一种环形靶材加工方法与流程
本发明涉及靶材加工,尤其涉及一种环形靶材加工方法。
背景技术:
1、靶材是制作薄膜的材料,具体是指利用高能粒子轰击靶材表面,使得靶材表面的原子或分子获得足够的能量逸出,进而沉积在基材表面形成薄膜。一块靶材由靶坯和背板组成,靶坯是由高纯金属制作而来,是高速离子束流轰击的目标,背板通过焊接工艺和靶坯连接,起到固定靶坯的作用,并且背板需要具备导热导电性。
2、环形镍靶材由环形镍靶坯和铜背板组成。现有技术中,先采用实心镍靶坯和厚铜背板进行焊接以形成待加工组件,再在焊接后对待加工组件铣削加工以形成成品环形镍靶材,但成品环形镍靶材中,环形镍靶坯的中心镂空设置,对应铜背板的厚度偏薄,采用直接焊接并铣削加工的方式易使环形镍靶材出现变形的情况,同时还容易导致环形镍靶坯和铜背板产生脱焊。
技术实现思路
1、本发明的目的在于提供一种环形靶材加工方法,以解决现有技术中采用直接焊接并铣削加工的方式易使环形镍靶材出现变形的情况,同时还容易导致环形镍靶坯和铜背板产生脱焊的问题。
2、为达上述目的,本发明采用以下技术方案:
3、本发明提供一种环形靶材加工方法,包括以下步骤:
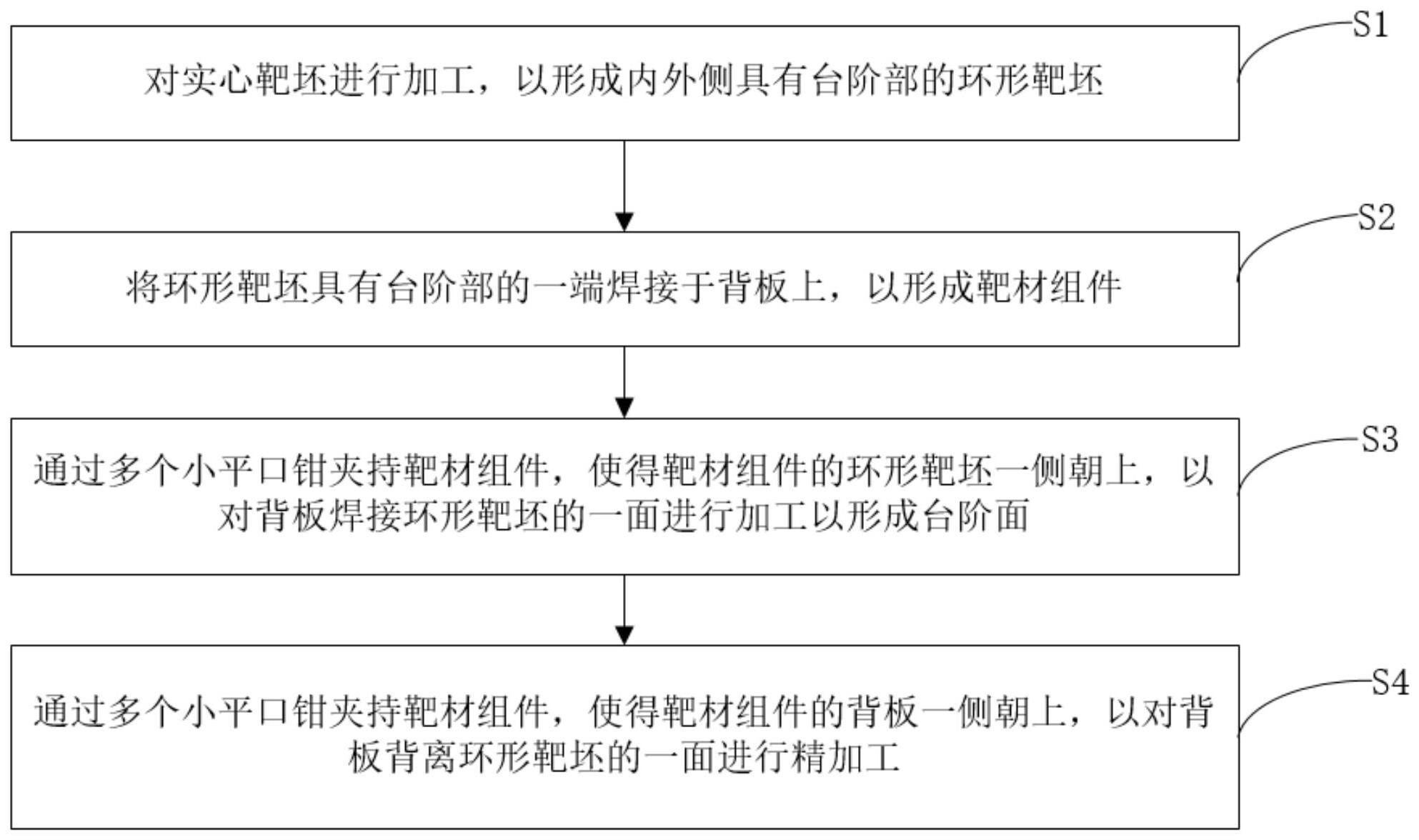
4、s1、对实心靶坯进行加工,以形成内外侧具有台阶的环形靶坯;
5、s2、将环形靶坯具有台阶的一端焊接于背板上,以形成靶材组件;
6、s3、通过多个平口钳夹持上述靶材组件,使得上述靶材组件的上述环形靶坯一侧朝上,以对上述背板焊接上述环形靶坯的一面进行加工以形成台阶面;
7、s4、通过多个平口钳夹持上述靶材组件,使得上述靶材组件的上述背板一侧朝上,以对上述背板背离上述环形靶坯的一面进行精加工。
8、作为上述环形靶材加工方法的一种可选方案,在步骤s1中,还包括:
9、对上述实心靶坯进行磨削加工,以缩减上述实心靶坯的厚度;
10、对上述实心靶坯进行慢走丝切割加工,以形成内外侧具有台阶的上述环形靶坯。
11、作为上述环形靶材加工方法的一种可选方案,在对上述实心靶坯进行磨削加工后,上述实心靶坯的平面度范围小于或等于0.1mm。
12、作为上述环形靶材加工方法的一种可选方案,在步骤s1之后,步骤s2之前,还包括:对上述环形靶坯的台阶进行铣削加工,以使上述环形靶坯的台阶精成型。
13、作为上述环形靶材加工方法的一种可选方案,在步骤s2中,控制形成的上述靶材组件的平面度范围小于或等于0.1mm。
14、作为上述环形靶材加工方法的一种可选方案,在步骤s2之后、步骤s3之前,还包括:对上述背板背离上述环形靶坯的一面进行铣削加工以形成基准面,且上述基准面的平面度范围小于或等于0.1mm。
15、作为上述环形靶材加工方法的一种可选方案,在步骤s3和步骤s4中,还包括:在上述平口钳内安装垫块,以通过使用多个上述垫块对上述靶材组件进行支撑。
16、作为上述环形靶材加工方法的一种可选方案,在上述平口钳内安装上述垫块后,对上述垫块的平面度进行打表测量,控制上述垫块的平面度范围小于或等于0.05mm。
17、作为上述环形靶材加工方法的一种可选方案,在上述平口钳内安装上述靶材组件后,对上述靶材组件的平面度进行打表测量,控制上述靶材组件的平面度范围小于或等于0.1mm。
