一种航空发动机附件传动机匣齿轮轴轴承压装与测量设备的制作方法
本发明属于航空,尤其涉及一种航空发动机附件传动机匣齿轮轴轴承压装与测量设备。
背景技术:
1、轴承是一种将相对运动限制在所需的运动范围内并减少运动部件之间摩擦的机械元件,它的精度、性能、寿命和可靠性对主机的精度、性能、寿命和可靠性起着决定性的作用。
2、现有技术中,航空产品轴承的装配主要是采用手工及简单的工具,轻击轴承将其安装到与之配合的工件上,手动或其他设备压入,压入过程操作复杂,且会对工作人员的人身安全造成一定的威胁。
3、轴承在压装后一般采用人工进行检测,然而,依靠纯人工检查,效率低,并且准确性差,严重影响航空产品的安全性,且使用人工测量过程无法完全做到信息的数据采集和自动化设备对接。
技术实现思路
1、本发明的目的是提供一种航空飞机发动机附件传动机匣齿轮轴轴承压装与测量设备,这种设备能够实现齿轮轴轴承自动化压装,提高轴承装配精度及生产效率,避免传统人工装配轴承由于敲打而造成的损坏,安全可靠,实用性强;并且其自动检测组件可以根据需要检测产品的跨距进行变更,实现自动化检测。
2、本发明的技术方案具体如下:
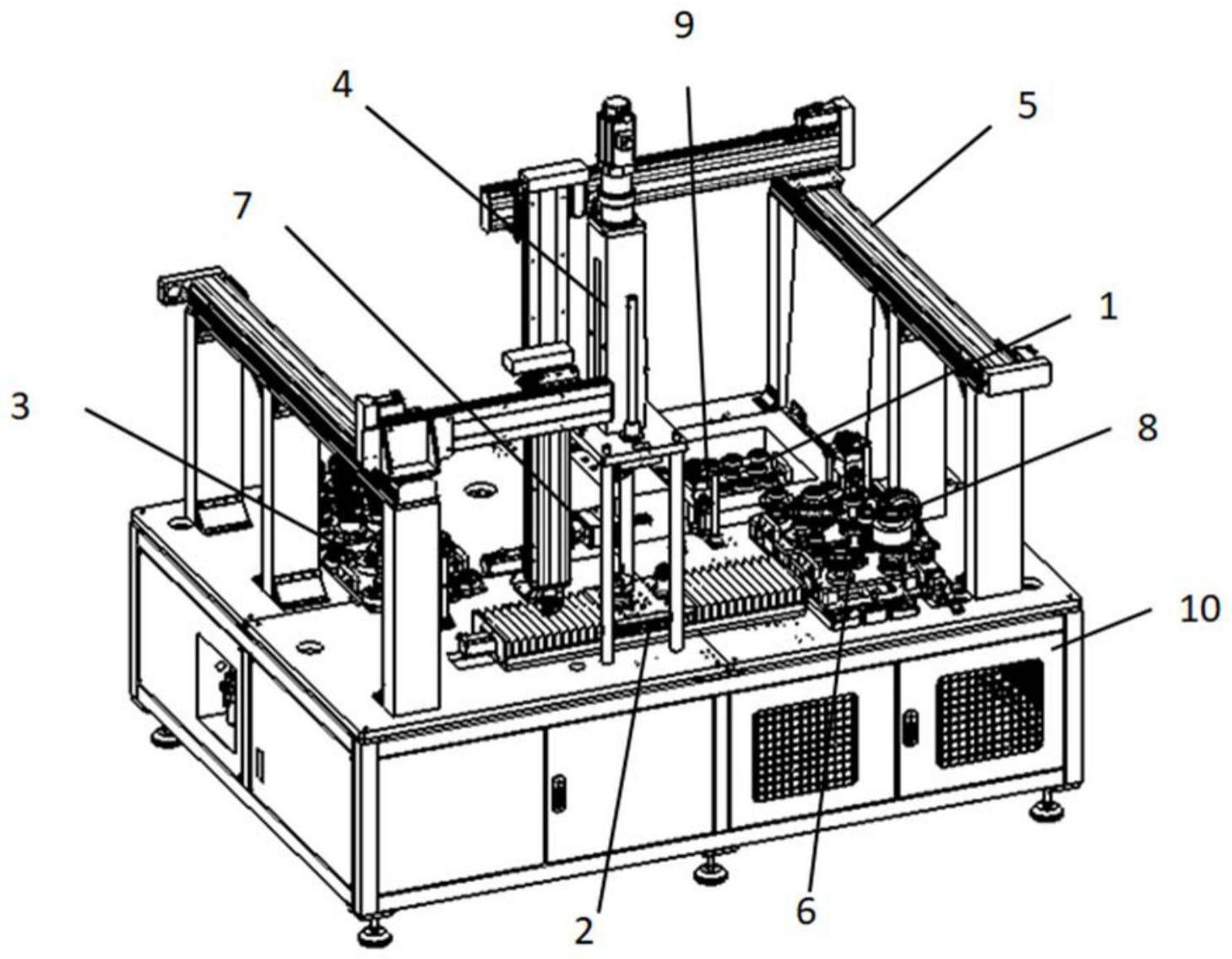
3、.本发明首先提供了一种航空飞机发动机附件传动机匣齿轮轴轴承压装与测量设备,包括:
4、外框架组件,用于作为所述齿轮轴轴承压装与测量设备的载体;
5、轴承加温组件,设置在所述外框架组件内,用于盛放轴承并对轴承进行加温;
6、压装轴承组件,用于将轴承压装到齿轮轴上;
7、上下压头工装组件,设置在外框架组件上,包括上压头工装托盘、下压头工装托盘、上压头工装、下压头工装;所述上压头工装放置在上压头工装托盘上,下压头工装放置在下压头工装托盘;所述上压头工装和下压头工装用于紧固轴承;
8、压装移栽组件,用于夹持齿轮轴并将齿轮轴移动至压装轴承组件下方进行压装;
9、三轴机械手组件,设置在外框架组件上表面,用于抓取轴承、齿轮轴、上压头工装或下压头工装并将其进行移动;
10、齿轮轴轴承跨距检测组件,设置在外框架组件上,用于测量齿轮轴上两个轴承之间的跨距;包括精密接触位移传感器、工装升降模组、传感器升降平台以及精密移动模组;所述工装升降模组具有两组,一组工装升降模组用于根据齿轮轴外径尺寸的变化进行调整;另一组工装升降模组和传感器升降平台上均设置有精密接触位移传感器,另一组工装升降模组和传感器升降平台进行配合升降,从而使精密接触式位移传感器能够在检测过程能同时接触轴承内圈位置。
11、作为本发明的优选方案,所述轴承加温组件包括自动开关门加温箱和轴承快换工装托盘,所述轴承快换工装托盘设置在自动开关门加温箱内部,轴承快换工装托盘用于放置轴承;所述自动开关门加温箱用于对轴承进行加温。
12、作为本发明的优选方案,所述压装轴承组件包括伺服压机、中心修正模块和快换模块机器人端;所述伺服压机内置位移压力传感器,在压装的过程实时反馈压装的数据;中心修正模块用于导向压装工装与需要压装的轴承;快换模块机器人端用于与上压头工装配合进行压装。
13、作为本发明的优选方案,外框架组件上还设置有用于放置待压装的齿轮轴上料组件以及用于将齿轮轴进行多角度翻转的产品翻转组件。
