一种风机偏航刹车盘修复方法与流程
本申请涉及风机领域,特别涉及一种风机偏航刹车盘修复方法。
背景技术:
1、目前,风力发电机偏航刹车盘多为金属刹车盘,与刹车片长期摩擦使用后刹车盘表面容易产生轻微磨损。
2、由于没有提示预警装置,刹车盘表面磨损后如果发现及时,可及时对刹车盘磨损的表面进行修复;而如果发现不及时,偏航刹车盘表面便会过度磨损至无法修复,造成偏航刹车盘损坏,不仅影响风力发电机的正常使用,而且必然需要更换新的偏航刹车盘,而更换新的偏航刹车盘不仅造价高、步骤繁琐,为此我们提出一种风机偏航刹车盘修复方法来解决以上问题。
技术实现思路
1、本申请目的在于设计一种无需更换风机偏航刹车盘的修复方式,以降低维护成本,相比现有技术提供一种风机偏航刹车盘修复方法,该修复方法涉及焊接机器人及镶块,焊接机器人的底座上固定有转向电机,转向电机的输出端一侧固定有角度电机,角度电机的输出端固定有焊枪,焊接机器人的底座底部固定有伸缩气缸,伸缩气缸的输出端转动连接有驱动轮,驱动轮由伺服电机驱动,驱动轮的两侧均设有摩擦坡口;
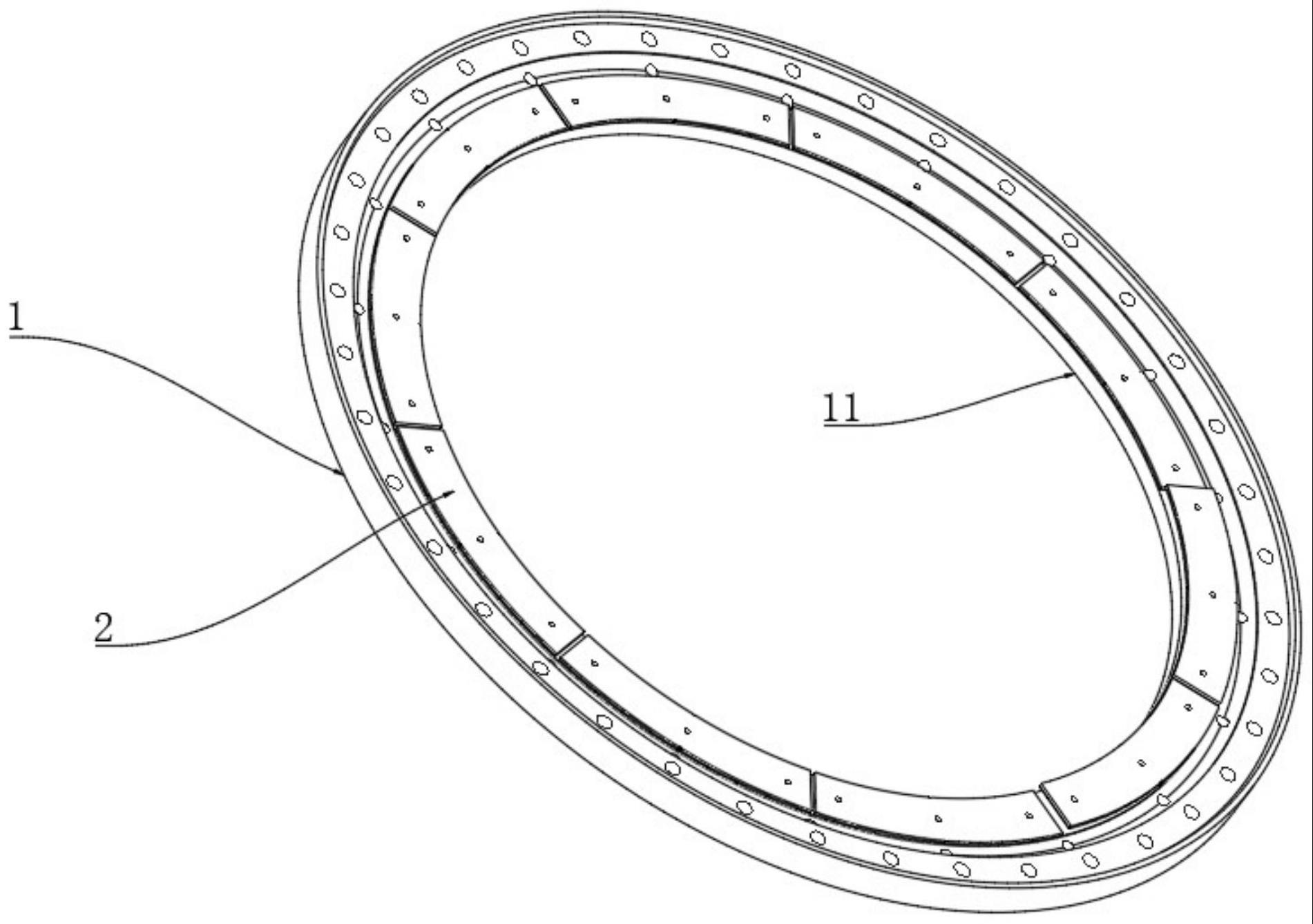
2、若干镶块等角度均分排布在刹车盘的刹车环一侧,镶块上设有预留孔,镶块的底部边侧设有焊接坡口,镶块的弧形两侧均设有滑槽;
3、焊接机器人与镶块间铺设有弧形隔板,弧形隔板的两侧设有与滑槽相匹配的滑块,焊接机器人的底座底部固定有限位块,弧形隔板的中部设有与限位块相对应的内导轨;
4、具体修复方法包括以下步骤:
5、s1、对刹车盘上刹车环磨损表面进行铣削加工,去除表面粗糙部分,并进行清洁作业;
6、s2、将镶块等角度安装在刹车环表面,并保持二者同心设置,通过预留孔安装高强度螺栓,并将高强度螺栓与刹车环、预留孔表面焊接;
7、s3、对固定后的镶块底部焊接坡口及刹车环表面进行清洁作业;
8、s4、通过镶块两侧的滑槽扣合安装弧形隔板,并通过内导轨安装焊接机器人,通过转向电机调节焊枪与刹车环表面的垂直角度,通过角度电机调节焊枪与刹车环表面水平角度,由驱动轮的摩擦坡口与内导轨间的摩擦带动焊接机器人位移,实现焊接坡口及刹车环表面间焊接作业,当焊接完镶块内侧后,由转向电机带动焊枪旋转一百八十度,进行镶块外侧的焊接作业;
9、s5、对焊接完毕的焊缝处进行打磨抛光处理。
10、进一步的,在步骤s1中,刹车环表面的铣削加工深度为3—7.5mm,刹车环铣削加工后的厚度为22.5—23mm。
11、进一步的,镶块的厚度为8mm,镶块的材质为与刹车环相同的qt400球墨铸铁结构。
