一种弧形件焊接装置及其焊接工艺的制作方法
本申请涉及焊接装置领域,尤其是涉及一种弧形件焊接装置及其焊接工艺。
背景技术:
1、弧形件包括保温杯,保温杯一般采用内外两层的方式设置,对内部的水或其他液体进行保温。
2、公开号为cn114833447a的专利公开了一种双层不锈钢保温杯的多用途焊接装置,属于保温杯加工设备技术领域。它解决了现有的保温杯焊接装置应用性不广的问题。本多用途焊接装置包括机架、固定设置在机架上的升降驱动装置、固定设置在升降驱动装置输出端的升降台、转动设置在升降台上的驱动轴、固定设置在升降台上并用于带动驱动轴旋转的主轴驱动装置、设置在驱动轴端部的夹具装置、设置在机架上的激光焊头以及外壳限位部件和内胆限位部件。与现有技术相比,本多用途焊接装置可以实现一机多用,不但能可用于直口外壳和直口内胆的焊接,还能将内胆进行自动与外壳搭边后完成焊接,更能用于圆弧底的小圆片焊接。
3、在实现上述申请过程中,发明人发现该技术中至少存在如下问题,保温杯的中底与外壳进行焊接后,外壳底部尺寸会往内收缩且收缩尺寸不均匀,从而影响外壳底部与钢底的配合度,致使焊接钢底的不良率高;保温杯的杯体焊中底后,杯底会往内收缩从而形成一个短小的斜边,而原先的钢底圆弧尺寸不一致,导致与杯底收缩后的杯体相接处配合不顺,有凹槽,这种情况下进行焊接会形成虚焊,致使砂焊缝不良率高,并且多次抛光返工造成杯体抛光材料变薄,造成报废。
技术实现思路
1、为了提升弧形件的焊接质量,本申请提供一种弧形件焊接装置及其焊接工艺。
2、第一方面,本申请提供的一种弧形件焊接装置采用如下的技术方案:
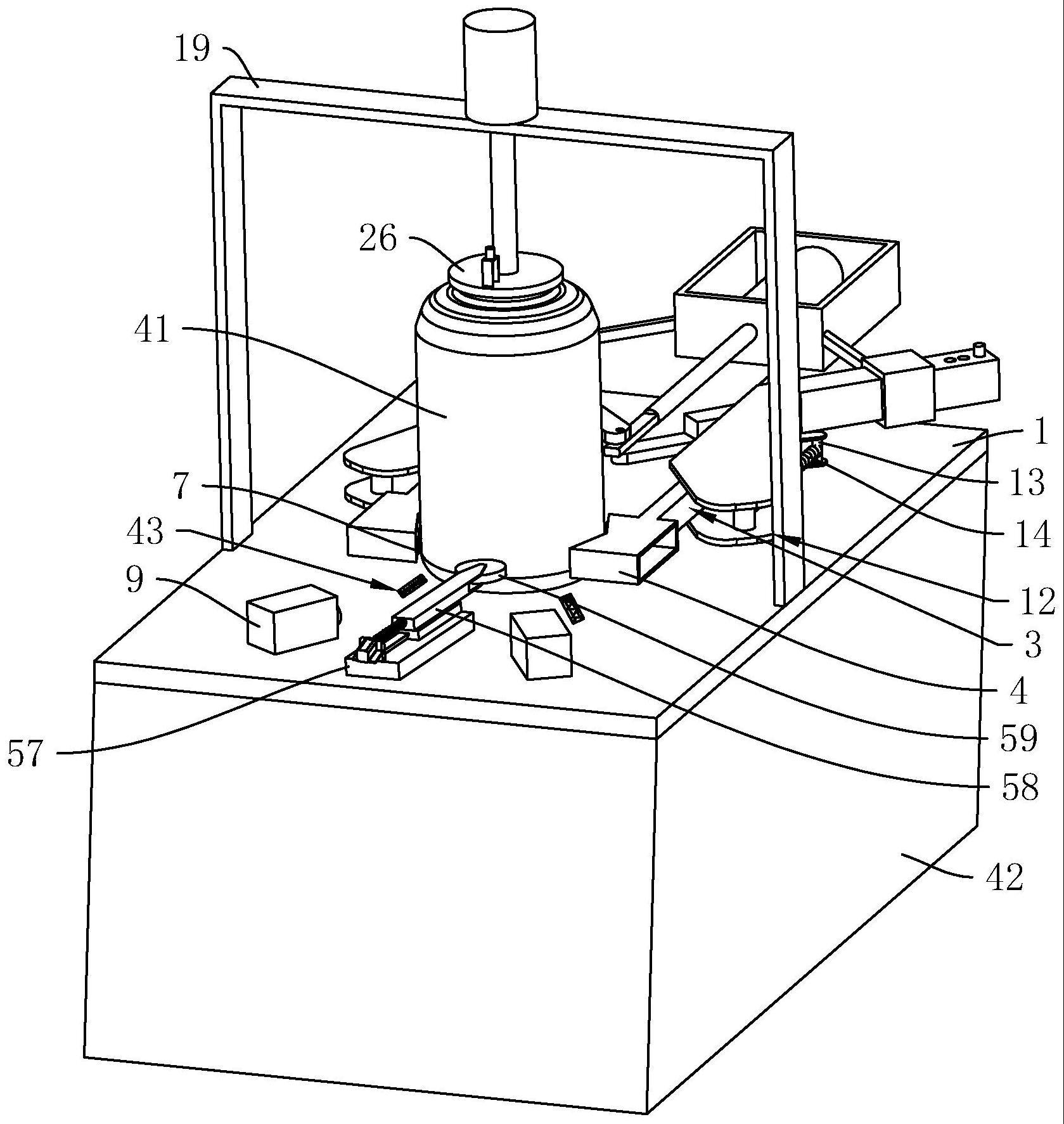
3、一种弧形件焊接装置,包括工作台,所述工作台侧壁固定有支撑架,所述支撑架侧壁活动连接有两推动杆,两所述推动杆相互平行且推动杆端部固定有推动块,所述推动块相对的侧壁上开设有用于夹持的夹持导向面,所述推动块上开设有推动槽,所述推动槽内侧壁转动连接有若干稳定转盘,所述稳定转盘侧壁固定有吸盘,所述工作台上固定有用于焊接的焊接枪头。
4、通过采用上述技术方案,弧形件件被夹持后,稳定转盘侧壁与弧形件侧壁接触,由于稳定转盘侧壁固定有吸盘,吸盘对弧形件起到吸附作用,增强了对于弧形件夹持的稳定性,同时焊接产生应力导致焊缝处弯曲时,通过转动弧形件件,在吸盘的作用下,焊缝处的弯曲位置被拉动并恢复原位,减小了焊接后产品的不良率,提升了焊接质量。
5、可选的,所述支撑架上设置有便于带动推动杆运动的带动组件,所述带动组件包括固定于支撑架侧壁的两滑动架,所述滑动架上滑动连接有调整架,所述调整架呈“v”形设置且调整架其中一侧壁滑动连接于滑动架,另一侧壁上开设有调整槽,所述推动杆转动连接于调整槽内侧壁,所述推动杆端部固定有复位杆,所述复位杆与调整槽内侧壁之间设置有用于拉动复位杆的复位弹簧。
