一种金属复合锅具的自动化生产设备及其使用方法与流程
本发明涉及机械加工设备,特别是涉及一种金属复合锅具的自动化生产设备及其使用方法。
背景技术:
1、目前金属复合锅具通常是采用冲压设备对金属复合板材进行冲压成型,冲压成型的锅具边沿都会存在多余的冲压废料部分,一般都会使用切边机对锅具的边沿进行切边处理,由于复合锅具的复合板材厚度较大、硬度较高,如果采用切边刀进行锅具边沿进行直接切除,对刀具的损耗非常大,需要经常更换刀具,而且在切割过程中长时间切割导致刀具发热,要等刀具冷却以后再能进行下次切割,导致切边效率十分低下;另外,由于锅具厚度较大,切断以后边沿会留下较为尖锐的锐边,为了防止锐边对使用者造成伤害,一般还需要修边机对锐边进行修整,所以如何将冲压、切边、修边三个工序整合为一体化自动生产设备,从而降低工作人员的工作量、提升生产效率,已经成为行业急需解决的问题。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种金属复合锅具的自动化生产设备及其使用方法。
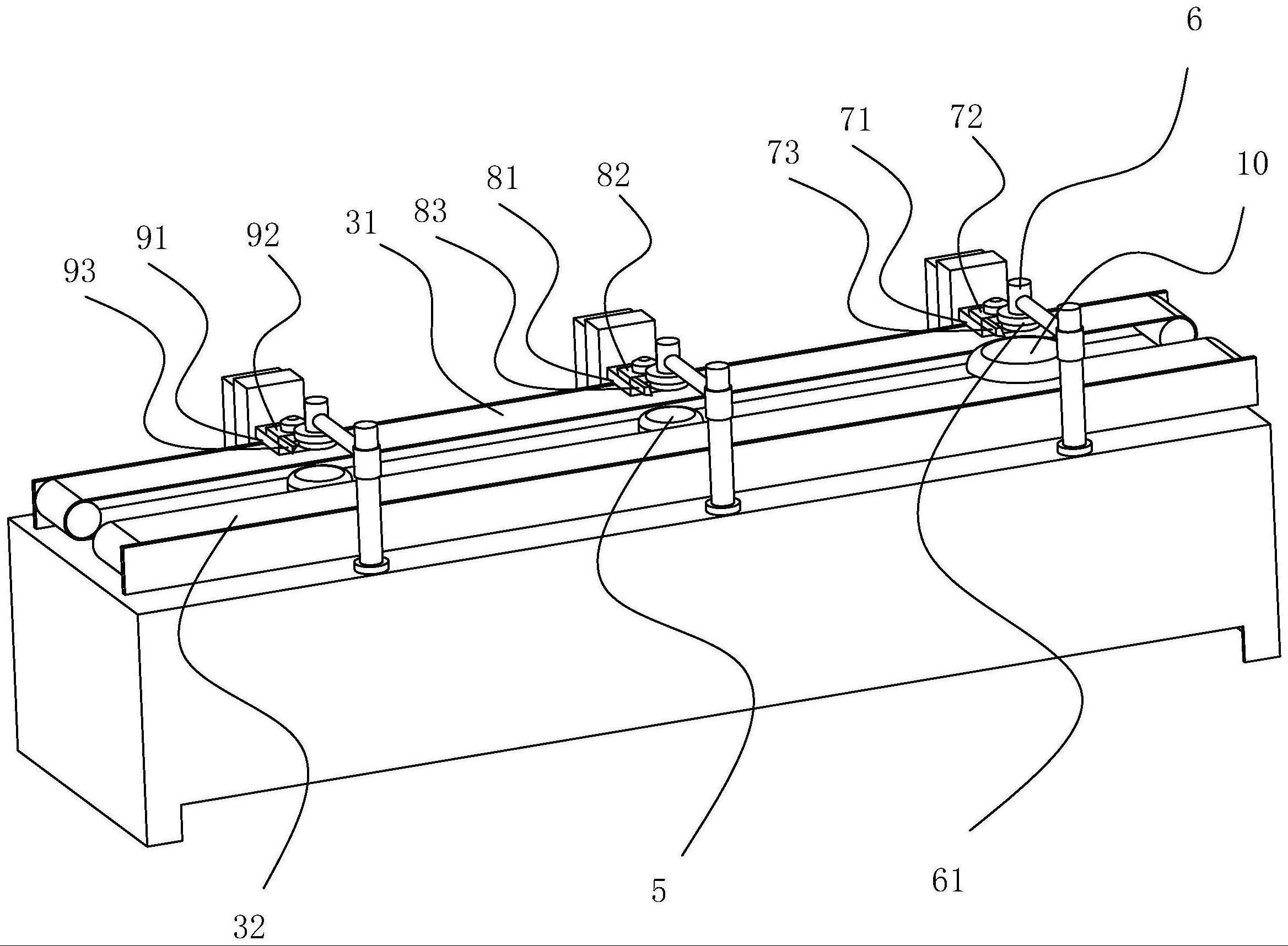
2、本发明第一方面实施例的一种金属复合锅具的自动化生产设备,依次设置有推动装置、冲压机、滑槽、传送带以及机械手臂,推动装置将冲压机冲压成型的锅具从滑槽传送到传送带上,传送带由左、右传动带组成,左、右传动带之间依次设置有三个定位点,每个定位点上分别设置有由升降装置带动的升降杆,以及与升降杆位置相对并由电机带动的旋转台,升降杆与旋转台相互配合用于夹紧待加工锅具并带动其旋转;
3、第一定位点上设置有第一切边机构,第一切边机构包括活动安装在第一底座上的第一移动座,第一移动座通过第一驱动机构控制其在第一底座上作左右移动,第一移动座上安装有第一切边刀;
4、第二定位点上设置有第二切边机构,第二切边机构包括活动安装在第二底座上的第二移动座,第二移动座通过第二驱动机构控制其在第二底座上作左右移动,第二移动座上安装有第二切边刀;
5、第三定位点上设置有修边机构,修边机构包括活动安装在第三底座上的第三移动座,第三移动座通过第三驱动机构控制其在第三底座上作左右移动,第三移动座上安装有压圆刀;
6、根据本发明的一些实施例,机械手臂安装在旋转座上,机械手臂可将完成压圆处理的锅具从传送带转送至锅具摆放处。
7、根据本发明的一些实施例,升降杆顶部设置有定位台,定位台的直径小于左、右传动带之间的间隙。
8、根据本发明的一些实施例,左、右传动带之间的间隙小于待加工锅具的直径。
9、根据本发明的一些实施例,每个定位点上设置有位置传感器。
10、根据本发明的一些实施例,第一驱动机构、第二驱动机构、第三驱动机构均为伺服电机。
11、根据本发明的一些实施例,推动装置包括驱动机构,驱动机构控制推杆向前移动。
12、根据本发明的一些实施例,机械手臂为码垛机械臂。
13、本发明第二方面实施例的一种金属复合锅具的自动化生产设备的使用方法,其步骤如下:
14、1):首先冲压机将金属复合板材冲压成锅具,推动装置将锅具从滑槽传送到传送带上;
15、2):当传送带将锅具输送到第一定位点时,升降装置带动升降杆将锅具顶压到旋转台上将锅具夹紧,并且,电机通过旋转台带动锅具一起转动;同时,第一切边机构对锅具进行切边处理,第一切边刀的切割深度为锅具厚度的一半;
