一种减速机齿轮及其加工方法与流程
本发明涉及减速机,具体是一种减速机齿轮及其加工方法。
背景技术:
1、齿轮是指轮缘上有齿轮连续啮合传递运动和动力的机械元件,其随着生产的发展,作为机械传动的主要部件在各个行业的运用非常的广泛,其中减速机对齿轮的使用较多;齿轮减速机是各种机械传动中不可缺少的组成部分,其与齿轮的配套组合,广泛应用于国民经济各个领域,如:军工、汽车、矿山、手机制造、纺织、建筑、煤矿、各种生产流水线等。
2、减速机由封闭在刚性壳体内的齿轮传动、蜗杆传动、齿轮、蜗杆传动所组成的传动部件,常用作原动件与工作机之间的减速传动装置,在原动机和工作机或执行机构之间起匹配转速和传递转矩的作用,因此齿轮的作用显得尤为重要,然而在现代机械加工中,由于不同生产厂家加工工艺的不同,其齿轮的生产质量也各不相同,容易导致减速机齿轮接触强度和硬度不足,出现疲劳断齿和断轴的情况。因此,本领域技术人员提供了一种减速机齿轮及其加工方法,以解决上述背景技术中提出的问题。
技术实现思路
1、本发明的目的在于提供一种减速机齿轮及其加工方法,以解决上述背景技术中提出的问题。
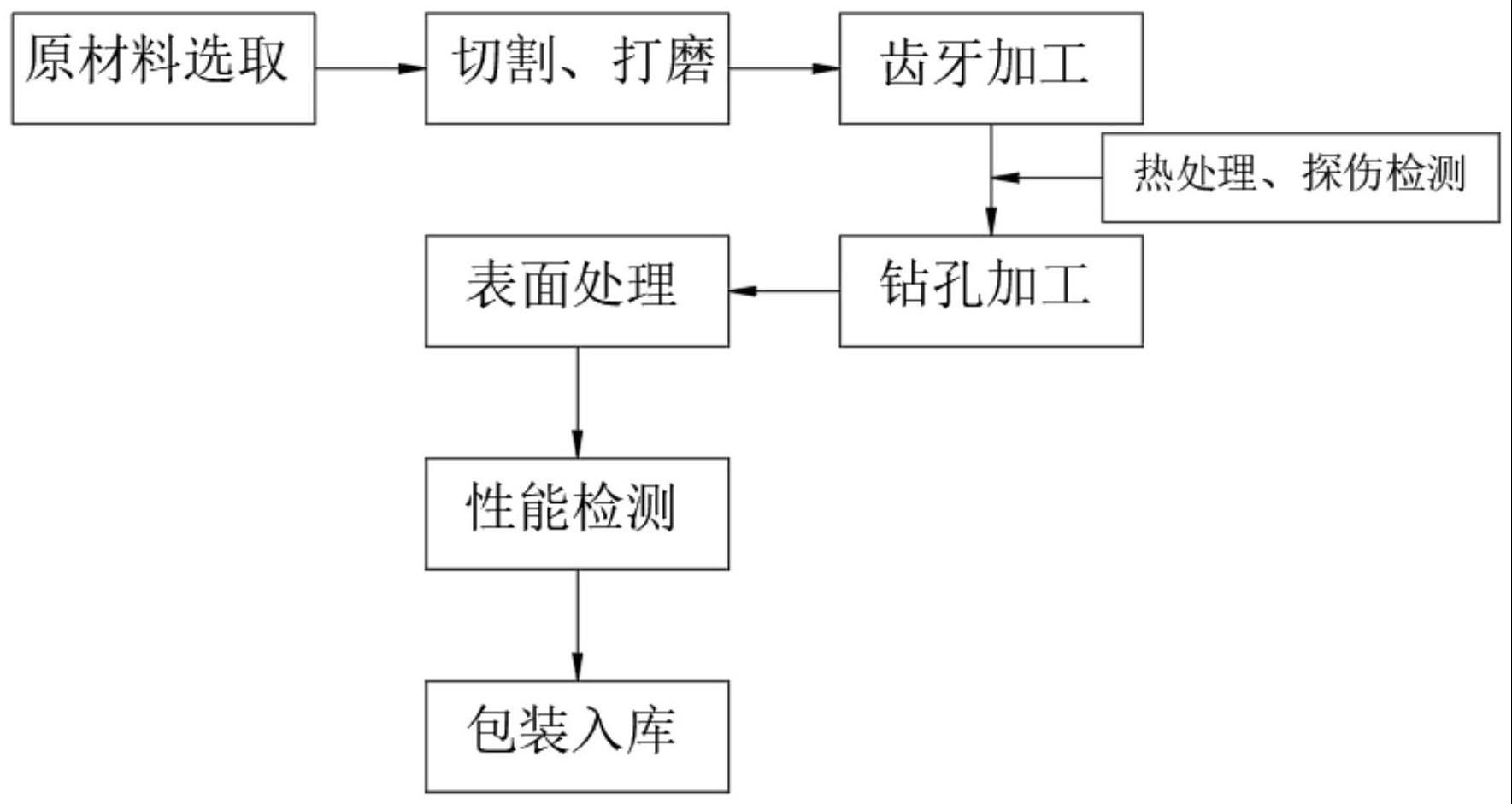
2、为实现上述目的,本发明提供如下技术方案:一种减速机齿轮的加工方法,包括如下步骤:
3、s1、原材料选取,原材料主要为钢材、生铁块;
4、s2、切割、打磨,采用龙门式加工中心对原材料进行切割,将原材料切割至预设尺寸,而后利用角磨机对切割毛刺、表面锈迹进行打磨抛光,形成粗胚;
5、s3、齿牙加工,采用滚齿机对粗胚粗加工成型,制成齿轮胚料,齿轮胚料需经热处理、探伤检测合格后,使用磨齿机对胚料的齿轮进行精加工;
6、s4、钻孔加工,使用卧式加工中心对齿轮胚料进行钻、铣、镗、攻丝精加工,制成齿轮半成品;
7、s5、表面处理,采用复合喷丸工艺,以先大后小的方式对齿轮半成品进行喷丸处理,形成齿轮成品;
8、s6、性能检测,使用三坐标测量仪、硬度计对齿轮成品的尺寸大小、孔径大小、齿牙轮廓精度以及齿轮硬度进行质检;
9、s7、包装入库,检验合格后的齿轮成品涂抹防锈油后包装入库。
10、作为本发明再进一步的方案:所述s2中的龙门式加工中心采用数控火焰等离子切割机,其切割厚度为:3-160mm,切割介质为:氧气+乙炔或丙烷。
11、作为本发明再进一步的方案:所述s3中的热处理包括预加热、二次加热、初渗碳、强渗碳、扩散渗碳、淬火渗碳工序,其中:
12、预加热的处理温度为500℃-550℃;
13、二次加热的处理温度为800℃-850℃;
14、初渗碳的处理温度为900℃-950℃;
15、强渗碳的处理温度为950℃-1000℃;
16、扩散渗碳的处理温度为900℃-950℃;
17、淬火渗碳的处理温度为800℃-850℃;
18、所述热处理后的齿轮胚料硬度维持在55-60hrc。
19、作为本发明再进一步的方案:所述s3中的探伤检测为x光射线探伤、超声波探伤、磁粉探伤、渗透探伤形式的一种。
20、作为本发明再进一步的方案:所述s4中的卧式加工中心采用固定立柱型,其依次对齿轮盘面进行钻孔开孔、铣削切割余量、镗削修正、螺纹攻丝,对齿轮盘面上的安装孔进行开孔成型。
