一种出炉保温辊道的控制方法及系统与流程
本发明涉及轧钢,具体涉及一种出炉保温辊道的控制方法及系统。
背景技术:
1、在主要生产20以上螺纹及82以下圆钢的钢铁轧材厂车间,加热炉采用蓄热式步进加热炉,出炉外有一段保温辊道,由于保温辊道由一台变频器控制,生产时,都是以一个较高频率长期运行(生产时坯料好咬入轧机),通过调节出钢延时来控制加热炉坯料出钢,这样长期使用存在如下问题:①由于坯料咬入轧机后,轧机线速度明显小于保温辊道线速度,造成保温辊道后面几台地辊辊面磨损严重;②造成电能浪费;③辊道磨损后如果没及时更换,钢坯头部在磨损位置运行时标高低于保温辊道辊面,会撞击后面辊道,造成辊子轴承损坏、减小辊道传动效率、撞击轧辊入口导卫等问题,当钢坯不好咬入轧机时,操作人员进一步增加保温辊道速度,情况会进一步恶化,钢坯咬入不了轧机的情况时有发生,从而造成误时。
技术实现思路
1、为克服上述现有技术的不足,本发明提供一种出炉保温辊道的控制方法及系统,用以解决上述至少一个技术问题。
2、根据本发明说明书的一方面,提供一种出炉保温辊道的控制方法,所述方法包括:
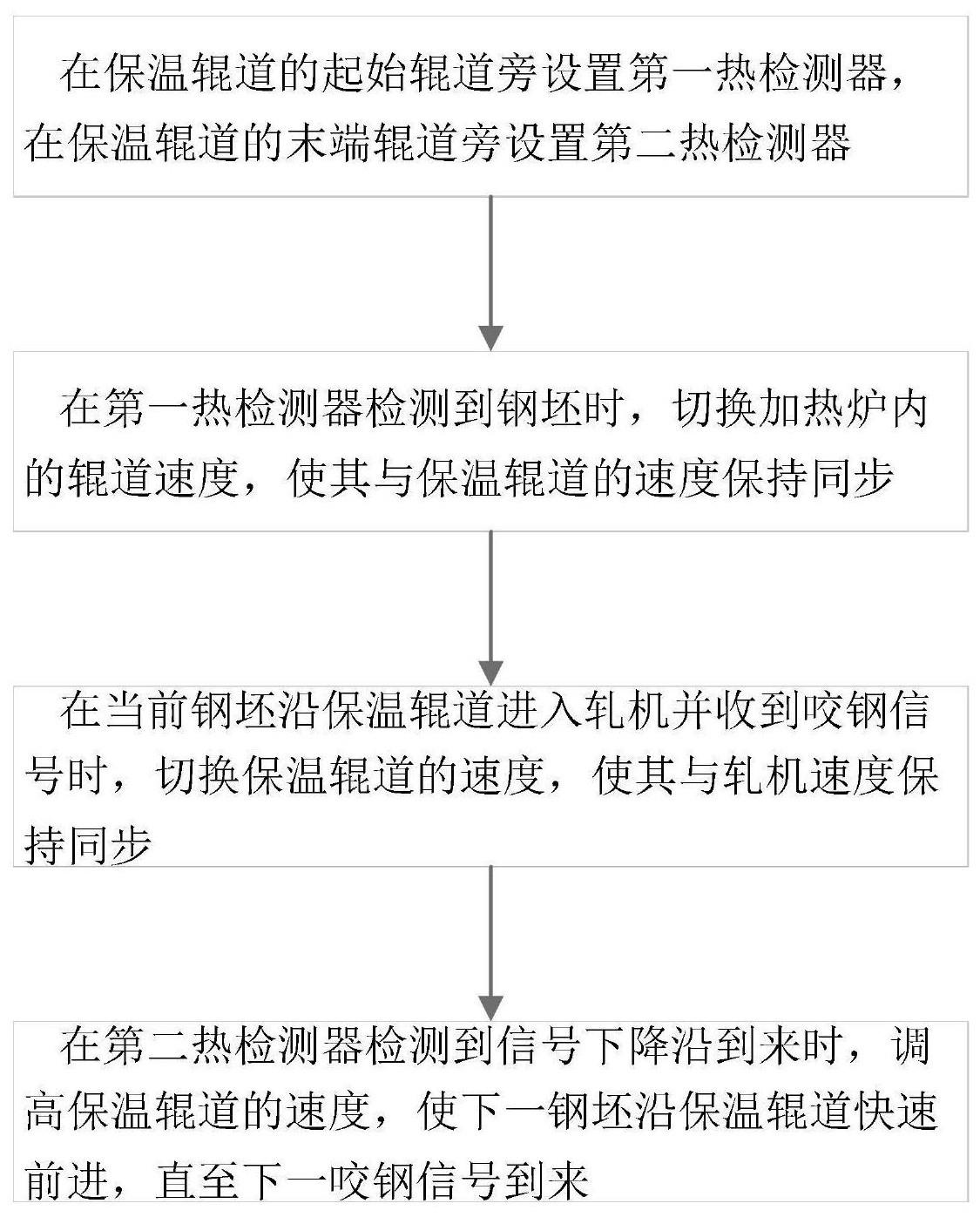
3、在保温辊道的起始辊道旁设置第一热检测器,在保温辊道的末端辊道旁设置第二热检测器,所述第一热检测器靠近加热炉,所述第二热检测器靠近轧机;
4、在第一热检测器检测到钢坯时,切换加热炉内的辊道速度,使其与保温辊道的速度保持同步;
5、在当前钢坯沿保温辊道进入轧机并收到咬钢信号时,切换保温辊道的速度,使其与轧机速度保持同步;
6、在第二热检测器检测到信号下降沿到来时,调高保温辊道的速度,使下一钢坯沿保温辊道快速前进,直至下一咬钢信号到来。
7、上述技术方案通过针对性调节保温辊道的速度,避免了辊道磨损和电能损耗,节约了更换辊道及备件的成本,减少了误工延时。
8、作为进一步的技术方案,所述方法还包括:在收到下一咬钢信号时,切换保温辊道的速度,使其与轧机速度保持同步。
9、作为进一步的技术方案,所述方法还包括:在第二热检测器检测到信号下降沿到来时,根据前一钢坯与后一钢坯之间的距离来确定保温辊道的调高速度。
10、作为进一步的技术方案,所述方法还包括:在第二热检测器检测到信号下降沿到来时,通过调节要钢延时来确定保温辊道的调高速度。
11、作为进一步的技术方案,所述第二热检测器与轧机之间的距离小于钢坯的长度。
12、作为进一步的技术方案,所述方法还包括:在第一热检测器检测到钢坯信号且该信号持续预设时间后,再发送要钢信号。
13、作为进一步的技术方案,所述方法还包括:在要钢信号发出后,经过设定的要钢延时时间后,再开始进钢操作。
14、根据本发明说明书的一方面,提供一种出炉保温辊道的控制系统,包括plc控制器,所述plc控制器被配置为:与保温辊道连接,用于控制保温辊道的运行速度;与加热炉内出炉辊道连接,用于控制出炉辊道的运行速度;与第一热检测器连接,用于根据第一热检测器的信号切换出炉辊道的速度;与第二热检测器连接,用于根据第二热检测器的信号切换保温辊道的速度;与人机交互界面连接,用于轧机参数的设置与显示。