14、作为本发明的优选方案,所述装置海包括齿轮轴上料组件,所述齿轮轴上料组件包括齿轮轴上料托盘和手动移动平台;手动移动平台滑动设置在外框架组件上;齿轮轴上料托盘设置在手动移动平台上可根据实际需要压装的齿轮轴类型更换。
15、作为本发明的优选方案,所述三轴机械手组件,包括三轴模组以及快换模块夹持端,三轴模组可为快换模块夹持端提供x\y\z三个方向的运动,快换模块夹持端用于夹取轴承和压头工装并进行搬运。
16、作为本发明的优选方案,所述精密接触式位移传感器使用气动式传感器,使用过程通过通气实现自动接触,反馈两个轴承之间的跨距值。
17、作为本发明的优选方案,所述齿轮轴轴承压装与测量设备还包括产品夹持组件,所述产品夹持组件包括多个不同规格夹爪,所述夹爪用于安装到三轴机械手组件上用于夹取轴承或齿轮轴。
18、本发明还提供了一种上述齿轮轴轴承压装与测量设备的压装与测量方法,包括以下步骤:
19、1)将待安装的轴承根据轴承种类放置在轴承加温组件后将通过轴承加温组件对轴承进行加温;
20、2)在对轴承进行加温的过程中,三轴机械手组件从上压头工装托盘上抓取与轴承匹配的上压头工装并从下压头工装托盘上抓取与待安装齿轮轴匹配的下压头工装;将上压头工装和下压头工装设置在压装移栽组件上;
21、3)三轴机械手组件抓取需要压装的齿轮轴,将齿轮轴转移到设置在压装移栽组件的下压头工装上,通过下压头工装对齿轮轴进行夹持;
22、4)待轴承加热到需要压装的温度后,三轴机械手组件抓取一个轴承并将轴承转移到设置在压装移栽组件的上压头工装上,通过上压头工装对轴承进行夹持;
23、5)将夹持有齿轮轴以及轴承的压装移栽组件移动到压装轴承组件下方,压装轴承组件将轴承压装到齿轮轴的一端;
24、6)待齿轮轴的一端完成轴承的安装后,压装移栽组件从压装轴承组件下方移出,将齿轮轴翻转180度;三轴机械手组件在次抓取一个轴承并将轴承转移到设置在压装移栽组件的上压头工装上,压装移栽组件移动到压装轴承组件下方,压装轴承组件将轴承压装到齿轮轴的另一端;
25、7)压装移栽组件将两端都压装有轴承的齿轮轴从压装轴承组件下方移出,机械手抓取压装好的齿轮轴至齿轮轴轴承跨距检测组件的工装升降模组上。
26、8)精密移动模组根据齿轮轴轴承的跨距进行前后方向的移动;一组工装升降模组根据齿轮轴外径尺寸进行位置的调整,另一组工装升降模组和传感器升降平台进行配合升降使各自的精密接触式位移传感器同时接触两端轴承内圈;
27、9)精密接触位移传感器接触两端轴承内圈后得出传感器测量值,并将传感器测量值以及精密移动模组移动量与理论值进行对比,从而计算出当前测量的齿轮轴实际的两个轴承之间的跨距。
28、综上所述,由于采用了上述技术方案,本发明的有益效果是:
29、1、本发明中,通过快换模块自动更换产品夹爪,经过机械手进行齿轮轴及轴承的搬运过程,通过快换模块自动更换上下压头工装能够实现齿轮轴轴承自动化压装,提高轴承装配精度及生产效率,避免传统人工装配轴承由于敲打而造成的损坏,安全可靠,实用性强,轴承在送料以及压入过程中,全程定位导向,精度高、配合牢固,实现数据追踪实时反馈。
30、2、本发明中,通过设计的自动检测组件,在工作控制器plc的控制下,可以根据需要检测产品的跨距进行变更,实现自动化检测及产品下料,全程可以实时数据采集数据追溯,剔除不良品。
