一种面向ATE弹簧探针预组装的闸门结构的制作方法
本发明涉及精密仪器和半导体制造设备,具体涉及一种面向ate弹簧探针预组装的闸门结构。
背景技术:
1、裸芯在封装前要进行测试,测试方式是将裸芯放置在测试插座中,测试插座底部的ate弹簧探针与裸芯的焊盘或凸块接触,ate弹簧探针用于实现集成电路测试机(automatic test equipment,ate)与裸芯电连接,通过向裸芯烧写程序并读取,来判断裸芯是否为良品。
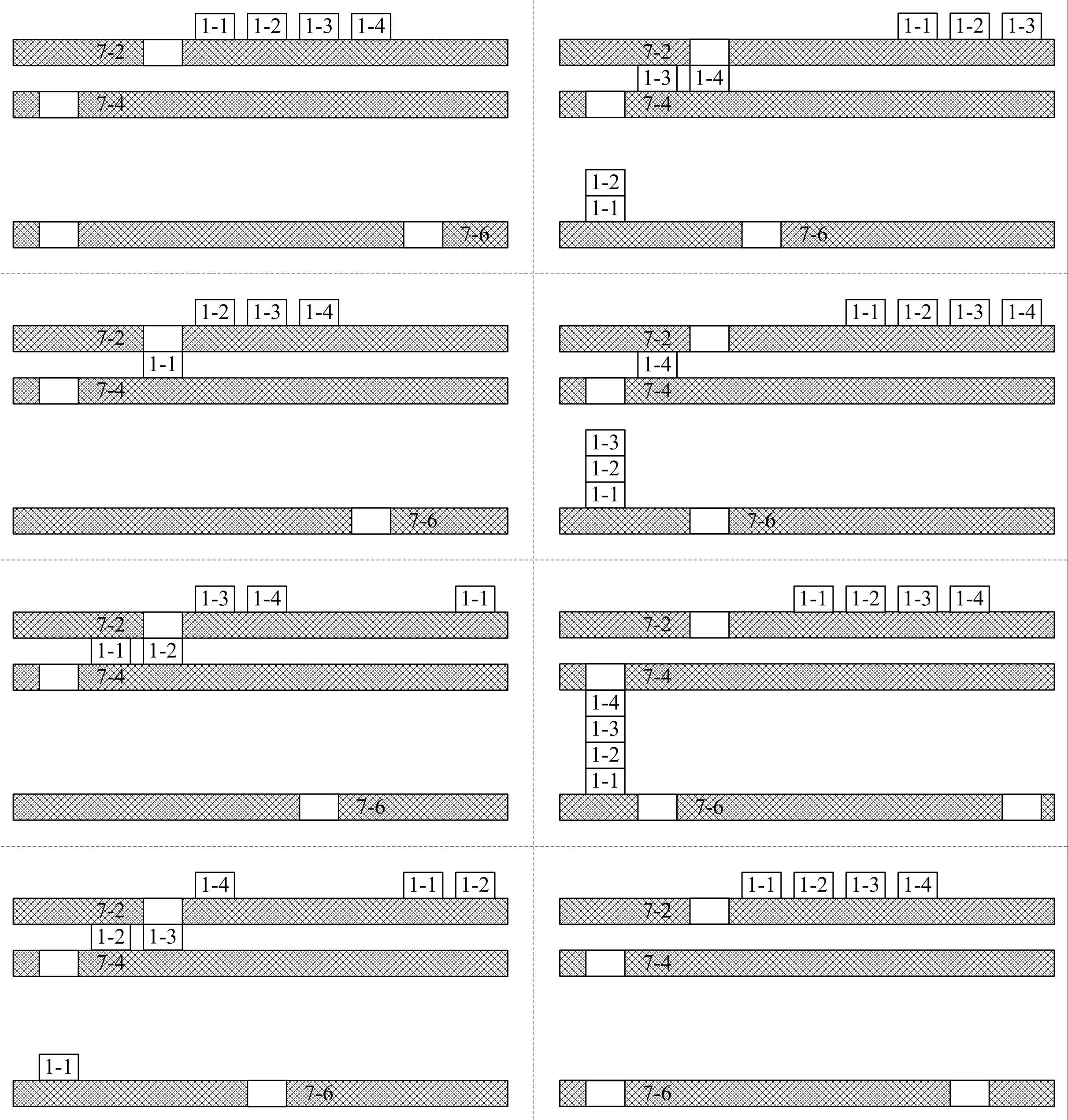
2、为了确保ate与裸芯有效电连接,往往将ate弹簧探针设计成弹性结构,最常见的结构如图1所示,包括针管1-1,针尾1-2,弹簧1-3和针头1-4;其中,针尾1-2装入到针管1-1中,并从针管1-1底部伸出,弹簧1-3也装入到针管1-1中,位于针尾1-2上方,针头1-4同样装入到针管1-1中,位于弹簧1-3上方;将针尾1-2,弹簧1-3和针头1-4装入到针管1-1中,就完成了ate弹簧探针预组装;针头1-4底部设计成具有一圈凹槽的结构,在预组装完成后,在专用设备上将针管1-1向凹槽方向砸入,即可实现对针头1-4相对针管1-1固定,针尾1-2相对针管1-1运动的结构。
3、ate弹簧探针装配属于半导体产业链上非常窄小的一个环节,涉猎到该领域的企业屈指可数,因此其配套装备的发展也相对较慢。目前,ate弹簧探针预组装还是依靠人工来完成,即组装工人手持镊子将针尾1-2,弹簧1-3和针头1-4对准针管1-1并装入。由于ate弹簧探针尺寸非常小,整个长度只有3.3mm左右,而针管1-1的直径更是只有0.3mm,这个尺寸已经超过了手部正常生理性颤抖的幅度,因此给对准和装入带来极大的困难,严重降低了装配效率。
4、在一个测试插座中,少则几十根ate弹簧探针,多则几百,上千根ate弹簧探针,如果每根ate弹簧探针装配效率都不高,那么必然答复降低整个测试插座的制造效率,提高人力成本。为了解决上述问题,有必要研发一种ate弹簧探针预组装装置,然而,市面上还没有类似的产品出现。
技术实现思路
1、针对上述技术需求,本发明设计了一种ate弹簧探针半自动预组装装置,通过上闸门、下闸门和总闸门开闭的逻辑设计,能够实现将针头、弹簧和针尾自动对准并装入针管中,完成预组装,节约了人力成本,大幅缩短对准时间,提高预组装效率;并通过上转盘、上闸门固定盘、中转盘、下闸门固定盘、下固定盘和总闸门转盘的结构设计,完成了上闸门、下闸门和总闸门开闭的逻辑实现;同时还给出了参数设计方法,为不同技术参数下闸门结构参数优化提供理论基础。
