基于玻璃激光打标的加工方法与流程
本发明涉及激光标刻玻璃,尤其提供一种基于玻璃激光打标的加工方法。
背景技术:
1、玻璃产品被广泛用于各个领域中,且,玻璃产品在出厂前还具有打标步骤,就是会在玻璃制品上赋上logo或qr码等标记来进行产品的追溯;当前对玻璃进行打标操作通常都采用激光打标技术,激光打标是利用适当能量密度的、会聚在工件表面的激光光束对目标扫描,使材料发生物理的变化,在工件表面形成痕迹,从而形成标记的过程。由于玻璃为透明材质,因此普遍的会在玻璃上打标形成黑色图形标记(如logo或黑色qr码),使得辨识度更高。
2、然而,现有的利于激光对玻璃打标加工技术中,激光在玻璃材料上直接打标形成的标记为白色或者浅色,激光无法直接对玻璃加工而形成黑色图形标记(如logo或黑色qr码);现有技术中通常必须还要借助“金属靶材”或者“喷墨”等方式来实现黑色标记效果;其中,借助“金属靶材”的方式是指:采用金属靶材与玻璃紧密接触,利于激光产生高温灼烧金属靶材从而在玻璃表面上留下黑色图形标记,金属靶材也可采用石墨片。采用喷墨方式是指:在玻璃上预先喷墨,然后激光作用玻璃以将部分墨材清除从而在玻璃上形成黑色图形印记。
3、因此,现有技术的激光打标技术,都无法直接对玻璃加工而形成黑色图形标记,需要借助其他材料来实现黑色标记效果,操作繁琐,增加了加工步骤及加工时间,影响加工效率。
技术实现思路
1、本申请实施例的目的提供一种基于玻璃激光打标的加工方法,旨在解决现有的激光打标加工技术无法直接玻璃加工而形成黑色图形标记,导致操作步骤繁琐,加工效率不高的问题。
2、为实现上述目的,本申请实施例采用的技术方案是:
3、本申请实施例提供了一种基于玻璃激光打标的加工方法,所述方法的步骤包括:
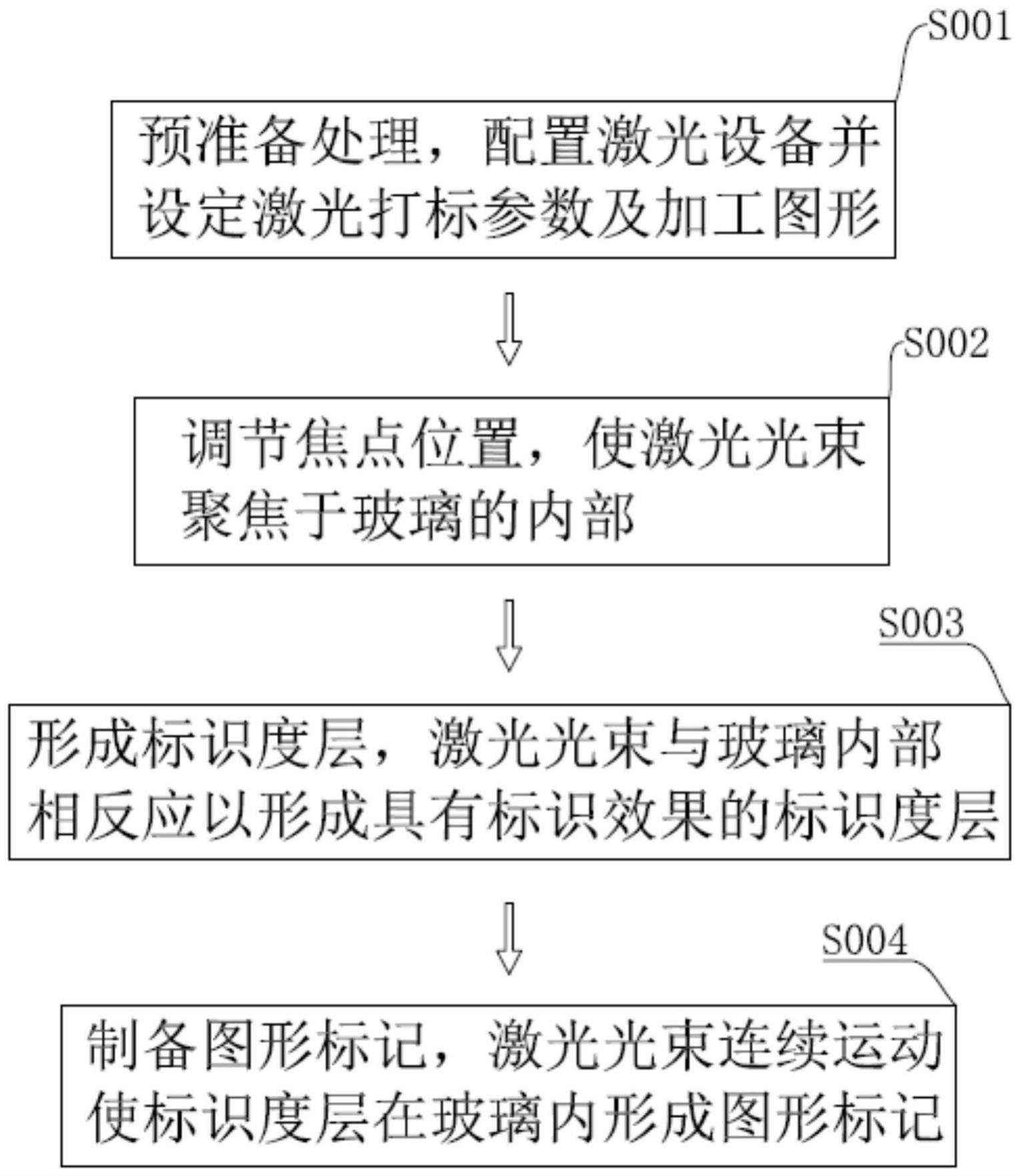
4、预准备处理;配置激光设备并设定激光打标参数及加工图形,将玻璃设置于激光设备的工作台中;调节焦点位置,将所述激光设备产生的激光光束聚焦于所述玻璃的内部;
5、形成标识度层,所述激光光束与所述玻璃内部产生非线性光学效应以使所述玻璃内部于所述激光光束的焦点处形成所述标识度层;
6、制备图形标记,所述激光光束根据预设的加工图形连续运动使得所述标识度层于所述玻璃内部形成所述图形标记。
7、本申请的有益效果是:通过将激光光束的焦点聚焦至玻璃的内部,激光能够与玻璃内部发生反应并形成标识度层,且激光光束同时连续运动以使标识度层于玻璃内部形成具有标识效果的图形标记;无需借助其他材料,节省加工步骤,加工方便快捷;且图形标记是形成于玻璃内部的,不会暴露在空气中,提高图形印记的持久性和稳定性。
