横筋弯曲装置及盾构管片钢筋笼生产线的制作方法
本发明涉及盾构管片钢筋笼生产线加工,尤其涉及一种横筋弯曲装置及盾构管片钢筋笼生产线。
背景技术:
1、在隧道修建过程中,盾构机挖出圆形洞孔后需要多个弧形的盾构管片将圆形洞孔固定,为后续工程提供坚固安全的空间。盾构管片是由盾构管片钢筋笼与混凝土锚固结合形成的不同尺寸弧形盾构管片。其中盾构管片钢筋笼包括多个呈弧形状的单片网和多根箍筋;多个单片网间隔且相互平行设置;多根箍筋间隔且相互平行焊接固定在多个单片网外侧边缘上,将多个单片网固定后形成呈弧形盾构管片钢筋笼。如图3所示,单片网由面筋、底筋和横筋构成。
2、当横筋采用端部的钩筋时,现有技术通常采用如弯箍机等加工先完成钢筋的弯钩,而后再将横筋与箍筋搭接焊接在一起,随后人工摆放至焊接胎具内,再穿入底筋和面筋等人工焊接完成盾构管片钢筋笼的制作。此种加工方式流转过程繁多,人力投入多,生产效率较低。
技术实现思路
1、本发明的目的在于提供一种横筋弯曲装置及盾构管片钢筋笼生产线,可以将焊接后的横筋完成弯曲,无需人工采用弯箍机和人工焊接的方式完成,提升生产效率。
2、为达此目的,本发明采用以下技术方案:
3、横筋弯曲装置,以将焊接于面筋和底筋上的横筋的端部弯曲,包括:
4、架梁;
5、弯曲臂,所述弯曲臂设置第一弯曲点和第二弯曲点,两个所述弯曲臂的所述第一弯曲点与所述架梁铰接;所述弯曲臂具有水平状态与倾斜状态,位于所述水平状态下,其中一个所述弯曲臂上的所述第一弯曲点和所述第二弯曲点抵接所述横筋位于所述面筋的两侧;另一个所述弯曲臂的所述第一弯曲点和所述第二弯曲点抵接所述横筋位于所述底筋的两侧;所述弯曲臂由所述水平状态向所述倾斜状态转换时,所述第二弯曲点围绕所述第一弯曲点旋转以弯曲所述横筋的端部;
6、弯曲驱动件,设置在所述架梁上,所述弯曲驱动件的输出端连接所述弯曲臂以驱动所述弯曲臂在所述水平状态与所述倾斜状态之间切换。
7、作为优选,所述第一弯曲点和第二弯曲点之间设置容纳槽,所述弯曲臂位于倾斜状态时,两个所述弯曲臂上的所述容纳槽相对。
8、作为优选,所述弯曲臂上设置有中心轴与转动轴,所述中心轴与所述架梁铰接,所述转动轴与所述中心轴相对设置于所述容纳槽的两侧,所述中心轴与所述转动轴的外边缘凸出于所述容纳槽,所述中心轴与所述转动轴分别形成所述第一弯曲点与所述第二弯曲点。
9、作为优选,所述架梁上设置有凸出于所述架梁表面的转接座,所述中心轴转接于所述转接座上。