2、本发明的目的是这样实现的:
3、一种面向ate弹簧探针预组装的闸门结构,从上到下依次包括上转盘、上闸门固定盘、中转盘、下闸门固定盘、下固定盘和总闸门转盘;所述上转盘、上闸门固定盘、中转盘和下闸门固定盘组成下料转盘,所述下固定盘和总闸门转盘组成组装机构;
4、所述上转盘和中转盘沿转动反方向上依次设置有针管下料孔,针尾下料孔,弹簧下料孔和针头下料孔;所述针管下料孔,针尾下料孔,弹簧下料孔和针头下料孔位于同一圆周上,且间距相同;
5、上转盘和中转盘上的针管下料孔同轴设置,
6、上转盘和中转盘上的针尾下料孔同轴设置,
7、上转盘和中转盘上的弹簧下料孔同轴设置,
8、上转盘和中转盘上的针头下料孔同轴设置,
9、上转盘和中转盘和总闸门转盘同步间歇式转动;
10、所述上转盘上设置有v沉孔,所述下闸门固定盘上有通孔,所述总闸门转盘上有通孔。
11、上述的一种面向ate弹簧探针预组装的闸门结构,所述上闸门固定盘到v沉孔顶部的距离小于物料的高度,所述物料为针管,针尾,弹簧或针头。
12、上述的一种面向ate弹簧探针预组装的闸门结构,所述上转盘、中转盘和总闸门转盘的盘面分为多个相同的扇形周期,每个扇形周期等间距分布有针管下料孔,针尾下料孔,弹簧下料孔,针头下料孔,第一缺省工位,第二缺省工位和第三缺省工位;所述总闸门转盘上的通孔位于第一缺省工位;所述上闸门固定盘、下闸门固定盘和下固定盘上均设置有下料孔,沿转动方向上闸门固定盘上的通孔和下闸门固定盘上的通孔,相隔一个工位,下闸门固定盘上的通孔和下固定盘上的通孔同轴设置。
13、进一步地,所述上转盘、中转盘和总闸门转盘的直径均为d1,上闸门固定盘、下闸门固定盘和下固定盘的直径均为d2,且d1大于d2,且上转盘、中转盘和总闸门转盘的每个工位所对应的圆周外围均设置有豁口,所述豁口的深度小于d1/2-d2/2,所述组装机构还包括辅助盘,所述辅助盘上设置有伸出端,所述伸出端进入豁口时,上转盘、中转盘和总闸门转盘转动,伸出端离开豁口时,上转盘、中转盘和总闸门转盘静止,伸出端交替进入和离开豁口,使上转盘、中转盘和总闸门转盘同步间歇式转动。
14、再进一步地,根据上转盘所包含扇形周期的个数n,得到针管下料孔,针尾下料孔,弹簧下料孔,针头下料孔,第一缺省工位,第二缺省工位和第三缺省工位中相邻两个之间的圆心角为2π/n/7,根据装配一个ate弹簧探针需要时间为t,得到辅助轮转动周期为t/7,根据上转盘、中转盘和总闸门转盘在每个工位上停留时间为t,得到辅助轮与上转盘、中转盘或总闸门转盘接触范围所对应的圆心角为14πt/t。
