一种自动化焊接工装快换定位装置的制作方法
本发明属于焊接加工,具体为一种自动化焊接工装快换定位装置。
背景技术:
1、在焊接设备中发展应用微机自动化控制技术,如数控焊接电源、智能焊机、全自动专用焊机和柔性焊接机器人工作站,微机控制系统在各种自动焊接与切割设备中的作用不仅是控制各项焊接参数,而且必须能够自动协调成套焊接设备各组成部分的动作,实现无人操作,即实现焊接生产数控化、自动化与智能化。
2、就钢管的焊接而言,通过微机自动化控制技术应用,自动化焊接技术逐渐成熟,但现有的自动化焊接技术在投入使用时,由于焊接装置的结构较为单一,导致焊接装置对不同型号的钢管进行焊接时,需要重复的进行钢管固定,费时费力,增加工作人员的劳动强度,同时,需要多次重复调节焊头的位置,无法做到快速定位的效果,降低了钢管焊接的工作效率。
3、因此,需要一种自动化焊接工装快换定位装置来解决上述提到的问题。
技术实现思路
1、针对上述情况,为克服现有技术的缺陷,本发明提供一种自动化焊接工装快换定位装置,有效的解决了上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种自动化焊接工装快换定位装置,包括支撑架、底座和伺服电机,所述支撑架的底部固定安装有底座,所述支撑架的侧面固定安装有伺服电机,所述支撑架的内侧转动连接有螺杆,所述支撑架的内侧且位于螺杆的下方固定安装有固定杆,所述固定杆的外侧滑动连接有焊接头,所述底座的顶部且位于底座的四周固定安装有电动伸缩杆一,所述电动伸缩杆一的伸缩端固定安装有支撑座,所述支撑座的内侧安装有驱动机构,所述支撑座的上方滑动连接有置物座,所述置物座的内壁开设有多个凹槽,多个所述凹槽的内侧固定安装有固定机构。
3、进一步的,所述焊接头的顶部安装有凸块,凸块嵌入支撑架的内侧,且沿着支撑架的内侧滑动,凸块的移动用于带动焊接头滑动。
4、进一步的,所述伺服电机的输出端与螺杆固定连接,所述螺杆贯穿于焊接头的内壁,且与焊接头螺纹连接,所述伺服电机用于带动螺杆发生转动,所述螺杆转动进而带动焊接头沿着固定杆滑动,螺杆转动可带动焊接头沿着螺杆滑动。
5、进一步的,所述支撑架的内侧开设有连接槽,所述连接槽的内侧从上到下依次滑动连接有连接杆和连接块,所述连接杆嵌入置物座的内侧,所述连接块与支撑座固定连接,所述连接杆与连接块均可沿着连接槽上下滑动,所述连接杆与连接块的上移分别带动置物座与支撑座随之上移。
6、进一步的,所述置物座的内壁开设有滑槽,所述连接杆嵌入滑槽的内侧,所述连接杆的直径小于滑槽的口径,所述置物座可沿着连接杆在水平方向上移动。