6、通过采用上述技术方案,调整架滑移带动推动杆滑移,同时推动块将被焊工件夹持,调整架继续运动,在复位弹簧的作用下,推动块夹持力增加,提升了夹持过程的稳定性,同时复位弹簧便于夹持完成后推动杆恢复原位。
7、可选的,所述调整槽内侧壁固定有用于限制推动杆位置的限位杆,所述调整架拐角处转动连接有带动杆,所述支撑架上固定有带动电缸,所述带动杆转动连接于带动电缸活塞杆。
8、通过采用上述技术方案,限位杆用于限制推动杆位置,减小推动杆偏移角度过大而导致的无法夹持待焊工件的可能,同时带动电缸启动带动带动杆运动,带动杆拉动调整架运动,便于夹持过程的进行。
9、可选的,所述工作台上转动连接有定位盘,所述定位盘轴线与工件被夹持后所在位置的轴线位置相同,所述工作台上固定有固定架,所述固定架底部转动连接有带动板,所述带动板与所述定位盘同轴设置,所述带动板底部固定有夹持筒,所述夹持筒侧壁开设有若干夹持槽,所述夹持槽内侧壁转动连接有夹杆,所述夹杆为“丁”字型且其呈杠杆形式运作,所述第一固定杆同时穿设于带动板与夹持筒,所述工作台上设置有用于进一步定位待焊工件的定位组件。
10、通过采用上述技术方案,夹持过程中,带动板抵接于待焊工件顶部,夹杆置于待焊工件内部,夹杆转动使夹杆侧壁抵接于待焊工件内侧壁,从而使待焊工件被夹持于夹杆与带动板之间,带动板转动即可带动待焊工件转动,便于控制待焊工件的转动。
11、可选的,所述夹持筒内设置有用于带动夹杆运动的运动组件,所述运动组件包括滑动连接于夹持筒内侧壁的控制筒,所述控制筒侧壁开设有控制槽,所述夹杆穿设于所述控制槽内,所述夹持筒内设置有用于推动控制筒运动的控制弹簧,所述夹持筒侧壁开设有操作槽,所述操作槽内穿设有操作杆且操作杆固定于控制筒侧壁。
12、通过采用上述技术方案,操作杆滑移带动控制筒滑移,控制筒在滑移过程中,控制槽内侧壁推动夹杆转动,并将夹杆位置固定,便于夹杆将待焊工件内侧壁夹持。
13、可选的,所述操作杆为“l”型,且操作杆其中一侧壁平行于带动板,另一侧壁滑动连接于带动板端面。
14、通过采用上述技术方案,操作杆延伸至带动板端面,便于控制控制筒的运动。
15、可选的,所述工作台上开设有若干卡位孔,所述卡位孔内滑动连接有第一卡位杆,所述第一卡位杆正对于定位盘的端面转动连接有第二卡位杆,所述第二卡位杆端部转动连接有用于定位待焊工件的卡位台,所述卡位台侧壁固定有维持杆且所述维持杆穿设于第一卡位杆,所述维持杆侧壁设置有推动卡位台朝向背离第一卡位杆的方向滑移的维持弹簧。
