激光标刻方法以及装置与流程
本发明涉及激光标刻,具体为一种激光标刻方法以及装置。
背景技术:
1、目前公知的胶带收放卷设备是由放卷机构、缓存机构、激光刻码仪、收卷机构、驱动机构、或纠偏机构等组成;胶带收放卷设备是将胶带置于放卷机构上进行开卷,人工穿接好胶带后,经缓存机构缓存胶带,驱动机构驱动胶带,收卷机构对胶带进行收卷,纠偏机构对胶带进行纠偏使收卷胶带宽度方向对齐。在定长60mm间距的情况下,定长60mm指胶带走60mm就需要标刻一次,激光雕刻二维码产能只能达到60ppm(每分钟产量),并且精度只能达到60±1mm。传统标刻通常仅检测长度方向运行速度,皮带或胶带运行时宽度方向会有窜动影响打标效果,通常解决方法为宽度方向使用纠偏机构补偿,其响应时间通常大于等于0.2s,无法实时纠正宽度方向误差,纠偏较慢,需要打一下就需要停下来纠偏,一方面影响打标效率,另一方面频繁地启停会导致设备故障率高、磨损大。另外,传统标刻设备的胶带长度和张力无实时调节和反馈,也会影响标刻效果及精度。
技术实现思路
1、本发明的目的在于提供一种激光标刻方法以及装置,至少可以解决现有技术中的部分缺陷。
2、为实现上述目的,本发明实施例提供如下技术方案:一种激光标刻方法,包括如下步骤:
3、s1,将未标刻的胶带装设在收放卷机构上,由所述收放卷机构放送胶带;
4、s2,调整设定好参数后,所述收放卷机构启动,开始放送胶带;
5、s3,在放送胶带的过程中,监测胶带的长度方向的偏移和宽度方向的偏移;
6、s4,根据所述长度方向的偏移和所述宽度方向的偏移,采用高速振镜补偿长度方向的标刻速度和所述宽度方向的标刻速度后再对所述胶带进行激光标刻,所述收放卷机构无需启停。
7、进一步,在所述s3步骤中,采用编码器轴实时监测胶带的长度方向的偏移。
8、进一步,在所述s3步骤中,采用纠偏传感器实时监测胶带的宽度方向的偏移。
9、进一步,在放送胶带的过程中,监控胶带的张力并对其进行调节。
10、进一步,采用磁粉制动器组件和张力检测传感器来实时监控调节胶带张力。
11、进一步,采用动态扫码枪动态读取并检测激光标刻的二维码。
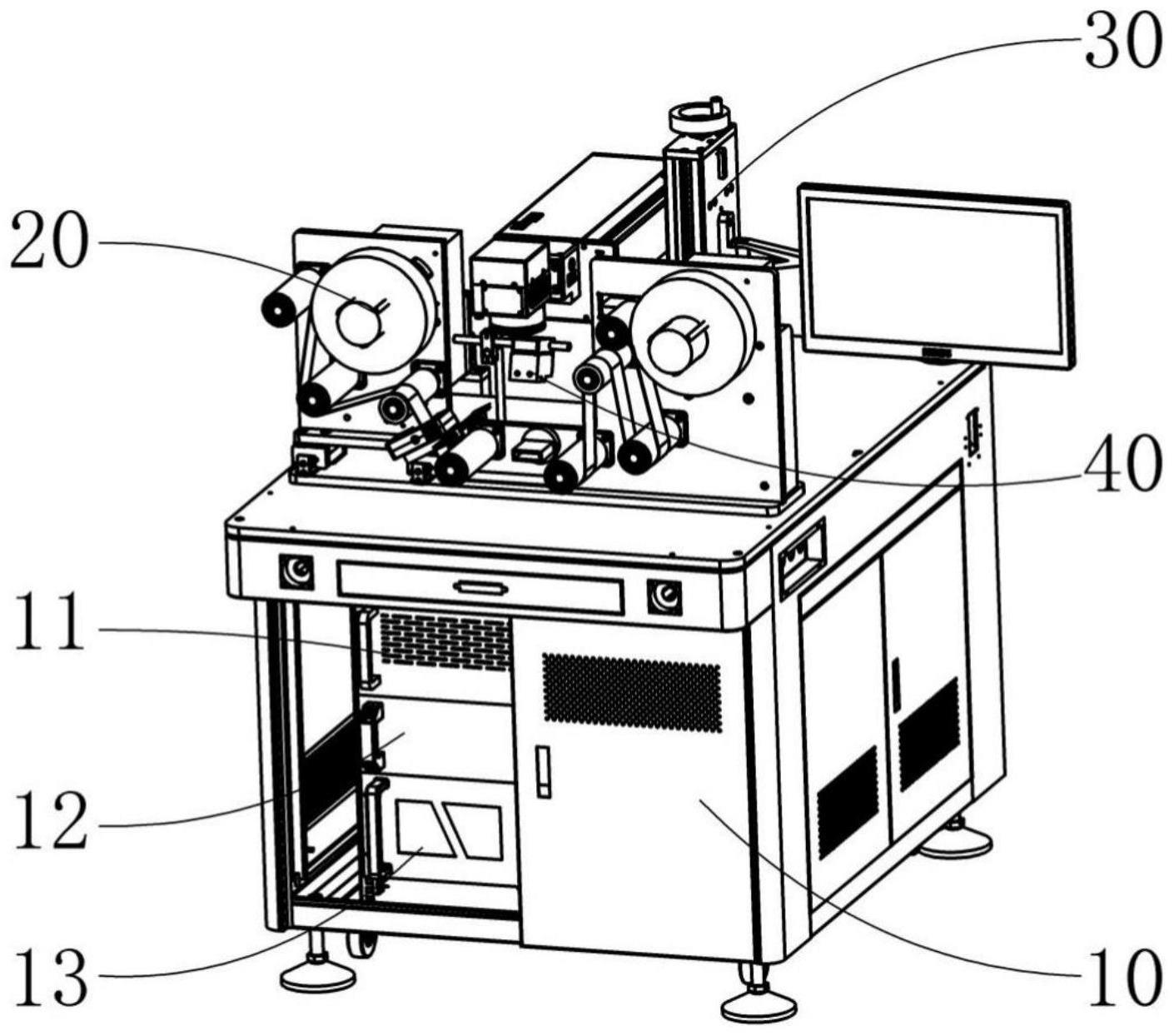
12、本发明实施例提供另一种技术方案:一种激光标刻装置,包括机柜,还包括设于所述机柜上的收放卷机构以及激光标刻机构,
13、所述收放卷机构,用于供未标刻的胶带装设并放送胶带,且在放送胶带的过程中,监测胶带的长度方向的偏移和宽度方向的偏移,
14、所述激光标刻机构包括高速振镜,根据所述长度方向的偏移和所述宽度方向的偏移,所述高速振镜补偿长度方向的标刻速度和所述宽度方向的标刻速度后再对所述胶带进行激光标刻。
15、进一步,所述收放卷机构包括用于实时监测胶带的长度方向的偏移的编码器轴。
16、进一步,所述收放卷机构包括用于实时监测胶带的宽度方向的偏移的纠偏传感器。