21、作为本发明再进一步的方案:所述s5中喷丸采用钢丸,其中:
22、钢丸的直径不大于齿根过渡圆角半径,保证齿根处得到充分加工,且钢丸的硬度≥齿轮的表面硬度;
23、钢丸在齿轮表面的覆盖率在200-300%之间,在相同钢丸流量下,喷丸机喷嘴与齿轮的距离越长、喷射的角度越小、钢丸的直径越小,达到覆盖要求的时间就越短,且过高的覆盖率反而也会降低齿轮的疲劳寿命,因此齿轮表面的覆盖率在200-300%之间。
24、一种减速机齿轮,所述减速机齿轮由上述减速机齿轮的加工方法制备所得。
25、与现有技术相比,本发明的有益效果是:
26、本发明通过利用原材料选取,切割、打磨,齿牙加工,钻孔加工,表面处理,性能检测,包装入库工序的依次实施,能够对减速机齿轮进行有序清晰的加工处理,且在加工过程中,通过利用热处理工序对齿轮自身材料强度的淬火加强,以及利用复合喷丸工序对齿轮表面的喷丸冲击加强,能够由内而外的提高减速机齿轮自身的硬度,加强其耐疲劳、抗压、抗冲击性能,延长其使用寿命。
技术特征:
1.一种减速机齿轮的加工方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种减速机齿轮的加工方法,其特征在于,所述s2中的龙门式加工中心采用数控火焰等离子切割机,其切割厚度为:3-160mm,切割介质为:氧气+乙炔或丙烷。
3.根据权利要求1所述的一种减速机齿轮的加工方法,其特征在于,所述s3中的热处理包括预加热、二次加热、初渗碳、强渗碳、扩散渗碳、淬火渗碳工序,其中:
4.根据权利要求1所述的一种减速机齿轮的加工方法,其特征在于,所述s3中的探伤检测为x光射线探伤、超声波探伤、磁粉探伤、渗透探伤形式的一种。
5.根据权利要求1所述的一种减速机齿轮的加工方法,其特征在于,所述s4中的卧式加工中心采用固定立柱型,其依次对齿轮盘面进行钻孔开孔、铣削切割余量、镗削修正、螺纹攻丝,对齿轮盘面上的安装孔进行开孔成型。
6.根据权利要求1所述的一种减速机齿轮的加工方法,其特征在于,所述s5中喷丸采用钢丸,其中:
7.根据权利要求1~6任一所述的一种减速机齿轮,其特征在于,所述减速机齿轮由上述减速机齿轮的加工方法制备所得。
技术总结
本发明涉及减速机技术领域,公开了一种减速机齿轮及其加工方法,包括原材料选取,切割、打磨,齿牙加工,钻孔加工,表面处理,性能检测,包装入库步骤,还包括热处理中的预加热、二次加热、初渗碳、强渗碳、扩散渗碳、淬火渗碳工序。本发明通过利用原材料选取,切割、打磨,齿牙加工,钻孔加工,表面处理,性能检测,包装入库工序的依次实施,能够对减速机齿轮进行有序清晰的加工处理,且在加工过程中,通过利用热处理工序对齿轮自身材料强度的淬火加强,以及利用复合喷丸工序对齿轮表面的喷丸冲击加强,能够由内而外的提高减速机齿轮自身的硬度,加强其耐疲劳、抗压、抗冲击性能,延长其使用寿命。
技术研发人员:陆宝康,徐建飞,陆从余,陆美英
受保护的技术使用者:安徽蛟龙机械有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!