10、作为优选,所述弯曲臂相对于所述架梁的中心对称设置。
11、作为优选,所述弯曲驱动件为直线驱动件,两个所述直线驱动件的输出端的输出方向倾斜靠近,所述直线驱动件的输出端与所述弯曲臂铰接。
12、作为优选,所述直线驱动件与所述弯曲臂的铰接点位于远离所述第一弯曲点的一端。
13、作为优选,还包括安装梁,所述安装梁上设置有升降驱动件,所述升降驱动件的输出端连接所述架梁,以能够驱动所述架梁升降。
14、作为优选,还包括行走驱动件和齿条,所述齿条沿水平方向延伸,并且延伸方向与所述横筋的分布方向相同,所述行走驱动件设置在所述安装梁上,所述行走驱动件的输出端设置有与所述齿条啮合的转动齿。
15、作为优选,包括如上任一所述的横筋弯曲装置和焊接装置,所述焊接装置能够将所述横筋焊接于所述面筋和所述底筋上,所述横筋弯曲装置位于所述焊接装置的下游,以能够对完成焊接的所述横筋的端部进行弯曲。
16、本发明的有益效果:
17、通过第一弯曲点与第二弯曲点共同抵接横筋,当弯曲驱动件驱动弯曲臂转换状态时,第二弯曲点围绕第一弯曲点进行旋转,旋转的过程中,横筋以面筋或者底筋为轴心,横筋的端部进行旋转进行弯曲形成所需的钩状。由此,无需提前进行弯钩在进行焊接,可以在焊接后直接进行弯曲,节省了人为的摆放和分步骤焊接的过程,提高生产效率。
技术特征:
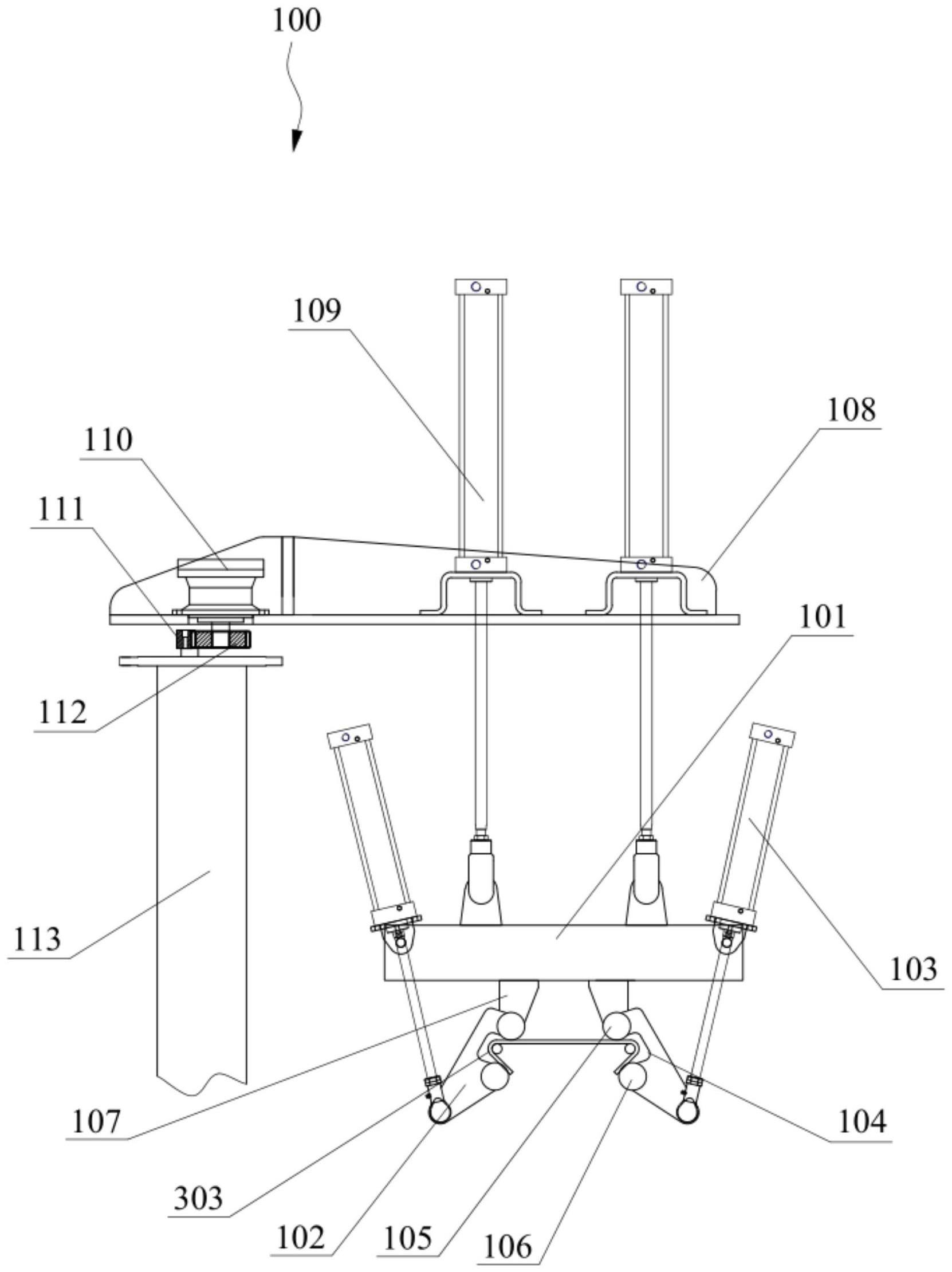
1.横筋弯曲装置,以将焊接于面筋(301)和底筋(302)上的横筋(303)的端部弯曲,其特征在于,包括:
2.根据权利要求1所述的横筋弯曲装置,其特征在于,所述第一弯曲点和第二弯曲点之间设置容纳槽(104),所述弯曲臂(102)位于倾斜状态时,两个所述弯曲臂(102)上的所述容纳槽(104)相对。
3.根据权利要求2所述的横筋弯曲装置,其特征在于,所述弯曲臂(102)上设置有中心轴(105)与转动轴(106),所述中心轴(105)与所述架梁(101)铰接,所述转动轴(106)与所述中心轴(105)相对设置于所述容纳槽(104)的两侧,所述中心轴(105)与所述转动轴(106)的外边缘凸出于所述容纳槽(104),所述中心轴(105)与所述转动轴(106)分别形成所述第一弯曲点与所述第二弯曲点。
4.根据权利要求3所述的横筋弯曲装置,其特征在于,所述架梁(101)上设置有凸出于所述架梁(101)表面的转接座(107),所述中心轴(105)转接于所述转接座(107)上。
