一种355Mpa级别屈服强度的80mm厚钢板返修焊接方法与流程
本发明涉及钢板返修焊接,具体是一种355mpa级别屈服强度的80mm厚钢板返修焊接方法。
背景技术:
1、海洋工程制造行业是我国的支柱型产业,在我国的很多沿海沿江城市中是带动人口就业,实现制造大国和制造强国和助力经济腾飞的重要工业产业。尤其是海洋工程行业中重型大型结构的制造,更是我国体现大国实力的重要产业。在重型装备制造中不断突破新技术,在lng船,大型豪华游轮,海洋钻井平台和大型路上海上风力发电装备制造中全部实现了技术的自力更生,达到了世界先进水平。
2、焊接技术作为海洋工程制造行业中的重中之重,焊接技术发展直接体现了海洋工程制造的实力。在当前海洋工程制造行业中,仍然存在较多的焊接技术方面的重点难点,例如:大厚板焊接难度大,效率低,返修难度大,高强大厚板的焊接接头性能不稳定,高强大厚板haz部分力学性能实验和ctod实验不易通过,高强大厚板返修后力学性能试验和ctod试验不易通过。
3、针对上述问题,现在设计一种改进的355mpa级别屈服强度的80mm厚钢板返修焊接方法。
技术实现思路
1、本发明的目的在于提供一种355mpa级别屈服强度的80mm厚钢板返修焊接方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种355mpa级别屈服强度的80mm厚钢板返修焊接方法,包括以下步骤:
4、步骤一:取返修的钢板、原始钢板和原始焊缝,钢板和原始钢板均为355mpa级别屈服强度的80mm厚钢板,然后从原始焊缝的中心位置用火焰进行切割,并对切割后的原始焊缝进行保留,对火焰切割后的黑色渗碳层进行打磨清除。
5、步骤二:将步骤一中处理后的钢板与新钢板组对焊接,新钢板为355mpa级别屈服强度的80mm厚钢板,使用dw-a55lsr焊丝采用横焊或立焊的方式进行打底、填充、盖面焊接。
6、作为本发明进一步的方案:焊接前要按照设定好的温度进行预热,整个焊接过程中焊道的层间温度不低于预热温度。
7、作为本发明再进一步的方案:整个焊接过程中,要保证充足的层间清理,所有影响焊道熔合的夹渣、飞溅、未熔等都要打磨清理干净。
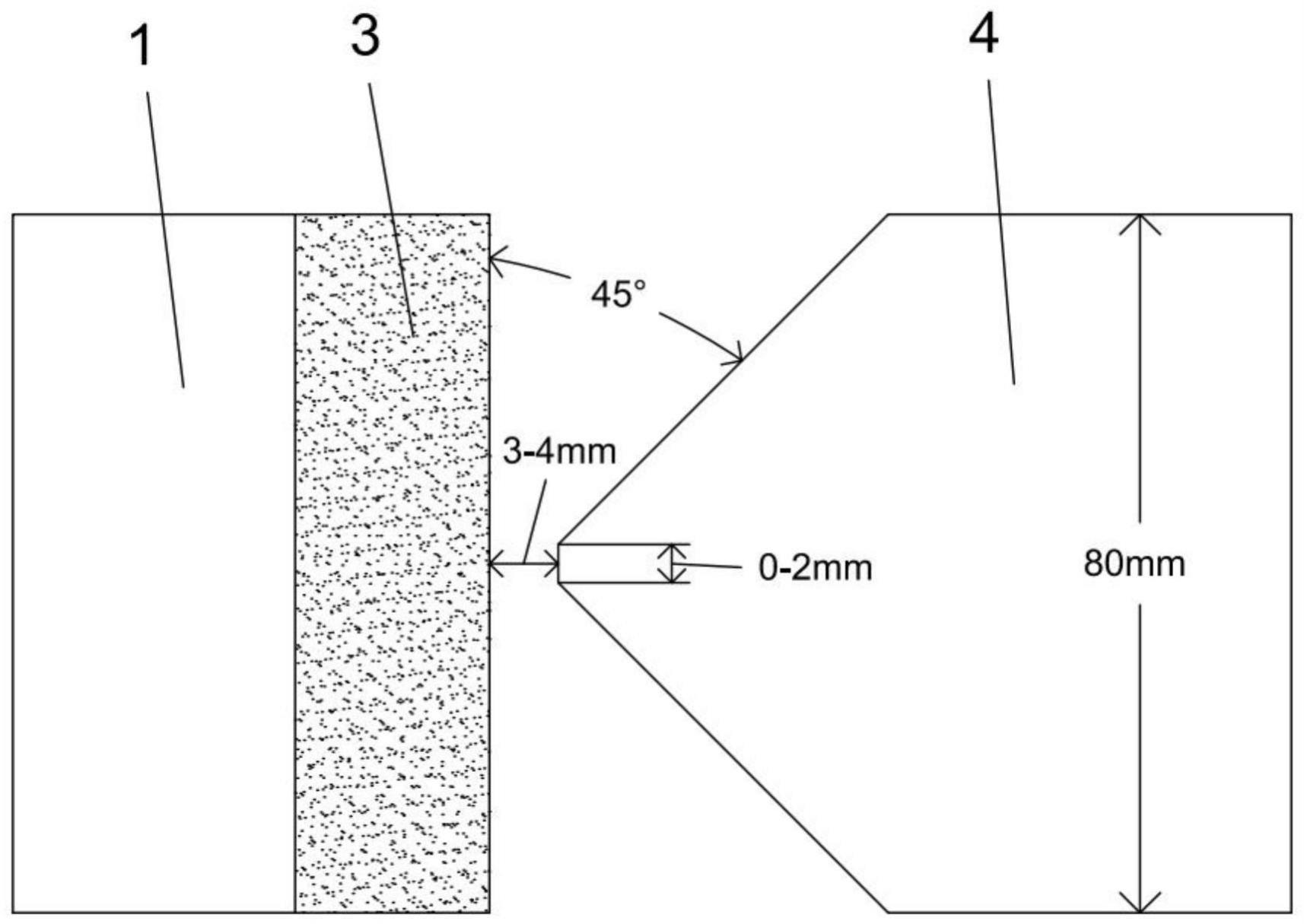
8、作为本发明再进一步的方案:新钢板的坡面为45°。
9、作为本发明再进一步的方案:在步骤二中,钢板与新钢板组对时,原始焊缝与新钢板的距离为3-4mm。
10、作为本发明再进一步的方案:新钢板靠近钢板的端面高度为0-2mm。
11、作为本发明再进一步的方案:新钢板符合en10025-4 s355ml、en10225 s355g10+m、gb712 eh36三种标准要求。
