一种不同直径叠加深孔加工方法与流程
本发明涉及深孔加工,尤其涉及一种不同直径叠加深孔加工方法。
背景技术:
1、轴承壳是增压器重要零件之一,也是叫中间壳体,起着安装,固定轴承系统,定位转子,提供轴承系统进油,回油通道,安装、连接增压器压、涡端所有壳体零件的重要作用。轴承壳是一种具有不同方向不同直径不同深度孔的复杂型壳体。
2、现有的深度孔加工方法:先用φ20合金铣刀加工φ22mm孔,然后分别选用普通麻花钻按顺序完成φ5mm、φ7mm、φ11mm孔的加工,其中φ5mm、φ7mm的孔按深孔l/d>5的方法计算(l表示孔深,d表示孔径),均属于深孔。
3、此方法加工叠加深孔能解决孔倒角问题,但是加工深孔过程中,孔深与孔径比越大时刀杆细面长,刚性差,钻削过易抖动还更容易使钻头发生偏移,导致深孔出现偏心现象,从而造成加工出来的孔的质量得不到保证,不能满足设计技术要求。
技术实现思路
1、本发明的目的在于提供一种不同直径叠加深孔加工方法,旨在解决现有的深度孔加工方法在钻削过程中会导致深孔出现偏心现象的问题。
2、为实现上述目的,本发明提供了一种不同直径叠加深孔加工方法,用于加工轴承壳,所述轴承壳具有φ11mm浅孔、φ22mm沉孔、m6底孔、φ5mm深孔、φ7mm深孔和m6螺纹孔,包括以下步骤:
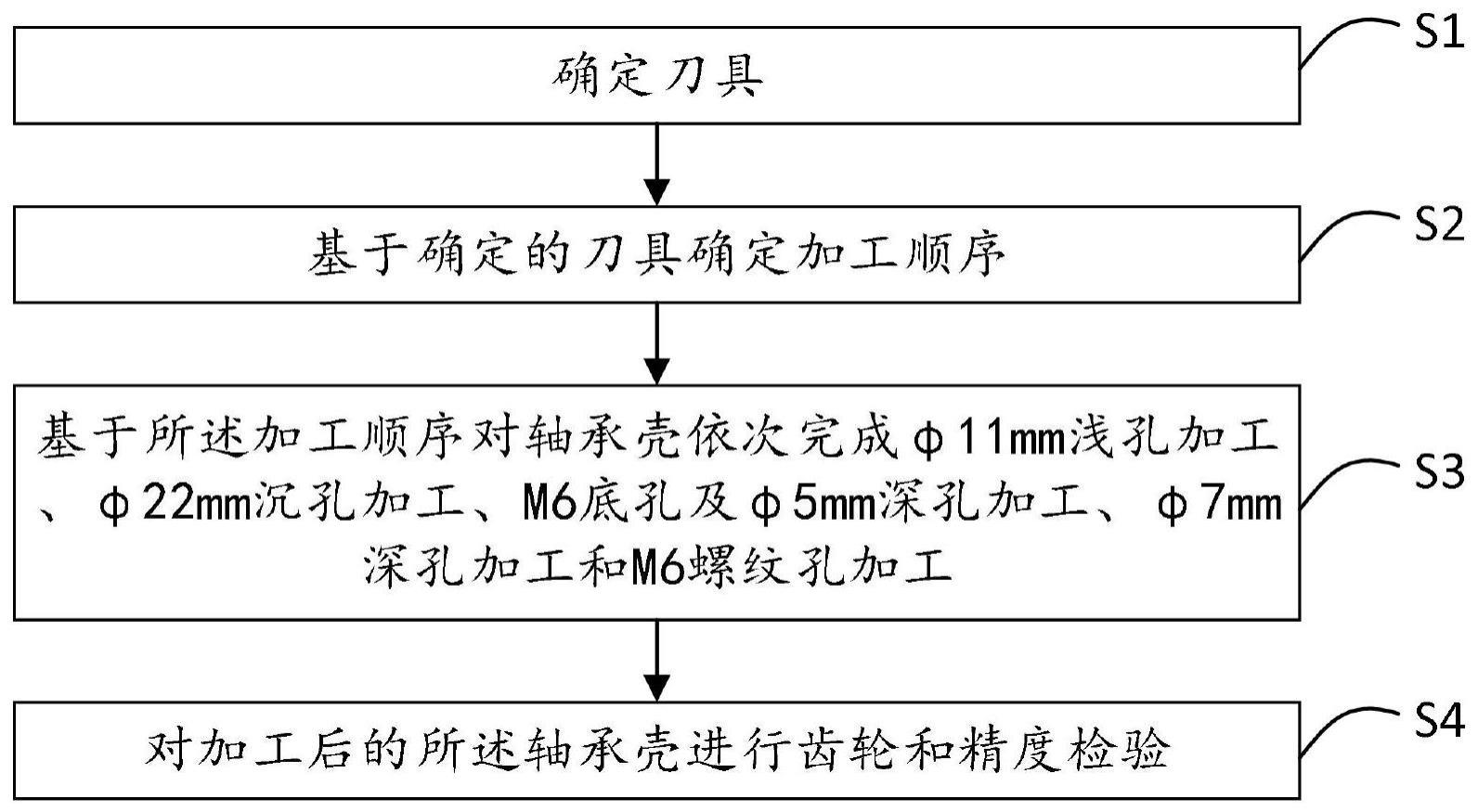
3、确定刀具;
4、基于确定的刀具确定加工顺序;
5、基于所述加工顺序对轴承壳依次完成φ11mm浅孔加工、φ22mm沉孔加工、m6底孔及φ5mm深孔加工、φ7mm深孔加工和m6螺纹孔加工;
6、对加工后的所述轴承壳进行齿轮和精度检验。
7、其中,所述确定刀具,包括:
8、用φ22mm合金硬质铣刀采用兜圆刀补方式铣削,用φ11mm合金硬质钻头钻削,φ7mm和m6用普通麻花钻和丝锥完成钻攻削。
9、其中,所述加工顺序为:先用φ11mm合金钻加工φ11mm孔,再用φ20合金铣刀加工φ22mm孔,最后按顺序完成φ5mm、φ7mm两深孔加工。
10、其中,所述φ11mm浅孔加工,包括:
11、先用中心钻头钻深3mm中心孔,再用φ11mm合金硬质钻头钻削φ11mm孔,转速800r/min,进给60mm/min,钻深34mm。
12、其中,所述φ22mm沉孔加工,包括:
13、φ20mm合金硬质立铣刀采用转速800r/min,进给80mm/min,吃刀量2mm,兜圆刀补方式铣削完成直径22mm深度16mm的沉孔。
14、其中,所述m6底孔及φ5mm深孔加工,包括:
15、先加工φ5mm深孔,φ5mm钻头在预钻中心孔位置钻削,φ5mm、φ7mm深孔使用同一定位中心孔,直接保证φ11mm、φ7mm、φ5mm三孔同心,φ5mm钻头采用转速800r/min,进给30mm/min,吃刀量3mm完成m6底孔直径5mm深度60mm的深孔钻削。
16、其中,所述φ7mm深孔加工,包括:
17、φ7mm钻头采用转速760r/min,进给60mm/min,吃刀量3mm完成直径7mm深度45mm的深孔钻削。
18、其中,所述m6螺纹孔加工,包括:
19、根据螺距和转速进行计算,得到进给量;
20、m6丝锥采用转速150r/min,并基于所述进给量,完成m6螺纹孔加工。
21、本发明的一种不同直径叠加深孔加工方法,通过确定刀具;基于确定的刀具确定加工顺序;基于所述加工顺序对轴承壳依次完成φ11mm浅孔加工、φ22mm沉孔加工、m6底孔及φ5mm深孔加工、φ7mm深孔加工和m6螺纹孔加工;对加工后的所述轴承壳进行齿轮和精度检验。本发明通过确定的孔加工顺序和合理选择刀具来避免刀具加工深孔时易发生抖动和偏移的现象。解决了现有的深度孔加工方法在钻削过程中会导致深孔出现偏心现象的问题。
技术特征:
1.一种不同直径叠加深孔加工方法,用于加工轴承壳,所述轴承壳具有φ11mm浅孔、φ22mm沉孔、m6底孔、φ5mm深孔、φ7mm深孔和m6螺纹孔,其特征在于,包括以下步骤:
2.如权利要求1所述的不同直径叠加深孔加工方法,其特征在于,
3.如权利要求2所述的不同直径叠加深孔加工方法,其特征在于,
4.如权利要求3所述的不同直径叠加深孔加工方法,其特征在于,
5.如权利要求4所述的不同直径叠加深孔加工方法,其特征在于,
6.如权利要求5所述的不同直径叠加深孔加工方法,其特征在于,
7.如权利要求6所述的不同直径叠加深孔加工方法,其特征在于,
8.如权利要求7所述的不同直径叠加深孔加工方法,其特征在于,
技术总结
本发明涉及深孔加工技术领域,具体涉及一种不同直径叠加深孔加工方法,包括确定刀具;基于确定的刀具确定加工顺序;基于所述加工顺序对轴承壳依次完成φ11mm浅孔加工、φ22mm沉孔加工、M6底孔及φ5mm深孔加工、φ7mm深孔加工和M6螺纹孔加工;对加工后的所述轴承壳进行齿轮和精度检验。本发明通过确定的孔加工顺序和合理选择刀具来避免刀具加工深孔时易发生抖动和偏移的现象。解决了现有的深度孔加工方法在钻削过程中会导致深孔出现偏心现象的问题。
技术研发人员:赵倩,鲁建于,袁列军,吴琳,邹含青,罗攀,邓欣,李鹏,赵举坤,邱宇
受保护的技术使用者:重庆江增船舶重工有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!