12、进一步的,镶块的中部两侧均设有定位豁口,弧形隔板的两端设有与定位豁口相对应的定位机构,弧形隔板的弧长不小于镶块弧长的两倍,弧形隔板的两端分别通过定位机构固定在相邻的两个镶块的定位豁口上。
13、进一步的,在步骤s5中,打磨抛光工作通过打磨辊进行,打磨辊设置在转向电机的输出端一侧且远离角度电机,打磨辊由电机驱动。
14、进一步的,定位机构包括固定在弧形隔板一侧的滑套,滑套内滑动连接有滑杆,滑杆的一端固定有与定位豁口相匹配的球头,滑杆与滑套间夹接有张紧弹簧。
15、进一步的,张紧弹簧为高强度抗疲劳弹簧结构,张紧弹簧具有驱使球头靠近定位豁口的弹力。
16、进一步的,滑杆远离球头的一端通过连杆固定有填充插头,镶块的底部两侧设有与填充插头相对应的填充口,镶块的底部设有网格状的导向凹槽,导向凹槽与填充口连通设置。
17、进一步的,填充插头的输入端通过填充接头连接外部填充源,填充插头上还设有电磁阀,滑杆与滑套间还夹接有触发开关,触发开关、焊接机器人及电磁阀均通过导线连接有控制单元。
18、进一步的,填充源按焊接顺序为分为两种,其中焊接时为二氧化碳气体,焊接后为金属结构胶。
19、相比于现有技术,本申请的优点在于:
20、(1)本发明相比于传统的刹车盘拆卸更换方式,能利用镶块的装配焊接,对损伤在一定范围内的刹车盘进行修复,以降低更换成本,通过与刹车盘相同材质的镶块设计,保证镶块与刹车盘焊接后基本无变形,提高偏刹车盘的抗扭强度与耐磨;同时相比于传统的焊接方式,本发明采用焊接机器人沿弧形隔板进行位移焊接的方式,其焊接效率和质量更高,同时无需拆卸刹车盘,即可进行狭小空间内的原位修复,降低了修复周期。
21、(2)通过定位机构的设计,使弧形隔板卡接在相邻两块镶块的中部,此时焊接机器人的范围为相邻两块镶块的各一半位置,进而能有效避免同一镶块进行连续焊接造成应力集中的现场,当焊接机器人在摩擦坡口与内导轨间的摩擦下位移,完成镶块两侧的焊接作业后,焊接机器人位于内导轨的端部,驱动轮在伸缩气缸的驱动下下移,使摩擦坡口与内导轨脱离,并使驱动轮与镶块的上表面接触,在驱动轮的带动下,定位机构从定位豁口,弧形隔板与焊接机器人位移至下一相邻两块镶块上,并通过定位机构与定位豁口进行重新定位,实施循环的焊接动作。
22、(3)通过打磨辊的设计,当镶块一侧的焊缝焊接完毕后,转向电机带动焊枪旋转至另一侧,进行位移焊接作业,在焊接机器人位移的过程中,打磨辊启动并跟随位移,将已经焊接的位置进行打磨抛光处理,自动化程度高,有效降低了人工成本。