15、本发明的有益效果在于:
16、第一、针对ate弹簧探针手动预组装过程中,手部生理性颤抖导致对准和装入困难、效率低的问题,本发明设计了一种ate弹簧探针半自动预组装装置,通过上闸门、下闸门和总闸门开闭的逻辑设计,能够实现将针头、弹簧和针尾自动对准并装入针管中,完成预组装,不仅节约了人力成本,而且通过机械结构限定,能够实现针头、弹簧和针尾严格对准针管,解决了现阶段人工组装过程中,手部生理性颤抖幅度超过装配精度而造成对准和装配效率低下的问题,因此能够大幅缩短对准时间,提高预组装效率。
17、第二、本发明还提供了一种面向ate弹簧探针预组装的闸门结构,通过上转盘、上闸门固定盘、中转盘、下闸门固定盘、下固定盘和总闸门转盘的结构设计,完成了上闸门、下闸门和总闸门开闭的逻辑实现。
18、第三、本发明不仅提供了面向ate弹簧探针预组装的闸门结构,而且还给出了参数设计方法,为不同技术参数下闸门结构参数优化提供理论基础。
技术特征:
1.一种面向ate弹簧探针预组装的闸门结构,其特征在于,从上到下依次包括上转盘(7-1)、上闸门固定盘(7-2)、中转盘(7-3)、下闸门固定盘(7-4)、下固定盘(7-5)和总闸门转盘(7-6);所述上转盘(7-1)、上闸门固定盘(7-2)、中转盘(7-3)和下闸门固定盘(7-4)组成下料转盘(2),所述下固定盘(7-5)和总闸门转盘(7-6)组成组装机构(3);
2.根据权利要求1所述的一种面向ate弹簧探针预组装的闸门结构,其特征在于,所述上闸门固定盘(7-2)到v沉孔顶部的距离小于物料的高度,所述物料为针管(1-1),针尾(1-2),弹簧(1-3)或针头(1-4)。
3.根据权利要求1所述的一种面向ate弹簧探针预组装的闸门结构,其特征在于,所述上转盘(7-1)、中转盘(7-3)和总闸门转盘(7-6)的盘面分为多个相同的扇形周期,每个扇形周期等间距分布有针管下料孔(2-1),针尾下料孔(2-2),弹簧下料孔(2-3),针头下料孔(2-4),第一缺省工位,第二缺省工位和第三缺省工位;所述总闸门转盘(7-6)上的通孔位于第一缺省工位;所述上闸门固定盘(7-2)、下闸门固定盘(7-4)和下固定盘(7-5)上均设置有下料孔,沿转动方向上闸门固定盘(7-2)上的通孔和下闸门固定盘(7-4)上的通孔,相隔一个工位,下闸门固定盘(7-4)上的通孔和下固定盘(7-5)上的通孔同轴设置。