7、进一步的,多个所述凹槽的尺寸各不相同,且多个凹槽之间的间距相同,凹槽用于放置多尺寸钢管。
8、进一步的,所述固定机构包括固定座、电动伸缩杆二和压板,多个所述凹槽的内侧均固定安装有固定座,所述固定座的外侧固定安装有电动伸缩杆二,所述电动伸缩杆二的伸缩端固定连接有压板,所述电动伸缩杆二用于带动压板的移动。
9、进一步的,所述驱动机构包括驱动电机和辊轴,所述辊轴均匀分布在支撑座的上表面,所述辊轴与所述置物座的底部贴合,所述辊轴的转动用于带动置物座的移动,所述驱动电机的输出端与中间位置的辊轴固定连接,置物座的移动能够快速带动钢管对准焊接头的位置。
10、与现有技术相比,本发明的有益效果是:
11、1、本发明,通过多个凹槽的设置,实现了焊接装置的多样性,可实现焊接装置对不同型号的钢管进行焊接,省时省力,降低工作人员的劳动强度,同时,搭配螺杆转动带动焊接头移动,实现了可多次重复调节焊接头的位置,进而能够快速的定位到焊接位置,提高了钢管焊接的工作效率。
12、2、本发明,通过固定机构可快速的对钢管进行固定,并通过驱动机构,实现了对支撑座的调节,可随意切换,有利于钢管的批量焊接,增加了钢管焊接的效率,提高了钢管焊接的实用性。
技术特征:
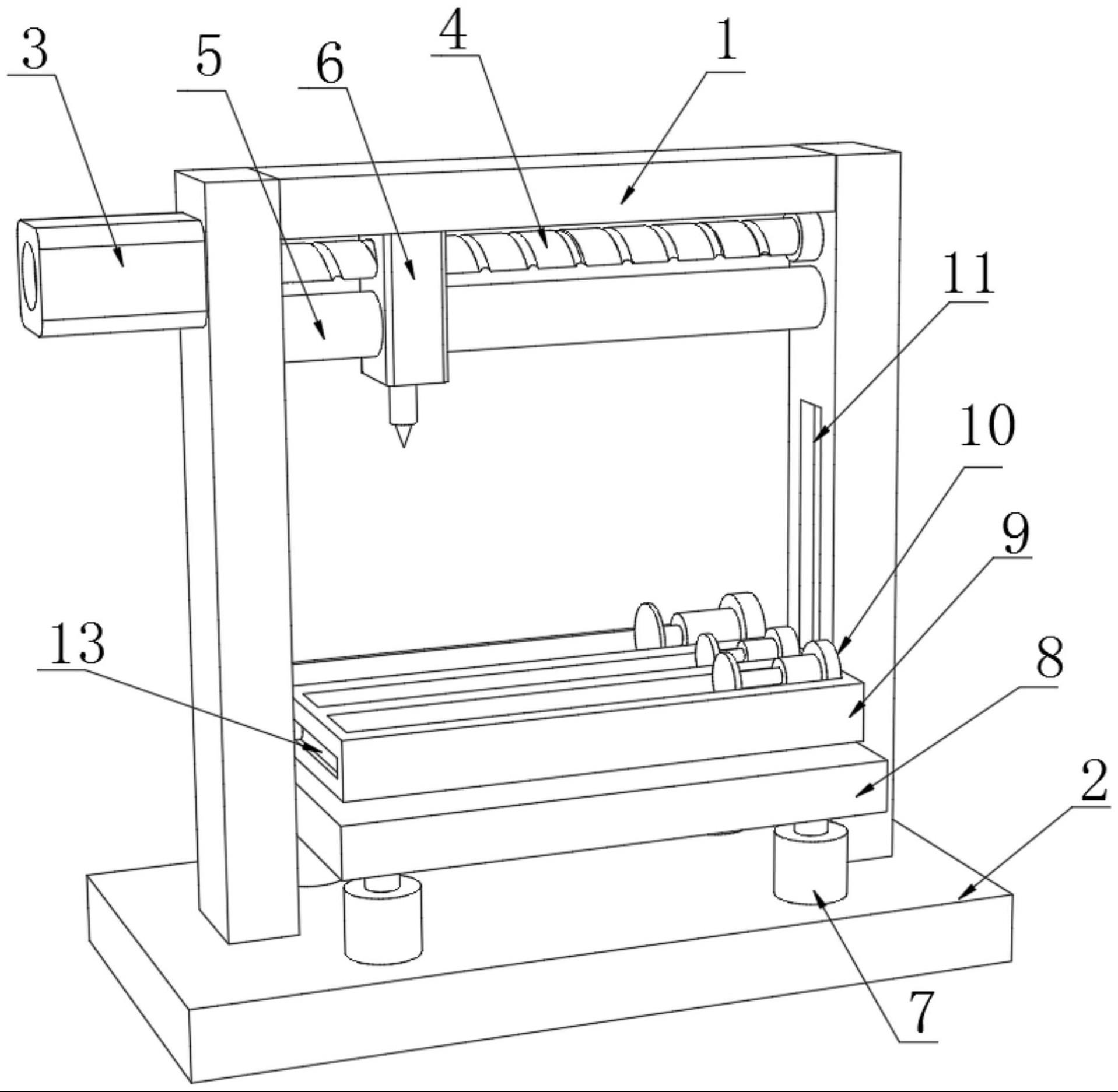
1.一种自动化焊接工装快换定位装置,包括支撑架(1)、底座(2)和伺服电机(3),其特征在于:所述支撑架(1)的底部固定安装有底座(2),所述支撑架(1)的侧面固定安装有伺服电机(3),所述支撑架(1)的内侧转动连接有螺杆(4),所述支撑架(1)的内侧且位于螺杆(4)的下方固定安装有固定杆(5),所述固定杆(5)的外侧滑动连接有焊接头(6),所述底座(2)的顶部且位于底座(2)的四周固定安装有电动伸缩杆一(7),所述电动伸缩杆一(7)的伸缩端固定安装有支撑座(8),所述支撑座(8)的内侧安装有驱动机构,所述支撑座(8)的上方滑动连接有置物座(9),所述置物座(9)的内壁开设有多个凹槽(12),多个所述凹槽(12)的内侧固定安装有固定机构(10)。
2.根据权利要求1所述的一种自动化焊接工装快换定位装置,其特征在于:所述焊接头(6)的顶部安装有凸块,凸块嵌入支撑架(1)的内侧,且沿着支撑架(1)的内侧滑动。
3.根据权利要求2所述的一种自动化焊接工装快换定位装置,其特征在于:所述伺服电机(3)的输出端与螺杆(4)固定连接,所述螺杆(4)贯穿于焊接头(6)的内壁,且与焊接头(6)螺纹连接,所述伺服电机(3)用于带动螺杆(4)发生转动,所述螺杆(4)转动进而带动焊接头(6)沿着固定杆(5)滑动。
