异形腔体零件加工方法与流程
本发明涉及机械加工,尤其涉及一种异形腔体零件加工方法。
背景技术:
1、某零件的毛坯为整体挤压成型,成品结构图如图7所示,其整体呈筒状结构。这类零件在结构上存在如下特点:其一,两端壁厚较薄;其二,内腔某段或某几段设有异形腔;其三,至少一端的加工深度较长。
2、对应上述特点,这类零件加工时存在如下难点:其一,端部腔壁较薄,尤其加工基准后更薄,极易受到夹紧力、切削力、切削热等因素影响造成工件变形;其二,内腔结构复杂,轴向上不同位置的直径变化没有规律,一次加工成型较为困难,且切削应力较大易导致产品变形;其三,加工深度较长,对刀杆的刚性要求高,容易发生振刀,加工质量较难保证。
3、由于存在上述加工难点,现有技术中仍未存在此类零件的有效加工方法,能够使得所加工的产品各项技术指标皆符合图纸设计要求。
技术实现思路
1、为克服现有针对前述异形腔体零件缺乏有效加工方法的技术缺陷,本发明提供了一种异形腔体零件加工方法。
2、本发明提供的异形腔体零件加工方法,依次包括如下步骤:
3、s1.准备工作:
4、对应零件两端设计两套支撑套,每套支撑套皆包括内撑套和外撑套;
5、设计加长刀座,所述加长刀座包括支撑筒,所述支撑筒适于插装刀杆,且所述支撑筒的一端设有适于固定在刀盘上的连接部;
6、s2.加工零件第一端部的装夹基准:
7、将零件第二端部装夹在数控车床上,加工零件第一端部的内圆装夹基准和外圆装夹基准;
8、s3.装夹零件第一端部:
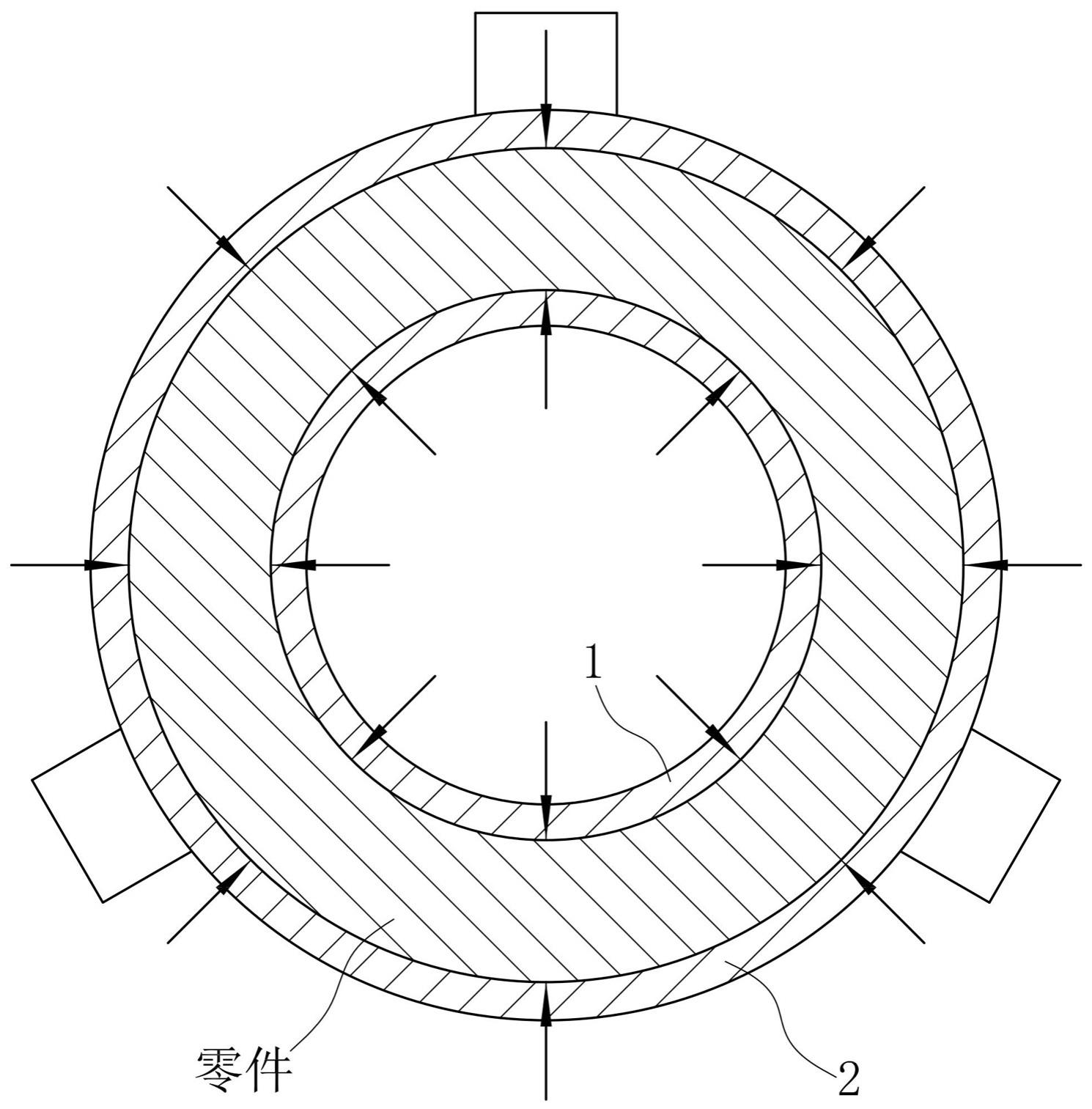
9、选取步骤s1中所设计的对应支撑套,并将所述内撑套间隙套接在第一端部内,将外撑套间隙套接在第一端部外,然后将零件第一端部装夹在数控车床上;
10、s4.加工零件第二端部的装夹基准:
11、加工零件第二端部的内圆装夹基准和外圆装夹基准;
12、s5.加工零件第二端部的内腔:
13、对于异形腔,采用几何分割法进行加工,即将异形腔分为至少两个加工区域,分步对各个加工区域依次加工;
14、对于加工深度较大的区域,首先将步骤s1中所设计的加长刀座通过所述连接部固定在数控车床的刀盘上,然后将刀具的刀杆插装在所述支撑筒内,最后进行加工;
15、s6.装夹零件第二端部:
16、选取步骤s1中所设计的对应支撑套,并将所述内撑套间隙套接在第二端部内,将外撑套间隙套接在第二端部外,然后将零件第二端部装夹在数控车床上;
17、s7.加工零件第一端部的内腔:
18、对于异形腔,采用几何分割法进行加工,即将异形腔分为至少两个加工区域,分步对各个加工区域依次加工;
19、对于加工深度较大的区域,首先将步骤s1中所设计的加长刀座通过所述连接部固定在刀盘上,然后将刀具的刀杆插装在所述支撑筒内,最后进行加工。
20、可选的,所述连接部包括:
21、键部,其凸设于所述支撑筒的底部且适于卡接在刀盘的键槽内;