8、在一些实施例中,在所述预准备处理步骤中,所设定所述激光打标参数使激光光束在玻璃内部产生的能量调试的低于玻璃的破坏阈值。
9、通过采用上述技术方案,将激光光束在玻璃内的能量调试的低于玻璃的破坏阈值,避免对玻璃造成损坏;且最大限度地降低激光热影响区对图形标记的不利影响。
10、在一些实施例中,在所述预准备处理步骤中,所述激光设备选用皮秒激光器。
11、通过采用上述技术方案,采用红外激光,其窄脉宽和高峰值功率的特性,且具有精准参数调控,可将加工参数值调试低于材料的破坏阈值;且使得形成的标识度层的厚度可控。
12、在一些实施例中,在所述预准备处理步骤中,所述激光打标参数包括脉冲宽度,所述脉冲宽度设定为8ps-15ps。
13、激光脉冲宽度是指激光功率维持在一定值时所持续的时间,该数值将直接影响标识度层的黑度效果。
14、在一些实施例中,在所述预准备处理步骤中,所述激光打标参数包括加工速度和跳转速度,所述加工速度设定为1000-3500mm/s,所述跳转速度设定为100-3000mm/s。
15、通过采用上述技术方案,控制加工速度,使得在玻璃内部的单点加工的时间是微秒级别,提高加工效率;避免激光在某个位置停留时间长导致玻璃内部热积累而温升,从而导致玻璃内部产生微裂纹。
16、在一些实施例中,在所述预准备处理步骤中,所述激光打标参数包括图形填充间距,所述图形填充间距设定为0.005-0.25mm。
17、通过采用上述技术方案,图形填充间距能够直接反应图形标记的密度,条件图形填充间距使图形标记清晰可见。
18、在一些实施例中,在所述预准备处理步骤中,所述激光打标参数包括激光脉冲数,所述激光脉冲数设定为1-10。
19、在一些实施例中,在所述步骤设定激光打标参数中,所述激光打标参数包括重复频率,所述重复频率设定为50khz-400khz。
20、在一些实施例中,在所述预准备处理步骤中,所述激光设备选用红外皮秒激光器,所述激光打标参数包括波长,所述波长为1064±0.5nm。
21、通过采用上述技术方案,激光为红外线,故而能够选用红外皮秒激光器,选材方便。
22、在一些实施例中,所述激光设备包括激光组件及控制系统,在所述预准备处理步骤中,所述加工图形输入至所述控制系统内,并由所述控制系统控制激光组件以设定激光光束的运动轨迹。
23、通过采用上述技术方案,自动化程度高,本申请加工方法为非接触性加工工艺,工序简单,灵活,有效消除了加工过程中对环境以及人身体健康的影响。
技术特征:
1.一种基于玻璃激光打标的加工方法,其特征在于,所述方法的步骤包括:
2.根据权利要求1所述的基于玻璃激光打标的加工方法,其特征在于:在所述预准备处理步骤中,所设定所述激光打标参数使激光光束在玻璃内部产生的能量调试的低于玻璃的破坏阈值。
