一种钢结构高效埋弧焊接工艺的制作方法
本发明涉及埋弧焊接工艺,具体涉及一种钢结构高效埋弧焊接工艺。
背景技术:
1、弧焊是一种电弧在焊剂层下燃烧进行焊接的方法,其具有焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点;在焊接两块钢板时,需要调节两块钢板之间的角度,来完成工程图纸上焊接件的焊接;人工调节两块钢板之间的角度,费时费力,并且精度不能够达到要求,所以现有技术一般将钢板放置在支撑架上,采用调节支撑架的方式来调节两块钢板之间的角度;现有技术虽然能够两块钢板之间的角度,但是不能够将两块钢板摆放成v字形,并且改变钢板之间的夹角,从而在将两块钢板焊接成v字形时,任需要人工操作,十分地不方便。
2、如申请号为cn2020111286313的一项中国专利公开了一种埋弧焊焊接系统及焊接方法,可以代替人工自动调节焊缝的间隙尺寸;但是该技术方案只能够改变两块钢板之间的间隔来调节焊缝,并不能改变两块钢板之间的夹角,同时在夹持钢板时不能使两块钢板焊接接口对准和平齐,进而造成该方案的局限性。
技术实现思路
1、本发明的目的在于提供一种钢结构高效埋弧焊接工艺,解决以下技术问题:现有技术并不能改变两块钢板之间的夹角,同时在夹持钢板时不能使两块钢板焊接接口对准和平齐,进而造成该方案的局限性。
2、本发明的目的可以通过以下技术方案实现:
3、一种钢结构高效埋弧焊接工艺,包括以下步骤:
4、步骤一、首先将板材放置在焊接设备的输送架上进行输送,当其输送至吸盘上方时,启动气缸一,带动两块板材上升;
5、步骤二、启动气缸二,带动两个滑动伸缩板滑动,处于板材两侧,然后通过夹持板和梯形夹持块将板材夹持住;同时启动气缸四,推动顶板下降,对板材的顶部进行挤压;
6、步骤三、启动气缸三,通过l型板和传动轴带动半圆形传动齿轮转动,进而带动齿轮转动,齿轮通过连接轴带动夹持的板材转动,进而调节焊接的角度,然后通过机械臂驱动焊枪进行焊接。
7、作为本发明进一步的方案:焊接设备包括两条平行设置的滑轨,两条所述滑轨的中心处设置有焊枪,两条所述滑轨之间滑动连接有来两个拼接机构,所述拼接机构包括与滑轨垂直设置的导轨,所述导轨上对称安装有两个气缸二,所述气缸二的活塞杆上固定安装有三角架,所述三角架与导轨滑动连接,所述三角架的底部固定安装有滑动伸缩板,所述滑动伸缩板的底部固定安装有齿轮箱,所述齿轮箱驱动夹持板转动,所述滑动伸缩板的一侧活动连接有气缸三,所述气缸三的活塞杆上固定安装有l型板,所述l型板通过传动轴与齿轮箱内半圆形传动齿轮连接,所述齿轮箱上设置有传动轴滑动的弧形槽,所述半圆形传动齿轮与齿轮啮合连接,所述齿轮的中心处固定安装有连接轴,所述连接轴延伸至齿轮箱外与夹持板连接。