16、通过采用上述方案,抬升电机启动带动抬升板滑移,抬升板上升过程中,在维持弹簧的作用下,卡位台朝向待焊工件运动并将待焊工件侧壁接触,进一步对待焊工件进行定位。
17、第二方面,本申请还公开了一种适用于上述弧形件焊接装置的焊接工艺,包括以下步骤:
18、1、将工件放置于工作台上;
19、2、启动带动电缸,带动电缸带动推动块运动并将工件夹持,推动块将工件转移至定位盘上;
20、3、第一卡位杆滑移带动第二卡位杆抵接于工件外部;
21、5、启动焊接枪头,对焊缝处进行点焊固定;
22、6、带动板转动带动工件转动,焊接枪头进行连续焊接至焊接完成。
23、通过采用上述方案,待焊工件首先经过夹持,并经过点焊固定,待焊工件转动过程中,焊缝凹陷处在吸盘的作用下恢复原位,便于焊接过程的进行。
24、综上所述,本申请包括以下至少一种有益技术效果:
25、1.本设备适用于大部分弧形杯状结构的焊接,同时在经过点焊固定杆后转动弧形件件,在吸盘的作用下,焊缝处的弯曲位置被拉动并恢复原位,减小了焊接后产品的不良率,提升了焊接质量;
26、2.第二固定杆端部设置滚动球,在待焊工件转动过程中,第二固定杆端部对待焊工件产生的干涉较小。
技术特征:
1.一种弧形件焊接装置,其特征在于:包括工作台(1),所述工作台(1)侧壁固定有支撑架(2),所述支撑架(2)侧壁活动连接有两推动杆(3),两所述推动杆(3)相互平行且推动杆(3)端部固定有推动块(4),所述推动块(4)相对的侧壁上开设有用于夹持的夹持导向面(5),所述推动块(4)上开设有推动槽(6),所述推动槽(6)内侧壁转动连接有若干稳定转盘(7),所述稳定转盘(7)侧壁固定有吸盘(8),所述工作台(1)上固定有用于焊接的焊接枪头(9)。
2.根据权利要求1所述的弧形件焊接装置,其特征在于:所述支撑架(2)上设置有便于带动推动杆(3)运动的带动组件,所述带动组件包括固定于支撑架(2)侧壁的两滑动架(10),所述滑动架(10)上滑动连接有调整架(11),所述调整架(11)呈“v”形设置且调整架(11)其中一侧壁滑动连接于滑动架(10),另一侧壁上开设有调整槽(12),所述推动杆(3)转动连接于调整槽(12)内侧壁,所述推动杆(3)端部固定有复位杆(13),所述复位杆(13)与调整槽(12)内侧壁之间设置有用于拉动复位杆(13)的复位弹簧(14)。
3.根据权利要求2所述的弧形件焊接装置,其特征在于:所述调整槽(12)内侧壁固定有用于限制推动杆(3)位置的限位杆(15),所述调整架(11)拐角处转动连接有带动杆(16),所述支撑架(2)上固定有带动电缸(17),所述带动杆(16)转动连接于带动电缸(17)活塞杆。
