一种基于轧钢微张力误调整的修正方法与流程
本发明涉及轧钢,尤其涉及一种基于轧钢微张力误调整的修正方法。
背景技术:
1、传统轧线自动化控制的核心技术包括轧件跟踪、速度级联、速度自适应、速度补偿、微张力控制、活套控制、飞剪控制等内容。其中微张力控制是轧制智能控制的核心内容,实际生产过程中,由于温度、变形以及设备等细微的变化常常会造成轧制微张力异常波动,从而导致微张力控制异常。
2、在传统长材轧线自动化系统中,由于设备生产等异常变化,轧制过程中张力偶尔会产生异常波动(波动大于死区),造成微张力控制系统误调整,进而导致轧制料型、尺寸异常,严重时甚至会憋钢。
技术实现思路
1、针对现有技术中存在的问题,本发明将钢坯头部咬入当前机架时上游机架的转矩值与咬入前上游机架的转矩值进行对比,从而计算出相应的头部张力值,并设定死区(不调整区)值,如头部张力值超过死区值,则进行相应调整来降低轧制张力,反之则不进行调整。
2、本发明所采用的技术方案是:一种基于轧钢微张力误调整的修正方法包括以下步骤:
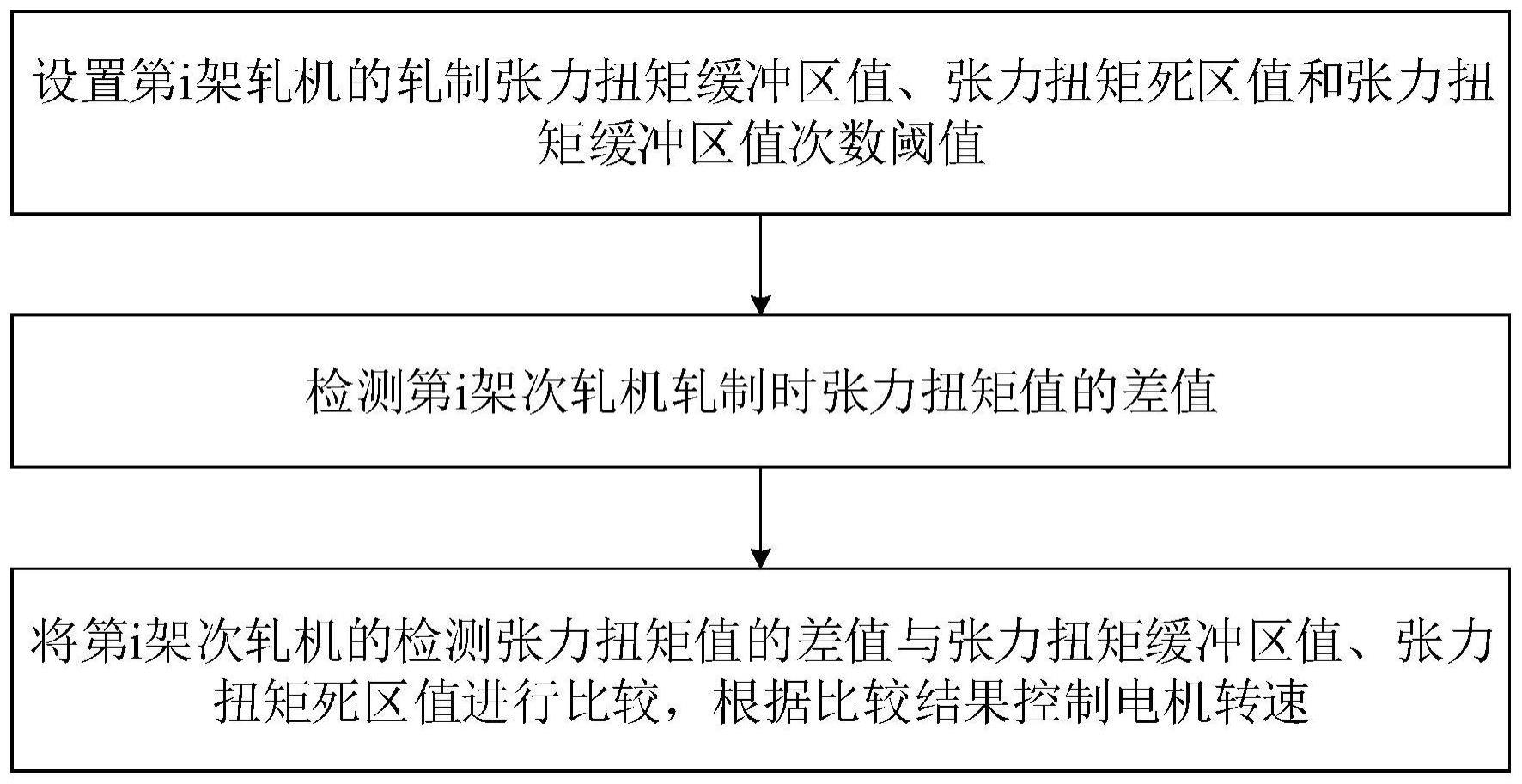
3、步骤一、设置第i架轧机的轧制张力扭矩缓冲区值、张力扭矩死区值和张力扭矩缓冲区值次数阈值;
4、步骤二、检测第i架次轧机轧制时张力扭矩值的差值;
5、进一步的,差值的公式为:
6、△simi=simi2-simi1;
7、其中,simi2为第i+1架轧机的扭矩值,simi1为第i架轧机的扭矩值。
8、步骤三、将第i架次轧机的检测张力扭矩值的差值与张力扭矩缓冲区值、张力扭矩死区值进行比较,根据比较结果控制电机转速;
9、进一步的,控制电机转速具体包括:
10、当丨△simi丨≥simmax,立即调整第i轧机电机转速;
11、当丨△simi丨≤simmin,则扭矩安全不需要调整;