8、作为本发明进一步的方案:所述夹持板的一侧对称设置有伸缩弹簧,伸缩弹簧的相邻一侧均设置有梯形夹持块,所述梯形夹持块与夹持板滑动连接。
9、作为本发明进一步的方案:所述导轨的底部中心处固定安装有u型板,所述u型板的中心处固定安装有气缸四,所述气缸四的活塞杆贯穿u型板与支撑座连接,所述支撑座与u型板之间设置有导向杆,所述支撑座的内部上固定安装有弹簧,所述弹簧的底部固定安装有u型架,所述u型架上转动连接有顶板。
10、作为本发明进一步的方案:所述顶板的两侧均设置有气缸五,所述气缸五的活塞杆上设置有调节板。
11、作为本发明进一步的方案:所述滑轨的下方设置有输送架,所述输送架上对称安装有两条输送带,两条所述输送带之间设置有气缸一,所述气缸一的活动杆顶部固定安装有吸盘。
12、本发明的有益效果:
13、本发明整个工艺自动化程度高,便于适用不同类型的板材焊接成不形状,整个工艺效率高,更加节省人力物力。
14、本发明通过夹持板和梯形夹持块将板材夹持住,在夹持板向中间移动的过程中,通过伸缩弹簧和梯形夹持块的设置,其可以适用不同厚度和长度的板材夹持;然后启动气缸三,通过连接轴带动夹持的板材转动,进而调节焊接的角度,最后通过机械臂驱动焊枪进行焊接,通过该结构的设置,可以将两块板材拼接成不同的形状,例如v形或者l形,便于焊接,并且其焊缝之间的距离也可以进行调整,适用性强。
15、本发明当夹持板和梯形夹持块将板材夹持住后,然后启动气缸四,推动顶板下降,同时启动气缸五,推动调节板伸缩,进而可以适用不同大小的板材,这与夹持板和梯形夹持块是可以起到相互配合的,并且该顶板是可以转动的,并且在弹簧的作用下,在板材转动的过程中,可以持续对其顶部进行挤压;与夹持板和梯形夹持块进行配合的过程中,保证其旋转的稳定性。
技术特征:
1.一种钢结构高效埋弧焊接工艺,其特征在于,包括以下步骤:
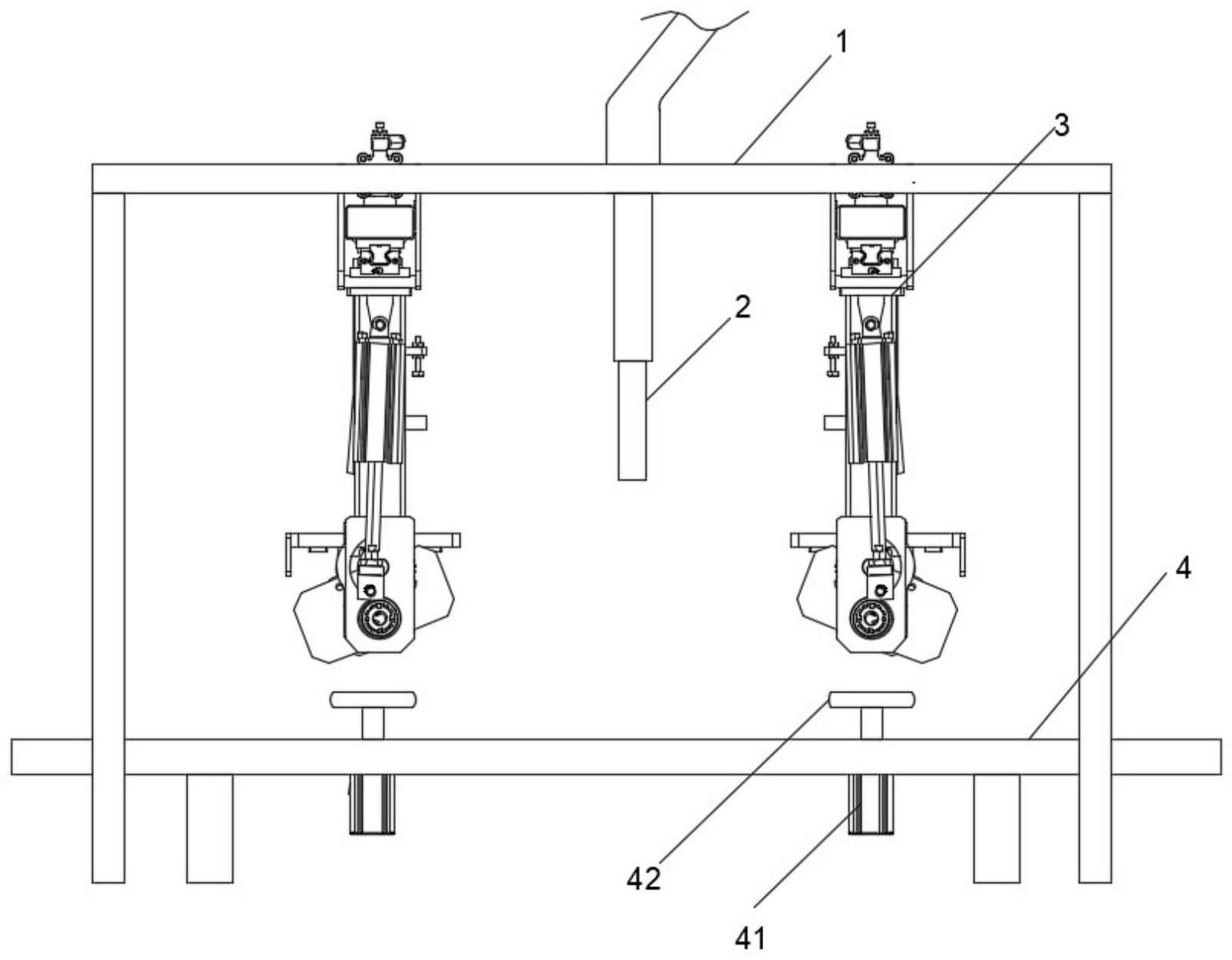
2.根据权利要求1所述的一种钢结构高效埋弧焊接工艺,其特征在于,焊接设备包括两条平行设置的滑轨(1),两条所述滑轨(1)的中心处设置有焊枪(2),两条所述滑轨(1)之间滑动连接有来两个拼接机构(3),所述拼接机构(3)包括与滑轨(1)垂直设置的导轨(31),所述导轨(31)上对称安装有两个气缸二(32),所述气缸二(32)的活塞杆上固定安装有三角架(33),所述三角架(33)与导轨(31)滑动连接,所述三角架(33)的底部固定安装有滑动伸缩板(34),所述滑动伸缩板(34)的底部固定安装有齿轮箱(36),所述齿轮箱(36)驱动夹持板(