4.根据权利要求3所述的一种面向ate弹簧探针预组装的闸门结构,其特征在于,所述上转盘(7-1)、中转盘(7-3)和总闸门转盘(7-6)的直径均为d1,上闸门固定盘(7-2)、下闸门固定盘(7-4)和下固定盘(7-5)的直径均为d2,且d1大于d2,且上转盘(7-1)、中转盘(7-3)和总闸门转盘(7-6)的每个工位所对应的圆周外围均设置有豁口,所述豁口的深度小于d1/2-d2/2,所述组装机构(3)还包括辅助盘(8),所述辅助盘(8)上设置有伸出端(9),所述伸出端(9)进入豁口时,上转盘(7-1)、中转盘(7-3)和总闸门转盘(7-6)转动,伸出端(9)离开豁口时,上转盘(7-1)、中转盘(7-3)和总闸门转盘(7-6)静止,伸出端(9)交替进入和离开豁口,使上转盘(7-1)、中转盘(7-3)和总闸门转盘(7-6)同步间歇式转动。
5.根据权利要求4所述的一种面向ate弹簧探针预组装的闸门结构,其特征在于,根据上转盘(7-1)所包含扇形周期的个数n,得到针管下料孔(2-1),针尾下料孔(2-2),弹簧下料孔(2-3),针头下料孔(2-4),第一缺省工位,第二缺省工位和第三缺省工位中相邻两个之间的圆心角为2π/n/7,根据装配一个ate弹簧探针需要时间为t,得到辅助轮转动周期为t/7,根据上转盘(7-1)、中转盘(7-3)和总闸门转盘(7-6)在每个工位上停留时间为t,得到辅助轮与上转盘(7-1)、中转盘(7-3)或总闸门转盘(7-6)接触范围所对应的圆心角为14πt/t。
技术总结
本发明涉及精密仪器和半导体制造设备技术领域,具体涉及一种面向ATE弹簧探针预组装的闸门结构;该面向ATE弹簧探针预组装的闸门结构从上到下依次包括上转盘、上闸门固定盘、中转盘、下闸门固定盘、下固定盘和总闸门转盘;所述上转盘和中转盘沿依次设置有针管下料孔,针尾下料孔,弹簧下料孔和针头下料孔;所述针管下料孔,针尾下料孔,弹簧下料孔和针头下料孔位于同一圆周上;本发明能够实现将针头、弹簧和针尾自动对准并装入针管中完成预组装,大幅缩短对准时间,提高预组装效率;并通过上转盘、上闸门固定盘、中转盘、下闸门固定盘、下固定盘和总闸门转盘的结构设计,完成了上闸门、下闸门和总闸门开闭的逻辑实现;同时还给出了参数设计方法。
技术研发人员:江波
受保护的技术使用者:苏州迪克微电子有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!