12、当连续n支坯料轧制时张力扭矩的差值满足simmin<丨△simi丨<simmax,调整第i轧机电机转速。
13、进一步的,调整第i轧机电机转速的公式为:
14、△vi=pni/(simni+△simi)-vni;
15、其中,pni为张力平衡时轧机电机负荷值,vni为张力平衡时轧机电机转速;simni为张力平衡时轧机电机扭矩值,△simi为实际张力扭矩值。
16、本发明的有益效果:
17、1、本发明控制方法简单,针对不同的张力差值场景设置不同的控制策略,解决轧制过程中张力偶尔异常波动,造成微张力控制系统误调整的问题。
技术特征:
1.一种基于轧钢微张力误调整的修正方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的基于轧钢微张力误调整的修正方法,其特征在于,差值的公式为:
3.根据权利要求1所述的基于轧钢微张力误调整的修正方法,其特征在于,控制电机转速具体包括:
4.根据权利要求1所述的基于轧钢微张力误调整的修正方法,其特征在于,调整第i轧机电机转速的公式为:
技术总结
本发明涉及轧钢技术领域,尤其涉及一种基于轧钢微张力误调整的修正方法,包括设置第i架轧机的轧制张力扭矩缓冲区值、张力扭矩死区值和张力扭矩缓冲区值次数阈值;检测第i架次轧机轧制时张力扭矩值的差值;将第i架次轧机的检测张力扭矩值的差值与张力扭矩缓冲区值、张力扭矩死区值进行比较,根据比较结果控制电机转速。本发明将钢坯头部咬入当前机架时上游机架的转矩值与咬入前上游机架的转矩值进行对比,从而计算出相应的头部张力值,并设定死区值,如头部张力值超过死区值,则进行相应调整来降低轧制张力,反之则不进行调整。
技术研发人员:谭贝,王一谦,张海东,王文虎,武东凯,戚文娴
受保护的技术使用者:中天钢铁集团有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!