5.根据权利要求1所述的横筋弯曲装置,其特征在于,所述弯曲臂(102)相对于所述架梁(101)的中心对称设置。
6.根据权利要求1所述的横筋弯曲装置,其特征在于,所述弯曲驱动件(103)为直线驱动件,两个所述直线驱动件的输出端的输出方向倾斜靠近,所述直线驱动件的输出端与所述弯曲臂(102)铰接。
7.根据权利要求6所述的横筋弯曲装置,其特征在于,所述直线驱动件与所述弯曲臂(102)的铰接点位于远离所述第一弯曲点的一端。
8.根据权利要求1-7任一所述的横筋弯曲装置,其特征在于,还包括安装梁(108),所述安装梁(108)上设置有升降驱动件(109),所述升降驱动件(109)的输出端连接所述架梁(101),以能够驱动所述架梁(101)升降。
9.根据权利要求8所述的横筋弯曲装置,其特征在于,还包括行走驱动件(110)和齿条(111),所述齿条(111)沿水平方向延伸,并且延伸方向与所述横筋(303)的分布方向相同,所述行走驱动件(110)设置在所述安装梁(108)上,所述行走驱动件(110)的输出端设置有与所述齿条(111)啮合的转动齿。
10.盾构管片钢筋笼生产线,其特征在于,包括如权利要求1-9任一所述的横筋弯曲装置(100)和焊接装置(200),所述焊接装置(200)能够将所述横筋(303)焊接于所述面筋(301)和所述底筋(302)上,所述横筋弯曲装置(100)位于所述焊接装置(200)的下游,以能够对完成焊接的所述横筋(303)的端部进行弯曲。
技术总结
本发明属于盾构管片钢筋笼生产线加工技术领域,公开了横筋弯曲装置及盾构管片钢筋笼生产线,包括架梁以及设置在架梁上的弯曲臂和弯曲驱动件,弯曲臂设置第一弯曲点和第二弯曲点,两个弯曲臂的第一弯曲点与架梁铰接;弯曲臂具有水平状态与倾斜状态,位于水平状态下,其中一个弯曲臂上的第一弯曲点和第二弯曲点抵接横筋位于面筋的两侧;另一个弯曲臂的第一弯曲点和第二弯曲点抵接横筋位于底筋的两侧;由水平状态向倾斜状态转换,第二弯曲点围绕第一弯曲点旋转以弯曲横筋的端部;弯曲驱动件驱动弯曲臂在水平状态与倾斜状态之间切换。盾构管片钢筋笼生产线采用上述横筋弯曲装置,可以将焊接后的横筋完成弯曲,提升生产效率。
技术研发人员:陈振东,请求不公布姓名
受保护的技术使用者:建科机械(天津)股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!