一种空心桨叶的制作方法与流程
本发明涉及搅拌桨叶,具体涉及一种空心桨叶的制作方法。
背景技术:
1、空心桨叶作为搅拌设备的重要部件,其成型质量直接决定了设备的使用效果。由于空心桨叶材质特殊、质量要求高、制作难度大、铸造成型质量差,桨叶成型的质量直接影响着搅拌运行的状态,容易导致设备运行过程中振动大、噪音大、影响轴承箱及减速机的使用寿命。
2、为了解决空心桨成型问题以及设备运行过程中,震动大、轴承箱磨损快等问题;尺寸精度需要满足要求,每一片桨叶应均匀承重,重量允差应不大于5‰,叶端角度和叶根角度差≤1°;桨叶的前沿和后沿必须做到圆滑过渡,不允许出现较大质量缺陷。因此,我们迫切需要对现有的生产工艺进行改进,解决空心桨叶生产中的缺陷问题。
技术实现思路
1、有鉴于此,本发明的目的是针对现有技术的不足,提供一种空心桨叶的制作方法,制作方法简单、成本低、制作的桨叶设计合理性,质量稳定。
2、为达到上述目的,本发明采用以下技术方案:
3、一种空心桨叶的制作方法,包括以下步骤:
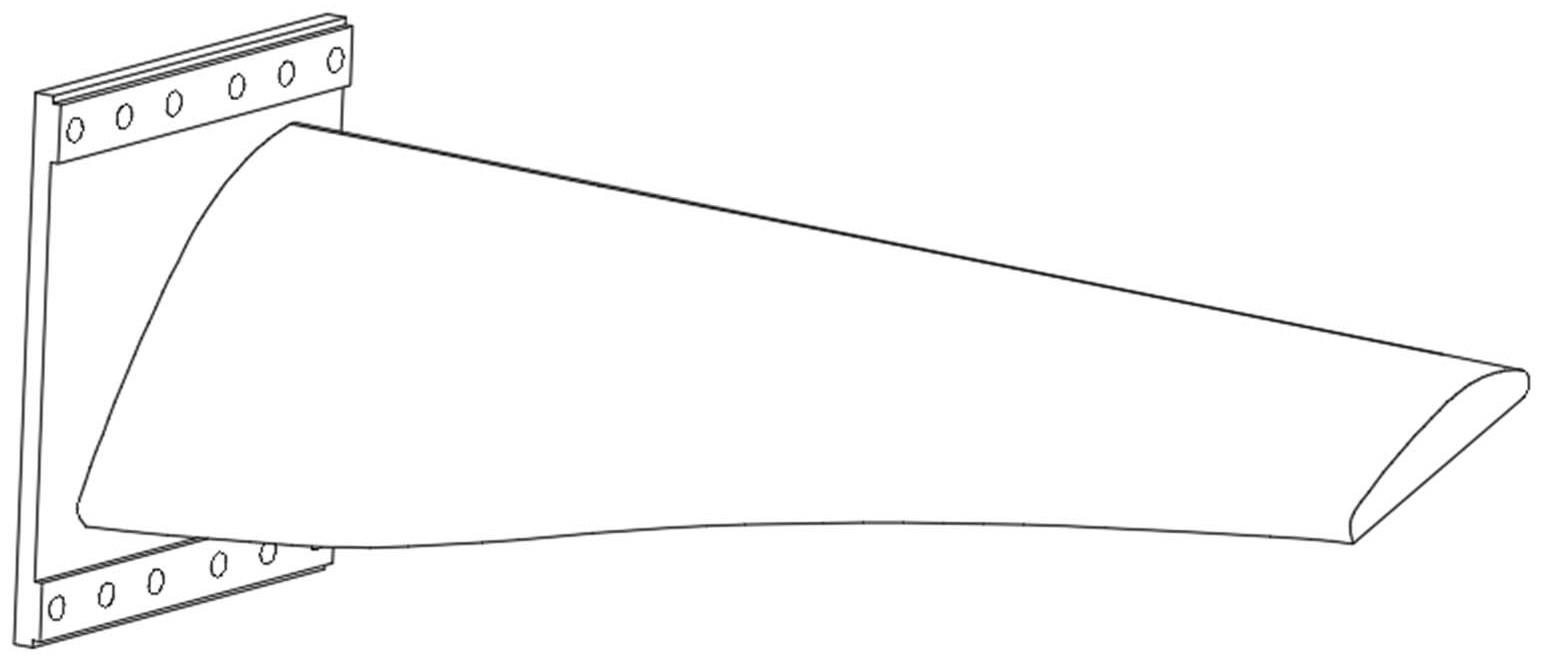
4、(1)三维建模:通过solidworks画出桨叶的中心轴,定义其沿中心轴线每个截面的弧段半径及截面倾角,放样完成桨叶整体轮廓设计,将画出的轮廓分解,将桨叶分解为由上翼板、下翼板及圆钢围成的翼型拼焊空心桨叶;
5、(2)下料图的制作:将步骤(1)中创建的三维模型导入到二维cad软件中进行展开,并画出桨叶的平面下料图;
6、(3)下料:根据步骤(2)中的下料图,将钢板和圆钢采用数控激光及数控等离子下料切割成空心桨叶上翼缘板、下翼缘板和加强板;
7、(4)胎具的制作
8、1)首先根据桨叶材质、形状参数计算桨叶压制回弹量,根据成型桨叶及回弹量利用三维软件对胎具成型曲面建模,考虑胎具的强度及压制时叶片最长伸出端的干涉情况,将该转换平面向下偏移设定的厚度,按曲面四周轮廓投影的图形进行拉伸,得到三维胎具的实体模型;
9、2)将需要压制的钢板厚度尺寸装配至胎具两曲面内进行试压;
10、3)通过试压测试叶片实际回弹量,调整胎具的低点及高点尺寸来保证实际桨叶压制成型后的精度;
11、4)按照调整后的胎具图纸制作压制胎具;
12、(5)空心桨上翼板及下翼板的压制
13、上翼板截面为两段圆弧弧状变截面变倾角曲面,下翼板为变倾角曲面,分别采用相应曲面胎具压制;(6)桨叶组对
14、采用卧式工装组对空心桨叶,空心桨叶包括上翼板和下翼板,上翼板与下翼板分别压制成型后,上翼板与下翼板相交处再采用圆钢封边,整体进行焊接;
15、(7)焊接