15、作为进一步的技术方案,所述轧机参数包括但不限于轧制规格、终轧速度、轧制参数表、要钢延时。
16、与现有技术相比,本发明的有益效果在于:
17、本发明在坯料咬入轧机后,调节保温辊道速度使其与轧机速度保持同步,避免因轧机线速度低于保温辊道线速度导致保温辊道后面几台地辊辊面磨损严重的问题。
18、本发明在第二热检测器检测到信号下降沿时,调高保温辊道的速度,使后面的钢坯快速前进,最佳情况下可控制下一钢坯刚好在轧机处追上前一钢坯,从而提高利用率,避免因前一钢坯被抛钢而下一钢坯还距离轧机较远所造成的电能浪费。
技术特征:
1.一种出炉保温辊道的控制方法,其特征在于,所述方法包括:
2.根据权利要求1所述一种出炉保温辊道的控制方法,其特征在于,所述方法还包括:在收到下一咬钢信号时,切换保温辊道的速度,使其与轧机速度保持同步。
3.根据权利要求1所述一种出炉保温辊道的控制方法,其特征在于,所述方法还包括:在第二热检测器检测到信号下降沿到来时,根据前一钢坯与后一钢坯之间的距离来确定保温辊道的调高速度。
4.根据权利要求1所述一种出炉保温辊道的控制方法,其特征在于,所述方法还包括:在第二热检测器检测到信号下降沿到来时,通过调节要钢延时来确定保温辊道的调高速度。
5.根据权利要求1所述一种出炉保温辊道的控制方法,其特征在于,所述第二热检测器与轧机之间的距离小于钢坯的长度。
6.根据权利要求1所述一种出炉保温辊道的控制方法,其特征在于,所述方法还包括:在第一热检测器检测到钢坯信号且该信号持续预设时间后,再发送要钢信号。
7.根据权利要求6所述一种出炉保温辊道的控制方法,其特征在于,所述方法还包括:在要钢信号发出后,经过设定的要钢延时时间后,再开始进钢操作。
8.一种出炉保温辊道的控制系统,其特征在于,包括plc控制器,所述plc控制器被配置为:与保温辊道连接,用于控制保温辊道的运行速度;与加热炉内出炉辊道连接,用于控制出炉辊道的运行速度;与第一热检测器连接,用于根据第一热检测器的信号切换出炉辊道的速度;与第二热检测器连接,用于根据第二热检测器的信号切换保温辊道的速度;与人机交互界面连接,用于轧机参数的设置与显示。
9.根据权利要求8所述一种出炉保温辊道的控制系统,其特征在于,所述轧机参数包括但不限于轧制规格、终轧速度、轧制参数表、要钢延时。
技术总结
本发明公开一种出炉保温辊道的控制方法及系统,所述方法包括:在保温辊道的起始辊道旁设置第一热检测器,在保温辊道的末端辊道旁设置第二热检测器,所述第一热检测器靠近加热炉,所述第二热检测器靠近轧机;在第一热检测器检测到钢坯时,切换加热炉内的辊道速度,使其与保温辊道的速度保持同步;在当前钢坯沿保温辊道进入轧机并收到咬钢信号时,切换保温辊道的速度,使其与轧机速度保持同步;在第二热检测器检测到信号下降沿到来时,调高保温辊道的速度,使下一钢坯沿保温辊道快速前进,直至下一咬钢信号到来。本发明通过针对性调节保温辊道的速度,避免了辊道磨损和电能损耗,节约了更换辊道及备件的成本,减少了误工延时。
技术研发人员:殷园,牛福广,易清,管博,高峰
受保护的技术使用者:宝武集团鄂城钢铁有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!