18、作为上述环形靶材加工方法的一种可选方案,在步骤s3和步骤s4中,还包括:通过直径为8mm的铣刀对上述背板进行铣削加工。
19、本发明的有益效果为:
20、在本发明中,先对实心靶坯进行加工,以形成内外侧具有台阶的环形靶坯,再将环形靶坯具有台阶的一端焊接于背板上以形成靶材组件,以此避免实心靶坯焊接于背板上后再进行加工时所造成的加工困难,从而防止靶材组件在加工时出现变形,并导致环形靶坯与背板脱焊的情况;同时,通过采用多个平口钳对靶材组件进行夹持,能够分散并减小单个平口钳的夹持力度,最大限度减小因夹持所造成的变形,防止因外力整平过程中,环形靶坯与背板脱焊。
技术特征:
1.一种环形靶材加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的环形靶材加工方法,其特征在于,在步骤s1中,还包括:
3.根据权利要求2所述的环形靶材加工方法,其特征在于,在对所述实心靶坯进行磨削加工后,所述实心靶坯的平面度范围小于或等于0.1mm。
4.根据权利要求1所述的环形靶材加工方法,其特征在于,在步骤s1之后,步骤s2之前,还包括:对所述环形靶坯的台阶进行铣削加工,以使所述环形靶坯的台阶精成型。
5.根据权利要求1所述的环形靶材加工方法,其特征在于,在步骤s2中,控制形成的所述靶材组件的平面度范围小于或等于0.1mm。
6.根据权利要求1所述的环形靶材加工方法,其特征在于,在步骤s2之后、步骤s3之前,还包括:对所述背板背离所述环形靶坯的一面进行铣削加工以形成基准面,且所述基准面的平面度范围小于或等于0.1mm。
7.根据权利要求1所述的环形靶材加工方法,其特征在于,在步骤s3和步骤s4中,还包括:在所述平口钳内安装垫块,以通过使用多个所述垫块对所述靶材组件进行支撑。
8.根据权利要求7所述的环形靶材加工方法,其特征在于,在所述平口钳内安装所述垫块后,对所述垫块的平面度进行打表测量,控制所述垫块的平面度范围小于或等于0.05mm。
9.根据权利要求8所述的环形靶材加工方法,其特征在于,在所述平口钳内安装所述靶材组件后,对所述靶材组件的平面度进行打表测量,控制所述靶材组件的平面度范围小于或等于0.1mm。
10.根据权利要求1所述的环形靶材加工方法,其特征在于,在步骤s3和步骤s4中,还包括:通过直径为8mm的铣刀对所述背板进行铣削加工。
技术总结
本发明涉及靶材加工技术领域,具体公开了一种环形靶材加工方法,包括以下步骤:对实心靶坯进行加工,以形成内外侧具有台阶的环形靶坯;将环形靶坯具有台阶的一端焊接于背板上,以形成靶材组件;通过多个平口钳夹持靶材组件,以对背板焊接环形靶坯的一面进行加工以形成台阶面;通过多个平口钳夹持靶材组件,以对背板背离环形靶坯的一面进行精加工。本发明先对实心靶坯进行加工,再将实心靶坯焊接于背板上,能够防止靶材组件在加工时出现变形,并导致环形靶坯与背板脱焊的情况;采用多个平口钳对靶材组件进行夹持,能够分散并减小单个平口钳的夹持力度,最大限度减小因夹持所造成的变形,防止因外力整平过程中,环形靶坯与背板脱焊。
技术研发人员:姚力军,潘杰,袁锦泽,陈玉蓉
受保护的技术使用者:宁波江丰电子材料股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!