过程中过度的能耗浪费。
技术研发人员:冯兴力
受保护的技术使用者:四川卡雷亚数控机床有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!