轧机粗轧辊道轴承座互锁装置及安装方法与流程
本发明涉及冶金机械设备检修,尤其涉及一种轧机粗轧辊道轴承座互锁装置及安装方法。
背景技术:
1、轧机粗轧辊道布置在粗轧机机架的出、入口处,是r1与r2之间的连接辊道,粗轧辊道在轧制前将输入辊道送来的钢锭送往粗轧机。在轧机辊道中,粗轧辊道的工作任务最为繁重,除了频繁起动、制动外,还要承受轧制时轧件钢坯扣头引起的冲击载荷。一旦辊道轴承座紧固螺栓松动或预紧力不足,极容易造成辊道窜动,撞击辊道底座,再加上轧制过程氧化铁皮的侵入,更会加剧辊道底座的磨损状况。
2、目前大多采用在辊道轴承座紧固螺栓上焊接防松机构等措施来避免螺栓预紧力不足,但是如果前期轴承座安装面已经磨损,如呈弧形,轴承座与轴承座框架的安装面不能完全贴合,螺栓连接就不够可靠,轴承座在钢坯撞击下翻转,螺栓易发生拉伸;与此同时,当轴承座受到钢坯冲击,而轴承座未能有效固定时,轴承座会产生水平位移,使得轴承座螺栓孔反复磨损形成腰型孔,加剧螺栓松动的概率。上述状况若不及时处理,在轧机运行过程中极易导致辊道传动轴出现断轴情况。
技术实现思路
1、本发明所要解决的技术问题是提供一种轧机粗轧辊道轴承座互锁装置及安装方法,本装置及安装方法克服传统轴承座紧固螺栓焊接防松机构的缺陷,能够有效消除轴承座的安装间隙,避免轴承座紧固螺栓的松动,确保具有足够的预紧力,杜绝由于紧固螺栓松动导致的安全事故。
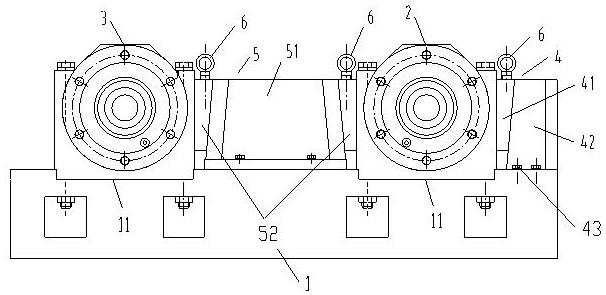
2、为解决上述技术问题,本发明轧机粗轧辊道轴承座互锁装置包括轴承座框架、边缘轴承座和内侧轴承座,所述轴承座框架顶面间隔设有凹槽,所述边缘轴承座和内侧轴承座分别设于所述凹槽,还包括直角锁定机构和双斜边锁定机构;
3、所述直角锁定机构包括斜铁块和直角锁定支架,所述直角锁定支架通过螺栓设于所述轴承座框架边缘顶面,所述斜铁块插入所述直角锁定支架与边缘轴承座侧面之间;
4、所述双斜边锁定机构包括双斜边锁定支架和塞铁块,所述双斜边锁定支架设于所述轴承座框架顶面并位于所述边缘轴承座和内侧轴承座之间,所述塞铁块分别插入所述双斜边锁定支架两侧与边缘轴承座侧面和内侧轴承座侧面之间。
5、进一步,所述直角锁定机构的直角锁定支架包括第一底板和设于所述第一底板两侧的第一立板,所述第一底板两侧的第一立板之间设有第一斜槽,所述斜铁块插入所述第一斜槽内并抵靠至所述边缘轴承座侧面,所述第一底板设有螺栓孔用于穿入螺栓将所述直角锁定支架紧固于所述轴承座框架。
6、进一步,所述双斜边锁定机构的双斜边锁定支架包括第二底板和设于所述第二底板两侧的第二立板,所述第二立板两侧分别设有第二斜槽,所述塞铁块分别插入所述第二斜槽并且分别抵靠至所述边缘轴承座侧面和内侧轴承座侧面。
7、进一步,所述双斜边锁定机构的塞铁块与所述第二斜槽的结合面形成自锁斜面,所述自锁斜面与水平方向的夹角为5度角。
8、进一步,所述斜铁块和塞铁块顶面分别设有吊耳。
9、一种上述轧机粗轧辊道轴承座互锁装置的安装方法包括如下步骤:
10、步骤一、当边缘轴承座和内侧轴承座在轴承座框架安装就位后,在轴承座框架边缘顶面通过螺栓安装直角锁定支架,将斜铁块插入直角锁定支架与边缘轴承座侧面之间,斜铁块根据边缘轴承座实际安装位置进行调整和自锁紧固,消除轴承座安装凹槽与边缘轴承座之间的间隙;