12、作为本发明再进一步的方案:整个焊接过程中,要保证充足的层间清理,所有影响焊道熔合的夹渣,飞溅,未熔等都要通过打磨清理干净后再进行后续的焊接。
13、与现有技术相比,本发明的有益效果是:
14、本发明针对355mpa级别屈服强度的80mm厚钢板,将原始焊缝沿焊缝中心用火焰切割的方式切开,然后与新的钢材坡口进行组对,然后采用横焊或立焊的方式进行打底、填充、盖面焊接,焊接效果好,通过对全程返修焊接的所有参数的严格控制,返修后的接头力学性能试验和ctod试验结果均达到了返修前的同等水平。
技术特征:
1.一种355mpa级别屈服强度的80mm厚钢板返修焊接方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种355mpa级别屈服强度的80mm厚钢板返修焊接方法,其特征在于,焊接前要按照设定好的温度进行预热,整个焊接过程中焊道的层间温度不低于预热温度;整个焊接过程中,保证充足的层间清理,所有影响焊道熔合的夹渣、飞溅、未熔都要打磨清理干净。
3.根据权利要求1所述的一种355mpa级别屈服强度的80mm厚钢板返修焊接方法,其特征在于,新钢板(4)的坡面为45°。
4.根据权利要求1所述的一种355mpa级别屈服强度的80mm厚钢板返修焊接方法,其特征在于,在步骤二中,钢板(1)与新钢板(4)组对时,原始焊缝(3)与新钢板(4)的距离为3-4mm。
5.根据权利要求1所述的一种355mpa级别屈服强度的80mm厚钢板返修焊接方法,其特征在于,新钢板(4)靠近钢板(1)的端面高度为0-2mm。
技术总结
本发明公开了一种355Mpa级别屈服强度的80mm厚钢板返修焊接方法,涉及钢板返修焊接技术领域,该方法包括以下步骤:步骤一:取返修的钢板、原始钢板和原始焊缝,然后从原始焊缝的中心位置用火焰进行切割,并对切割后的原始焊缝进行保留;步骤二:将步骤一中处理后的钢板与新钢板组对焊接,使用DW‑A55LSR焊丝采用横焊或立焊的方式进行打底、填充、盖面焊接,本发明针对355Mpa级别屈服强度的80mm厚钢板,将原始焊缝沿焊缝中心用火焰切割的方式切开,然后与新的钢材坡口进行组对,然后采用横焊或立焊的方式进行打底、填充、盖面焊接,通过对全程返修焊接的所有参数的严格控制,返修后的接头力学性能试验和CTOD试验结果均达到了返修前的同等水平。
技术研发人员:李梅豹,程尚华,杨自祥,王旭,朱永强,王世达,白晓科,李志涵,孙爱丽,罗运良,孙卓晓,姚平
受保护的技术使用者:蓬莱巨涛海洋工程重工有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!