3.根据权利要求1或2所述的基于玻璃激光打标的加工方法,其特征在于:在所述预准备处理步骤中,所述激光设备选用皮秒激光器。
4.根据权利要求1或2所述的基于玻璃激光打标的加工方法,其特征在于:在所述预准备处理步骤中,所述激光打标参数包括脉冲宽度,所述脉冲宽度设定为8ps-15ps。
5.根据权利要求1或2所述的基于玻璃激光打标的加工方法,其特征在于:在所述预准备处理步骤中,所述激光打标参数包括加工速度和跳转速度,所述加工速度设定为1000-3500mm/s,所述跳转速度设定为100-3000mm/s。
6.根据权利要求1或2所述的基于玻璃激光打标的加工方法,其特征在于:在所述预准备处理步骤中,所述激光打标参数包括图形填充间距,所述图形填充间距设定为0.005-0.25mm。
7.根据权利要求1或2所述的基于玻璃激光打标的加工方法,其特征在于:在所述预准备处理步骤中,所述激光打标参数包括激光脉冲数,所述激光脉冲数设定为1-10。
8.根据权利要求1或2所述的基于玻璃激光打标的加工方法,其特征在于:在所述步骤设定激光打标参数中,所述激光打标参数包括重复频率,所述重复频率设定为50khz-400khz。
9.根据权利要求3所述的基于玻璃激光打标的加工方法,其特征在于:在所述预准备处理步骤中,所述激光设备选用红外皮秒激光器,激光打标参数包括波长,所述波长为1064±0.5nm。
10.根据权利要求1所述的基于玻璃激光打标的加工方法,其特征在于:所述激光设备包括激光组件及控制系统,在所述预准备处理步骤中,所述加工图形输入至所述控制系统内,并由所述控制系统控制激光组件以设定激光光束的运动轨迹。
技术总结
本发明涉及激光标刻玻璃技术领域,提供一种基于玻璃激光打标的加工方法,该方法的步骤包括:预准备处理;配置激光设备并设定激光打标参数及加工图形,将玻璃设置于激光设备的工作台中;调节焦点位置,将激光设备产生的激光光束聚焦于玻璃的内部;形成标识度层,激光光束与玻璃内部产生非线性光学效应以使玻璃内部于激光光束的焦点处形成标识度层;制备图形标记,激光光束根据预设的加工图形连续运动使得标识度层于玻璃内部形成图形标记。本申请的加工方法能够直接在玻璃内形成图形标记,无需借助其他材料,节省加工步骤,加工方便快捷;且图形标记是形成于玻璃内部的,不会暴露在空气中,提高图形印记的持久性和稳定性。
技术研发人员:林宗兴,林棣俊,彭东炎
受保护的技术使用者:深圳市欧凌镭射科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!