4.根据权利要求3所述的一种自动化焊接工装快换定位装置,其特征在于:所述支撑架(1)的内侧开设有连接槽(11),所述连接槽(11)的内侧从上到下依次滑动连接有连接杆(14)和连接块(15),所述连接杆(14)嵌入置物座(9)的内侧,所述连接块(15)与支撑座(8)固定连接,所述连接杆(14)与连接块(15)均可沿着连接槽(11)上下滑动。
5.根据权利要求4所述的一种自动化焊接工装快换定位装置,其特征在于:所述置物座(9)的内壁开设有滑槽(13),所述连接杆(14)嵌入滑槽(13)的内侧,所述连接杆(14)的直径小于滑槽(13)的口径。
6.根据权利要求5所述的一种自动化焊接工装快换定位装置,其特征在于:多个所述凹槽(12)的尺寸各不相同,且多个凹槽(12)之间的间距相同。
7.根据权利要求6所述的一种自动化焊接工装快换定位装置,其特征在于:所述固定机构(10)包括固定座(101)、电动伸缩杆二(102)和压板(103),多个所述凹槽(12)的内侧均固定安装有固定座(101),所述固定座(101)的外侧固定安装有电动伸缩杆二(102),所述电动伸缩杆二(102)的伸缩端固定连接有压板(103)。
8.根据权利要求6所述的一种自动化焊接工装快换定位装置,其特征在于:所述驱动机构包括驱动电机和辊轴(16),所述辊轴(16)均匀分布在支撑座(8)的上表面,所述辊轴(16)与所述置物座(9)的底部贴合,所述辊轴(16)的转动用于带动置物座(9)的移动,所述驱动电机的输出端与中间位置的辊轴(16)固定连接。
技术总结
本发明属于焊接加工技术领域,具体为一种自动化焊接工装快换定位装置,包括支撑架、底座和伺服电机,所述支撑架的底部固定安装有底座,所述支撑架的侧面固定安装有伺服电机,所述支撑架的内侧转动连接有螺杆,所述支撑架的内侧且位于螺杆的下方固定安装有固定杆,所述固定杆的外侧滑动连接有焊接头,所述底座的顶部且位于底座的四周固定安装有电动伸缩杆一。本发明,通过多个凹槽的设置,实现了焊接装置的多样性,可实现焊接装置对不同型号的钢管进行焊接,省时省力,降低工作人员的劳动强度,同时,搭配螺杆转动带动焊接头移动,实现了可多次重复调节焊接头的位置,进而能够快速的定位到焊接位置,提高了钢管焊接的工作效率。
技术研发人员:梅光辉,雷锋
受保护的技术使用者:竹田(无锡)汽配制造有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!