一种轧机主传框架矫正方法与流程
本发明涉及轧机,特别是涉及一种轧机主传框架矫正方法。
背景技术:
1、轧机主传框架在使用过程中易出现变形,检测发现主传平衡框底座与原设计存在偏差,不仅会导致更换工作辊时阻碍工作辊的抽出和推进,而且在生产轧制时会发生偏摆。
技术实现思路
1、本发明所要解决的技术问题是,克服现有技术的缺点,提供一种轧机主传框架矫正方法。
2、为了解决以上技术问题,本发明的技术方案如下:
3、一种轧机主传框架矫正方法,包括:
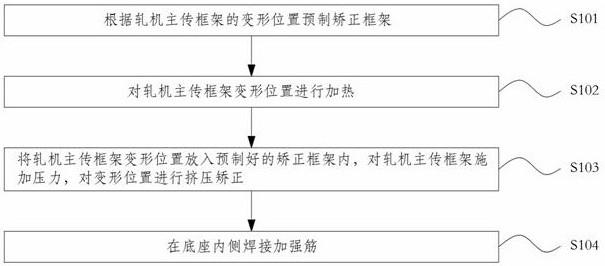
4、根据轧机主传框架的变形位置预制矫正框架;
5、对轧机主传框架变形位置进行加热;
6、将轧机主传框架变形位置放入预制好的矫正框架内,对轧机主传框架施加压力,对变形位置进行挤压矫正。
7、作为本发明所述轧机主传框架矫正方法的一种优选方案,其中:所述对轧机主传框架变形位置进行加热包括:
8、采用乙炔切割器对变形位置进行加热。
9、作为本发明所述轧机主传框架矫正方法的一种优选方案,其中:所述对轧机主传框架施加压力,对变形位置进行挤压矫正包括:
10、采用千斤顶对变形位置进行挤压矫正。
11、作为本发明所述轧机主传框架矫正方法的一种优选方案,其中:所述轧机主传框架变形位置为底座。
12、作为本发明所述轧机主传框架矫正方法的一种优选方案,其中:在所述将轧机主传框架变形位置放入预制好的矫正框架内,对轧机主传框架施加压力,对变形位置进行挤压矫正之后,还包括:
13、在底座内侧焊接加强筋。
14、本发明的有益效果是:
15、本发明通过对主传平衡框底座进行矫正,有效消除了工作辊更换时的故障,同时也保证了生产的稳定性。
技术特征:
1.一种轧机主传框架矫正方法,其特征在于:包括:
2.根据权利要求1所述的轧机主传框架矫正方法,其特征在于:所述对轧机主传框架变形位置进行加热包括:
3.根据权利要求1所述的轧机主传框架矫正方法,其特征在于:所述对轧机主传框架施加压力,对变形位置进行挤压矫正包括:
4.根据权利要求1所述的轧机主传框架矫正方法,其特征在于:所述轧机主传框架变形位置为底座。
5.根据权利要求4所述的轧机主传框架矫正方法,其特征在于:在所述将轧机主传框架变形位置放入预制好的矫正框架内,对轧机主传框架施加压力,对变形位置进行挤压矫正之后,还包括:
技术总结
本发明公开了一种轧机主传框架矫正方法,涉及轧机技术领域,包括:根据轧机主传框架的变形位置预制矫正框架;对轧机主传框架变形位置进行加热;将轧机主传框架变形位置放入预制好的矫正框架内,对轧机主传框架施加压力,对变形位置进行挤压矫正。本发明先根据轧机主传框架的变形位置预制矫正框架,再对变形位置进行加热,通过矫正框架和千斤顶专用工装对变形位置施加压力,使其产生塑性形变,完成矫正,有效消除了工作辊更换时的故障,同时也保证了生产的稳定性。
技术研发人员:滕冬
受保护的技术使用者:南京钢铁股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!