16、3):当传送带将锅具输送到第二定位点时,升降装置带动升降杆将锅具顶压到旋转台上将锅具夹紧,并且,电机通过旋转台带动锅具一起转动;同时,第二切边机构对锅具进行切边处理,第二切边刀将余下的锅具边沿进行直接切除;
17、4):当传送带将锅具输送到第三定位点时,升降装置带动升降杆将锅具顶压到旋转台上将锅具夹紧,并且,电机通过旋转台带动锅具一起转动;同时,修边机构对锅具的边沿进行压圆处理。
18、5):机械手臂将完成压圆处理的锅具从传送带转送至锅具摆放处。
19、本发明至少具有如下有益效果:本产品将锅具的切边处理分两次完成,该设计有效避免了直接切除厚度较大、硬度较高的复合板材时造成的刀具损耗,而且防止直接切除时导致的刀具发热,从而减少刀具冷却时间,提高切边效率,另外,本产品将冲压、切边、修边三个工序整合为一体化自动生产设备,有效降低工作人员的工作量、提升生产效率。
20、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种金属复合锅具的自动化生产设备,其特征在于:设备依次设置有推动装置、冲压机(1)、滑槽(2)、传送带(3)以及机械手臂(4),推动装置将冲压机(1)冲压成型的锅具从滑槽(2)传送到传送带(3)上,传送带(3)由左、右传动带(31、32)组成,左、右传动带(31、32)之间依次设置有三个定位点,每个定位点上分别设置有由升降装置带动的升降杆(5),以及与升降杆(5)位置相对并由电机(6)带动的旋转台(61),升降杆(5)与旋转台(61)相互配合用于夹紧待加工锅具并带动其旋转;
2.根据权利要求1的一种金属复合锅具的自动化生产设备,其特征在于:升降杆(5)顶部设置有定位台,定位台的直径小于左、右传动带(31、32)之间的间隙。
3.根据权利要求1的一种金属复合锅具的自动化生产设备,其特征在于:左、右传动带(31、32)之间的间隙小于待加工锅具的直径。
4.根据权利要求1的一种金属复合锅具的自动化生产设备,其特征在于:每个定位点上设置有位置传感器。
5.根据权利要求1的一种金属复合锅具的自动化生产设备,其特征在于:第一驱动机构、第二驱动机构、第三驱动机构均为伺服电机。
6.根据权利要求1的一种金属复合锅具的自动化生产设备,其特征在于:推动装置包括驱动机构,驱动机构控制推杆向前移动。
7.根据权利要求1的一种金属复合锅具的自动化生产设备,其特征在于:机械手臂(4)为码垛机械臂。
8.一种采用权利要求1~7任一金属复合锅具的自动化生产设备的使用方法,其特征在于:该方法包括如下步骤:
技术总结
本发明公开了一种金属复合锅具的自动化生产设备,推动装置将冲压机冲压成型的锅具从滑槽传送到传送带上,传送带由左、右传动带组成,左、右传动带之间依次设置有三个定位点,每个定位点上分别设置有由升降装置带动的升降杆,以及与升降杆位置相对并由电机带动的旋转台,升降杆与旋转台相互配合用于夹紧待加工锅具并带动其旋转;三个定位点还设置有第一切边机构、第二切边机构以及修边机构,本产品将锅具的切边处理分两次完成,该设计有效避免了直接切除厚度较大、硬度较高的复合板材时造成的刀具损耗,而且防止直接切除时导致的刀具发热,从而减少刀具冷却时间,提高切边效率。
技术研发人员:李昶浩,李元永
受保护的技术使用者:江门市依山金属制品有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!