23、(4)通过弧形隔板的铺设方式,能有效避免焊接飞溅物粘连在镶块表面,从而降低了打磨抛光的工作量。
24、(5)通过带有连杆、滑杆、球头、张紧弹簧、填充插头、填充接头、电磁阀、滑套、触发开关的定位机构的设计,当定位机构跟随弧形隔板位移至下一定位豁口处时,球头受张紧弹簧的弹力作用,进入定位豁口内,一方面限制弧形隔板的位移,另一方面跟随滑杆为位移,触发开关受压触发,并将触发信号反馈至控制单元,控制单元以此判定弧形隔板位移到位,控制伸缩气缸上移,使摩擦坡口与内导轨接触,进而带动焊接机器人进行一系列的焊接动作。
25、(6)当触发开关受压触发时,并将触发信号反馈至控制单元,控制单元同时开启电磁阀,在焊接过程中,通过填充插头向填充口内注入二氧化碳气体,并由导向凹槽,分流至焊接坡口,一方面为焊接坡口提供充足的焊接保护气体,以保护焊缝质量,另一方面通过二氧化碳气流,为镶块降温,避免焊接过程中出现变形现象。
26、(7)当所有镶块焊接完毕后,由于镶块的焊接方式为两侧,其中部的填充口不会被焊接封堵,此时为填充插头接入金属结构胶,利用焊接机器人和弧形隔板的位移动作,进行镶块与刹车盘间的填胶动作,以此增加二者的连接强度,避免镶块与刹车盘存在间隙,防止镶块因间隙而在制动钳的挤压下发生形变,有效避免了金属疲劳的现象发生。
技术特征:
1.一种风机偏航刹车盘修复方法,其特征在于,该修复方法涉及焊接机器人(4)及镶块(2),所述焊接机器人(4)的底座上固定有转向电机(41),所述转向电机(41)的输出端一侧固定有角度电机(42),所述角度电机(42)的输出端固定有焊枪(43),所述焊接机器人(4)的底座底部固定有伸缩气缸(48),所述伸缩气缸(48)的输出端转动连接有驱动轮(47),所述驱动轮(47)由伺服电机驱动,所述驱动轮(47)的两侧均设有摩擦坡口(471);
2.根据权利要求1所述的一种风机偏航刹车盘修复方法,其特征在于,在步骤s1中,所述刹车环(11)表面的铣削加工深度为3—7.5mm,所述刹车环(11)铣削加工后的厚度为22.5—23mm。
3.根据权利要求1所述的一种风机偏航刹车盘修复方法,其特征在于,所述镶块(2)的厚度为8mm,所述镶块(2)的材质为与刹车环(11)相同的qt400球墨铸铁结构。
4.根据权利要求1所述的一种风机偏航刹车盘修复方法,其特征在于,所述镶块(2)的中部两侧均设有定位豁口(24),所述弧形隔板(3)的两端设有与定位豁口(24)相对应的定位机构(5),所述弧形隔板(3)的弧长不小于镶块(2)弧长的两倍,所述弧形隔板(3)的两端分别通过定位机构(5)固定在相邻的两个镶块(2)的定位豁口(24)上。