4.根据权利要求1所述的弧形件焊接装置,其特征在于:所述工作台(1)上转动连接有定位盘(18),所述定位盘(18)轴线与工件被夹持后所在位置的轴线位置相同,所述工作台(1)上固定有固定架(19),所述固定架(19)底部转动连接有带动板(26),所述带动板(26)与所述定位盘(18)同轴设置,所述带动板(26)底部固定有夹持筒(27),所述夹持筒(27)侧壁开设有若干夹持槽(28),所述夹持槽(28)内侧壁转动连接有夹杆(29),所述夹杆(29)为“丁”字型且其呈杠杆形式运作,所述第一固定杆(20)同时穿设于带动板(26)与夹持筒(27),所述工作台(1)上设置有用于进一步定位待焊工件(41)的定位组件。
5.根据权利要求4所述的弧形件焊接装置,其特征在于:所述夹持筒(27)内设置有用于带动夹杆(29)运动的运动组件,所述运动组件包括滑动连接于夹持筒(27)内侧壁的控制筒(30),所述控制筒(30)侧壁开设有控制槽(31),所述夹杆(29)穿设于所述控制槽(31)内,所述夹持筒(27)内设置有用于推动控制筒(30)运动的控制弹簧(32),所述夹持筒(27)侧壁开设有操作槽(33),所述操作槽(33)内穿设有操作杆(34)且操作杆(34)固定于控制筒(30)侧壁。
6.根据权利要求5所述的弧形件焊接装置,其特征在于:所述操作杆(34)为“l”型,且操作杆(34)其中一侧壁平行于带动板(26),另一侧壁滑动连接于带动板(26)端面。
7.根据权利要求4所述的弧形件焊接装置,其特征在于:所述定位组件包括开设于所述工作台(1)上的若干卡位孔(43),所述卡位孔(43)内滑动连接有第一卡位杆(44),所述第一卡位杆(44)正对于定位盘(18)的端面转动连接有第二卡位杆(45),所述第二卡位杆(45)端部转动连接有用于定位待焊工件(41)的卡位台(46),所述卡位台(46)侧壁固定有维持杆(48)且所述维持杆(48)穿设于第一卡位杆(44),所述维持杆(48)侧壁设置有推动卡位台(46)朝向背离第一卡位杆(44)的方向滑移的维持弹簧(51)。
8.一种适用于上述弧形件焊接装置的焊接工艺,其特征在于,包括以下步骤:
技术总结
本申请公开了一种弧形件焊接装置及其焊接工艺,涉及焊接装置领域,其包括工作台,所述工作台侧壁固定有支撑架,所述支撑架侧壁活动连接有两推动杆,两所述推动杆相互平行且推动杆端部固定有推动块,所述推动块相对的侧壁上开设有用于夹持的夹持导向面,所述推动块上开设有推动槽,所述推动槽内侧壁转动连接有若干稳定转盘,所述稳定转盘侧壁固定有吸盘,所述工作台上固定有用于焊接的焊接枪头。本申请具有提升弧形件的焊接质量的效果。
技术研发人员:孙光明,刘力,罗秋霞
受保护的技术使用者:浙江安胜科技股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!