11、步骤二、在边缘轴承座与内侧轴承座之间的轴承座框架顶面安装双斜边锁定支架,将塞铁块分别插入双斜边锁定支架两侧与边缘轴承座侧面和内侧轴承座侧面之间,塞铁块根据轴承座安装实际位置进行调整和自锁紧固,起到消除边缘轴承座和内侧轴承座的安装间隙和互相支撑的作用;
12、步骤三、在更换边缘轴承座和内侧轴承座时,采用行车将斜铁块和塞铁块拔出,边缘轴承座和内侧轴承座与轴承座框架顶面的凹槽恢复原样,拆除边缘轴承座和内侧轴承座的安装螺栓,即可更换边缘轴承座和内侧轴承座。
13、由于本发明轧机粗轧辊道轴承座互锁装置及安装方法采用了上述技术方案,即本互锁装置包括由斜铁块和直角锁定支架构成的直角锁定机构和由双斜边锁定支架和塞铁块构成的双斜边锁定机构;本安装方法在边缘轴承座位置安装直角锁定机构,直角锁定机构采用螺栓固定在轴承座框架上,起到止顶作用;在边缘轴承座与内侧轴承座之间安装双斜边锁定机构,作为边缘轴承座与内侧轴承座之间的互相锁定,起到消除间隙和互相支撑的作用。本装置及安装方法克服传统轴承座紧固螺栓焊接防松机构的缺陷,能够有效消除轴承座的安装间隙,避免轴承座紧固螺栓的松动,确保具有足够的预紧力,杜绝由于紧固螺栓松动导致的安全事故。
技术特征:
1.一种轧机粗轧辊道轴承座互锁装置,包括轴承座框架、边缘轴承座和内侧轴承座,所述轴承座框架顶面间隔设有凹槽,所述边缘轴承座和内侧轴承座分别设于所述凹槽,其特征在于:还包括直角锁定机构和双斜边锁定机构;
2.根据权利要求1所述的轧机粗轧辊道轴承座互锁装置,其特征在于:所述直角锁定机构的直角锁定支架包括第一底板和设于所述第一底板两侧的第一立板,所述第一底板两侧的第一立板之间设有第一斜槽,所述斜铁块插入所述第一斜槽内并抵靠至所述边缘轴承座侧面,所述第一底板设有螺栓孔用于穿入螺栓将所述直角锁定支架紧固于所述轴承座框架。
3.根据权利要求1所述的轧机粗轧辊道轴承座互锁装置,其特征在于:所述双斜边锁定机构的双斜边锁定支架包括第二底板和设于所述第二底板两侧的第二立板,所述第二立板两侧分别设有第二斜槽,所述塞铁块分别插入所述第二斜槽并且分别抵靠至所述边缘轴承座侧面和内侧轴承座侧面。
4.根据权利要求3所述的轧机粗轧辊道轴承座互锁装置,其特征在于:所述双斜边锁定机构的塞铁块与所述第二斜槽的结合面形成自锁斜面,所述自锁斜面与水平方向的夹角为5度角。
5.根据权利要求1所述的轧机粗轧辊道轴承座互锁装置,其特征在于:所述斜铁块和塞铁块顶面分别设有吊耳。
6.根据权利要求1至5任一项所述轧机粗轧辊道轴承座互锁装置的安装方法,其特征在于本方法包括如下步骤:
技术总结
本发明公开了一种轧机粗轧辊道轴承座互锁装置及安装方法,本互锁装置包括由斜铁块和直角锁定支架构成的直角锁定机构和由双斜边锁定支架和塞铁块构成的双斜边锁定机构;本安装方法在边缘轴承座位置安装直角锁定机构,直角锁定机构采用螺栓固定在轴承座框架上,起到止顶作用;在边缘轴承座与内侧轴承座之间安装双斜边锁定机构,作为边缘轴承座与内侧轴承座之间的互相锁定,起到消除间隙和互相支撑的作用。本装置及安装方法克服传统轴承座紧固螺栓焊接防松机构的缺陷,能够有效消除轴承座的安装间隙,避免轴承座紧固螺栓的松动,确保具有足够的预紧力,杜绝由于紧固螺栓松动导致的安全事故。
技术研发人员:徐天亮,王华锋,梁明芹,高瞻,陈知虎
受保护的技术使用者:宝武装备智能科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!