37)转动,所述滑动伸缩板(34)的一侧活动连接有气缸三(35),所述气缸三(35)的活塞杆上固定安装有l型板(38),所述l型板(38)通过传动轴(314)与齿轮箱(36)内半圆形传动齿轮(313)连接,所述齿轮箱(36)上设置有传动轴(314)滑动的弧形槽,所述半圆形传动齿轮(313)与齿轮(315)啮合连接,所述齿轮(315)的中心处固定安装有连接轴(316),所述连接轴(316)延伸至齿轮箱(36)外与夹持板(37)连接。
3.根据权利要求2所述的一种钢结构高效埋弧焊接工艺,其特征在于,所述夹持板(37)的一侧对称设置有伸缩弹簧,伸缩弹簧的相邻一侧均设置有梯形夹持块(371),所述梯形夹持块(371)与夹持板(37)滑动连接。
4.根据权利要求2所述的一种钢结构高效埋弧焊接工艺,其特征在于,所述导轨(31)的底部中心处固定安装有u型板(310),所述u型板(310)的中心处固定安装有气缸四(39),所述气缸四(39)的活塞杆贯穿u型板(310)与支撑座(318)连接,所述支撑座(318)与u型板(310)之间设置有导向杆(311),所述支撑座(318)的内部上固定安装有弹簧(317),所述弹簧(317)的底部固定安装有u型架(319),所述u型架(319)上转动连接有顶板(312)。
5.根据权利要求4所述的一种钢结构高效埋弧焊接工艺,其特征在于,所述顶板(312)的两侧均设置有气缸五(321),所述气缸五(321)的活塞杆上设置有调节板(320)。
6.根据权利要求2所述的一种钢结构高效埋弧焊接工艺,其特征在于,所述滑轨(1)的下方设置有输送架(4),所述输送架(4)上对称安装有两条输送带,两条所述输送带之间设置有气缸一(41),所述气缸一(41)的活动杆顶部固定安装有吸盘(42)。
技术总结
本发明公开了一种钢结构高效埋弧焊接工艺,涉及埋弧焊接技术领域,包括以下步骤:步骤一、首先将板材放置在焊接设备的输送架上进行输送,当其输送至吸盘上方时,启动气缸一,带动两块板材上升;本发明通过夹持板和梯形夹持块将板材夹持住,在夹持板向中间移动的过程中,通过伸缩弹簧和梯形夹持块的设置,其可以适用不同厚度和长度的板材夹持;然后启动气缸三,通过连接轴带动夹持的板材转动,进而调节焊接的角度,最后通过机械臂驱动焊枪进行焊接,通过该结构的设置,可以将两块板材拼接成不同的形状,例如V形或者L形,便于焊接,并且其焊缝之间的距离也可以进行调整,适用性强。
技术研发人员:司家强,冯家兵,张文军,昂忠
受保护的技术使用者:安徽恒钛智能制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!