技术特征:
1.一种航空飞机发动机附件传动机匣齿轮轴轴承压装与测量设备,其特征在于,包括
2.根据权利要求1所述的齿轮轴轴承压装与测量设备,其特征在于,所述轴承加温组件(1)包括自动开关门加温箱(18)和轴承快换工装托盘(19),所述轴承快换工装托盘(19)设置在自动开关门加温箱(18)内,轴承快换工装托盘(19)用于放置轴承;所述自动开关门加温箱(18)用于对轴承进行加温。
3.根据权利要求1所述的齿轮轴轴承压装与测量设备,其特征在于,所述压装轴承组件(4)包括伺服压机(27)、中心修正模块(28)和快换模块机器人端(29);所述伺服压机(27)内置位移压力传感器,在压装的过程实时反馈压装的数据;中心修正模块(28)用于导向压装工装与需要压装的轴承;快换模块机器人端(29)用于与上压头工装(25)配合进行压装。
4.根据权利要求1所述的齿轮轴轴承压装与测量设备,其特征在于,还包括齿轮轴上料组件(6),所述齿轮轴上料组件(6)包括齿轮轴上料托盘(34)和手动移动平台(35);手动移动平台(35)滑动设置在外框架组件(10)上;齿轮轴上料托盘(34)设置在手动移动平台(35)上可根据实际需要压装的齿轮轴类型更换。
5.根据权利要求1所述的齿轮轴轴承压装与测量设备,其特征在于,外框架组件(10)上还设置有用于将齿轮轴进行多角度翻转的产品翻转组件(7)以及用于放置待压装的齿轮轴上料组件(6)。
6.根据权利要求1所述的齿轮轴轴承压装与测量设备,其特征在于,所述三轴机械手组件(5),包括三轴模组以及快换模块夹持端(33),三轴模组可为快换模块夹持端(33)提供x\y\z三个方向的运动,快换模块夹持端(33)用于夹取轴承和压头工装并进行搬运。
7.根据权利要求1所述的齿轮轴轴承压装与测量设备,其特征在于,所述精密接触式位移传感器(11)使用气动式传感器,使用过程通过通气实现自动接触,反馈两个轴承之间的跨距值。
8.根据权利要求1所述的齿轮轴轴承压装与测量设备,其特征在于,还包括产品夹持组件(9),所述产品夹持组件(9)包括多个不同规格夹爪,所述夹爪用于安装到三轴机械手组件(5)上用于夹取轴承或齿轮轴。
9.一种基于权利要求1所述齿轮轴轴承压装与测量设备的压装与测量方法,其特征在于,包括以下步骤:
技术总结
本发明涉及一种航空发动机附件传动机匣齿轮轴轴承压装与测量系统,本发明系统包括轴承加温组件、压装移栽组件、上下压头工装组件、压装轴承组件、三轴机械手组件、齿轮轴上料组件、产品翻转组件、齿轮轴轴承跨距检测组件、快换的产品夹持组件、外框架组件。将产品及轴承放置在对应工装后放置于设备固定位置完成后续所有的自动化压装及检测过程,实现压装、压力监控于一体,检测数据实时监控,操作简单,能够保证产品的压装质量。通过自动化轴承压装技术,能够在提高轴承装配精度的同时,还能够有效提升生产效率,且能够避免轴承由于敲打而造成的损坏,安全可靠,实用性强。
技术研发人员:黄小东,陈立省,徐进,陈晓伟
受保护的技术使用者:杭州特翌智科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!