一种自动化焊接组装方法与流程
本发明涉及半导体封装,具体涉及一种自动化焊接组装方法。
背景技术:
1、如图1所示,现有轴向二极管引线基本为长条形圆柱体结构,受此结构的限制,引线和引线之间无法增加横向连筋,从而无法形成矩阵式结构,所以加工出的引线只能为独立散颗部件。
2、受限于上述引线结构,现有轴向二极管焊接组装基本包含如下过程:使用导线装填机将散颗的正负极引线分别装填入对应石墨焊接盘的焊接穴位中;操作人员将装填过引线的石墨焊接盘转移至焊锡片装填工作区域,使用焊锡片装填治具进行焊锡片装填;将装填完焊锡片的石墨焊接盘再次转移至固晶工作区域,使用固晶设备或芯片装填治具进行芯片装填;装填完芯片后再次重复上述焊锡片装填流程;完成后将装填有正极引线的石墨盘上下翻转,与装填有负极引线、芯片及焊锡片的石墨盘进行堆叠合盘;最后将合盘后的石墨盘送入高温焊接炉进行焊接,直至出炉完成整个焊接流程。
3、上述现有轴向二极管焊接组装流程,完成整个过程需配备多台专用独立设备,占用空间大且投资费用高;中间转移动作以及多个作业环节需依靠操作人员手动进行作业,生产效率偏低,生产出的产品品质一致性不佳。
技术实现思路
1、本发明需要解决的技术问题是提供一种自动化焊接组装方法,使用机械机构替代人工进行各个环节的自动化作业,提高生产效率的同时,提高产品品质一致性,提升产品竞争力。
2、为解决上述技术问题,本发明所采取的技术方案如下。
3、一种自动化焊接组装方法,包括以下步骤:
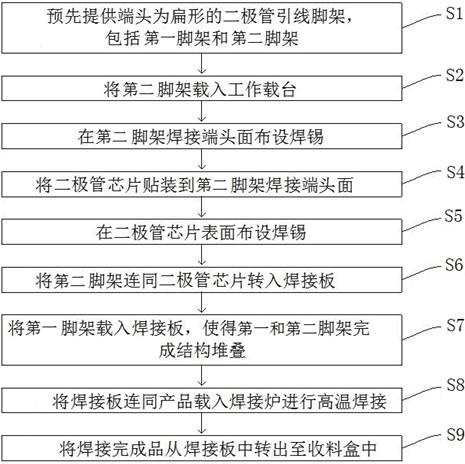
4、s1.预先提供端头为扁形的二极管引线脚架,包括第一脚架和第二脚架;
5、s2.将第二脚架载入工作载台;
6、s3.在第二脚架焊接端头面布设焊锡;
7、s4.将二极管芯片贴装到第二脚架焊接端头面;
8、s5.在二极管芯片表面布设焊锡;
9、s6.将第二脚架连同二极管芯片转入焊接板;
10、s7.将第一脚架载入焊接板,使得第一脚架和第二脚架完成结构堆叠。
11、优选的,所述步骤s1中二极管引线脚架包括若干片扁形引线单体,扁形引线单体包括相对设置的第一端头和第二端头,第一端头的宽度大于第二端头的宽度;所第一端头为焊接基岛,第二端头为与外部电路连接的i/o端口。
12、优选的,所述焊接基岛的中心设有用以承载二极管芯片容纳部。
13、优选的,相邻所述扁形引线单体之间设置有位于第二端头一侧的横向连筋,横向连筋上开设有用于定位及感知的圆形通孔。
14、优选的,所述第一脚架和第二脚架的形状结构相同。
15、优选的,所述步骤s7后还包括步骤:s8.将焊接板连同产品载入焊接炉进行高温焊接。
16、优选的,所述步骤s8后还包括步骤:s9.将焊接完成品从焊接板中转出至收料盒中。
17、优选的,所述步骤s2至s9中的单个步骤均通过机械机构自动控制执行。
18、优选的,所述步骤s2至s9中的步骤和步骤之间的物料及所用治具传递均通过自动化机构运转衔接。
19、优选的,所述步骤s2至s9中各步骤的各个作业动作被编译成程序语言输入设备主机,生产作业时,设备机构依程序设定,依次循环执行形成自动化生产流水线。
20、由于采用了以上技术方案,本发明所取得技术进步如下。
21、本发明通过引入使用扁形的二极管引线脚架,实现了轴向二极管焊接组装过程的全自动化生产,提高了生产效率和产品品质稳定性,提升了产品竞争力。
技术特征:
1.一种自动化焊接组装方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种自动化焊接组装方法,其特征在于:所述步骤s1中二极管引线脚架包括若干片扁形引线单体(1),扁形引线单体(1)包括相对设置的第一端头和第二端头,第一端头的宽度大于第二端头的宽度;所第一端头为焊接基岛(11),第二端头为与外部电路连接的i/o端口(12)。
3.根据权利要求2所述的一种自动化焊接组装方法,其特征在于:所述焊接基岛(11)的中心设有用以承载二极管芯片容纳部。
4.根据权利要求2所述的一种自动化焊接组装方法,其特征在于:相邻所述扁形引线单体(1)之间设置有位于第二端头一侧的横向连筋(2),横向连筋(2)上开设有用于定位及感知的圆形通孔(21)。
5.根据权利要求4所述的一种自动化焊接组装方法,其特征在于:所述第一脚架和第二脚架的形状结构相同。
6.根据权利要求1所述的一种自动化焊接组装方法,其特征在于:所述步骤s7后还包括步骤:s8.将焊接板连同产品载入焊接炉进行高温焊接。
7.根据权利要求6所述的一种自动化焊接组装方法,其特征在于:所述步骤s8后还包括步骤:s9.将焊接完成品从焊接板中转出至收料盒中。
8.根据权利要求7所述的一种自动化焊接组装方法,其特征在于:所述步骤s2至s9中的单个步骤均通过机械机构自动控制执行。
9.根据权利要求7所述的一种自动化焊接组装方法,其特征在于:所述步骤s2至s9中的步骤和步骤之间的物料及所用治具传递均通过自动化机构运转衔接。
10.根据权利要求7所述的一种自动化焊接组装方法,其特征在于:所述步骤s2至s9中各步骤的各个作业动作被编译成程序语言输入设备主机,生产作业时,设备机构依程序设定,依次循环执行形成自动化生产流水线。
技术总结
本发明公开了一种自动化焊接组装方法,包括以下步骤:S1.预先提供端头为扁形的二极管引线脚架,包括第一脚架和第二脚架;S2.将第二脚架载入工作载台;S3.在第二脚架焊接端头面布设焊锡;S4.将二极管芯片贴装到第二脚架焊接端头面;S5.在二极管芯片表面布设焊锡;S6.将第二脚架连同二极管芯片转入焊接板;S7.将第一脚架载入焊接板,使得第一脚架和第二脚架完成结构堆叠。本发明通过引入使用扁形的二极管引线脚架,实现了轴向二极管焊接组装过程的全自动化生产,提高了生产效率和产品品质稳定性,提升了产品竞争力。
技术研发人员:方敏清
受保护的技术使用者:强茂电子(无锡)有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!