22、耳部,其设有两个且分别一体成型于所述支撑筒的两侧,所述耳部上开设有安装孔,所述耳部适于通过插装在所述安装孔内的紧固件固定在刀盘上。
23、可选的,在步骤s2、步骤s3和步骤s6中,采用加长扇形卡爪进行装夹。
24、可选的,在步骤s5和步骤s7中,还包括:
25、对于斜面凹腔,采用反钩内镗刀进行加工,所述反钩内镗刀的刀具后角大于已加工斜面的角度,且所述反钩内镗刀的有效切深大于斜面凹腔的深度。
26、可选的,在步骤s5和步骤s7中,还包括:
27、精加工,所述精加工位于异形腔、加工深度较大区域和斜面凹腔加工完毕之后。
28、可选的,所述精加工选用内孔球头刀。
29、本发明提供的技术方案与现有技术相比具有如下优点:
30、本发明提供的异形腔体零件加工方法,通过设计支撑套支撑于待装夹端部的内外两侧,能够有效避免壁厚薄导致的产品变形;通过设计加长刀座,能够在加工深度较大的区域加工时将刀具的刀杆支撑在加长刀座内,避免刀杆悬空刚性不足导致晃动所引起的振刀,从而保证了加工质量;对于异形腔,采用几何分割法将其划分为几个加工区域,分步完成加工,优化了走刀路线,提升了加工效率,同时也避免一次加工导致的应力变形。本发明加工方法通过以上几点相互配合,能够实现异形腔体零件在数控车床上的加工,从而满足生产需要。
技术特征:
1.一种异形腔体零件加工方法,其特征在于,依次包括如下步骤:
2.根据权利要求1所述的异形腔体零件加工方法,其特征在于,所述连接部(32)包括:
3.根据权利要求1所述的异形腔体零件加工方法,其特征在于,在步骤s2、步骤s3和步骤s6中,采用加长扇形卡爪进行装夹。
4.根据权利要求1至3任一项所述的异形腔体零件加工方法,其特征在于,在步骤s5和步骤s7中,还包括:
5.根据权利要求4所述的异形腔体零件加工方法,其特征在于,在步骤s5和步骤s7中,还包括:
6.根据权利要求5所述的异形腔体零件加工方法,其特征在于,所述精加工选用内孔球头刀(5)。
技术总结
本发明涉及机械加工技术领域,具体涉及一种异形腔体零件加工方法。本方法设计专用的支撑套对零件进行支撑,设计专用的加长刀座对刀具导杆进行支撑,采用几何分割法对异形腔体进行加工。通过支撑套对待装夹端部的内外两侧进行支撑,能够有效避免壁厚薄导致的产品变形;通过加长刀座对刀具的刀杆进行支撑,能够避免刀杆悬空刚性不足导致晃动所引起的振刀,从而保证了加工质量;对于异形腔,采用几何分割法将其划分为几个加工区域,分步完成加工,优化了走刀路线,提升了加工效率,同时也避免一次加工导致的应力变形。本发明加工方法通过以上几点相互配合,能够实现异形腔体零件在数控车床上的加工,从而满足生产需要。
技术研发人员:韦国栋,聂文斌,薛勇,潘晓凡,原杰,刘明月
受保护的技术使用者:山西平阳重工机械有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!