17、进一步,所述收放卷机构包括监控胶带的张力并对其进行调节的磁粉制动器组件和张力检测传感器。
18、与现有技术相比,本发明的有益效果是:通过收放卷机构和高速振镜的联动,根据胶带长度方向的偏移和宽度方向的偏移,采用高速振镜补偿长度方向的标刻速度和所述宽度方向的标刻速度后再对胶带进行激光标刻,从而实现收放卷机构的不启停工作,较之传统的需要启停纠偏来说,可以大幅提升激光标刻产能,同时还能够有效降低收放卷机构故障率和磨损;在定长60mm间距的情况下,激光雕刻二维码产能达到120ppm,且能够有效提升激光标刻长度和宽度方向精度至±0.2mm,并节省制造成本。
技术特征:
1.一种激光标刻方法,其特征在于,包括如下步骤:
2.如权利要求1所述的激光标刻方法,其特征在于:在所述s3步骤中,采用编码器轴实时监测胶带的长度方向的偏移。
3.如权利要求1所述的一种激光标刻方法,其特征在于:在所述s3步骤中,采用纠偏传感器实时监测胶带的宽度方向的偏移。
4.如权利要求1所述的激光标刻方法,其特征在于:在放送胶带的过程中,监控胶带的张力并对其进行调节。
5.如权利要求4所述的激光标刻方法,其特征在于:采用磁粉制动器组件和张力检测传感器来实时监控调节胶带张力。
6.如权利要求1所述的激光标刻方法,其特征在于:采用动态扫码枪动态读取并检测激光标刻的二维码。
7.一种激光标刻装置,其特征在于:包括收放卷机构以及激光标刻机构,
8.如权利要求7所述的激光标刻装置,其特征在于:所述收放卷机构包括用于实时监测胶带的长度方向的偏移的编码器轴。
9.如权利要求7所述的激光标刻装置,其特征在于:所述收放卷机构包括用于实时监测胶带的宽度方向的偏移的纠偏传感器。
10.如权利要求7所述的激光标刻装置,其特征在于:所述收放卷机构包括监控胶带的张力并对其进行调节的磁粉制动器组件和张力检测传感器。
技术总结
本发明涉及一种激光标刻方法,包括如下步骤:S1,将未标刻的胶带装设在收放卷机构上,由收放卷机构放送胶带;S2,调整设定好参数后,收放卷机构启动,开始放送胶带;S3,在放送胶带的过程中,监测胶带的长度方向的偏移和宽度方向的偏移;S4,根据长度方向的偏移和宽度方向的偏移,采用高速振镜补偿长度方向的标刻速度和宽度方向的标刻速度后再对胶带进行激光标刻,收放卷机构无需启停。还提供一种激光标刻装置,包括机柜,还包括设于机柜上的收放卷机构以及激光标刻机构。本发明根据胶带长度方向的偏移和宽度方向的偏移,采用高速振镜补偿长度方向的标刻速度和宽度方向的标刻速度后再对胶带进行激光标刻,从而实现收放卷机构的不启停工作。
技术研发人员:左忠,冯庆,杨浩,庄乐,周亚敏
受保护的技术使用者:武汉华工激光工程有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!