5.根据权利要求1所述的一种风机偏航刹车盘修复方法,其特征在于,在步骤s5中,打磨抛光工作通过打磨辊(46)进行,所述打磨辊(46)设置在转向电机(41)的输出端一侧且远离角度电机(42),所述打磨辊(46)由电机驱动。
6.根据权利要求4所述的一种风机偏航刹车盘修复方法,其特征在于,所述定位机构(5)包括固定在弧形隔板(3)一侧的滑套(56),所述滑套(56)内滑动连接有滑杆(52),所述滑杆(52)的一端固定有与定位豁口(24)相匹配的球头(53),所述滑杆(52)与滑套(56)间夹接有张紧弹簧(54)。
7.根据权利要求6所述的一种风机偏航刹车盘修复方法,其特征在于,所述张紧弹簧(54)为高强度抗疲劳弹簧结构,所述张紧弹簧(54)具有驱使球头(53)靠近定位豁口(24)的弹力。
8.根据权利要求6所述的一种风机偏航刹车盘修复方法,其特征在于,所述滑杆(52)远离球头(53)的一端通过连杆(51)固定有填充插头(55),所述镶块(2)的底部两侧设有与填充插头(55)相对应的填充口(25),所述镶块(2)的底部设有网格状的导向凹槽(26),所述导向凹槽(26)与填充口(25)连通设置。
9.根据权利要求8所述的一种风机偏航刹车盘修复方法,其特征在于,所述填充插头(55)的输入端通过填充接头(551)连接外部填充源,所述填充插头(55)上还设有电磁阀(552),所述滑杆(52)与滑套(56)间还夹接有触发开关(57),所述触发开关(57)、焊接机器人(4)及电磁阀(552)均通过导线连接有控制单元。
10.根据权利要求9所述的一种风机偏航刹车盘修复方法,其特征在于,所述填充源按焊接顺序为分为两种,其中焊接时为二氧化碳气体,焊接后为金属结构胶。
技术总结
本发明提供了应用于风机领域的一种风机偏航刹车盘修复方法,本发明相比于传统的刹车盘拆卸更换方式,能利用镶块的装配焊接,对损伤在一定范围内的刹车盘进行修复,以降低更换成本,通过与刹车盘相同材质的镶块设计,保证镶块与刹车盘焊接后基本无变形,提高偏刹车盘的抗扭强度与耐磨;同时相比于传统的焊接方式,本发明采用焊接机器人沿弧形隔板进行位移焊接的方式,其焊接效率和质量更高,同时无需拆卸刹车盘,即可进行狭小空间内的原位修复,降低了修复周期。
技术研发人员:陆文明,陈强
受保护的技术使用者:河北金巽源科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!