16、将上翼板和下翼板之间通过圆管进行焊接,形成空心桨叶;焊缝应与母材表面圆滑过渡,其表面不得有裂纹、未熔合、气孔、夹渣和烧穿的缺陷;
17、(8)检验
18、利用坡度仪检查空心桨叶的角度,叶端角度误差≤±1°,叶根误差≤±1°;
19、所有焊缝按jb4730-94《压力容器无损检测标准》规定的进行100%着色检测,1级合格;同层桨叶重量偏差≤5‰。
20、优选的,步骤(3)中钢板和圆钢在进行下料和加工时在其表面铺设有一层防护薄膜。避免钢板和圆钢上出现划痕,影响桨叶的搅拌性能。
21、优选的,步骤(6)中的所述卧式工装包括支撑平台、分别竖直设置在所述支撑平台两端的固定板和支撑板,在两个所述支撑板之间倾斜设有角钢,在所述固定板的两侧分别设有多个连接孔。空心桨叶得底板通过连接孔和螺栓安装在固定板上,空心桨叶的页端固定在角钢上,方便测量桨叶的角度。
22、本发明的有益效果是:
23、本发明采用胎具压制成型,工艺简单,不破坏内部组织,调节空间较大,尺寸外形可控,桨叶成型精度高。通过设计下料放样图,切割更加合理,节省原材料,降低成本;采用卧式工装进行桨叶组对,易操作、方便测量桨叶角度,组对精度提高;采用圆钢填充进行焊接,强度大受力好,使用寿命长。
技术特征:
1.一种空心桨叶的制作方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的空心桨叶的制作方法,其特征在于,步骤(3)中钢板和圆钢在进行下料和加工时在其表面铺设有一层防护薄膜。
3.根据权利要求1所述的空心桨叶的制作方法,其特征在于,步骤(6)中的所述卧式工装包括支撑平台、分别竖直设置在所述支撑平台两端的固定板和支撑板,在两个所述支撑板之间倾斜设有角钢,在所述固定板的两侧分别设有多个连接孔。
技术总结
本发明公开了一种空心桨叶的制作方法,包括以下步骤,(1)三维建模:通过SolidWorks创建桨叶的三维模型;(2)下料图的制作:将桨叶的三维模型导入到二维CAD软件中进行展开,并画出桨叶的平面下料图;(3)下料:将钢板和圆钢切割成空心桨叶上翼缘板、下翼缘板和加强板;(4)胎具的制作;(5)空心桨上翼板及下翼板的压制;(6)桨叶组对:采用卧式工装组对空心桨叶;(7)焊接;(8)检验。本发明采用胎具压制成型,工艺简单,不破坏内部组织,调节空间较大,尺寸外形可控,桨叶成型精度高。
技术研发人员:牛慧娟,王永超,顾鹏宇,李扬,张玲
受保护的技术使用者:郑州九冶三维化工机械有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!