一种高效率高质量激光刻蚀密布微结构的方法
本发明涉及激光刻蚀加工领域,尤其涉及一种高效率高质量激光刻蚀密布微结构的方法。
背景技术:
1、在工程应用中,尤其是很多小型零件上需要制备大量密布的小微结构。比如柔性印刷线路板上的覆盖层,其上面密布了用于排列引脚的微结构;航空发动机上密布的散热微结构,手机折叠屏折叠处密布微结构提升其折叠处的柔性等。这些微结构往往自身尺度小,且分布密集。加工密布微结构具有挑战。
2、接触式机械加工方法,由于存在接触力,容易导致待加工对象变形,不适合用于加工密布微结构。目前,激光刻蚀,利用激光和物质相互作用诱导的热过程,使材料很快被加热至汽化温度,从而去除材料。这种加工方法没有刀具磨损,工件不受力,光斑直径可小到微米量级,非常适合密布微结构的加工。然而激光刻蚀加工基于热效应原理,热效应会导致加工区域附近发生热损伤或者其它热导致的缺陷。这种热导致缺陷,在加工密布微结构的时候,会更加明显。为了解决这个问题,目前普遍采用超短脉冲激光器(ps、fs激光器等),可以很好的抑制热影响的范围,但是其昂贵的价格和设备工作的不稳定性始终制约着其在工业领域的大范围应用,且加工效率低下。短脉冲激光器(ns激光器)技术上更成熟,价格低廉,加工效率高,并且其优良的稳定性在当下的工业生产中也得到了验证。但是,短脉冲激光器的缺点,其与物质相互作用会诱导明显的热致负面效应,尤其在加工密布微结构的时候,不同区域之间的热积累,会加剧热致负面效应,影响加工质量和加工精度。
技术实现思路
1、针对现有技术中存在不足,本发明提供了一种高效率高质量激光刻蚀密布微结构的方法,实现在利用短脉冲激光器加工密布微结构时,降低热致负面效应,提高加工质量。
2、本发明是通过以下技术手段实现上述技术目的的。
3、一种高效率高质量激光刻蚀加工密布微结构的方法,包括:
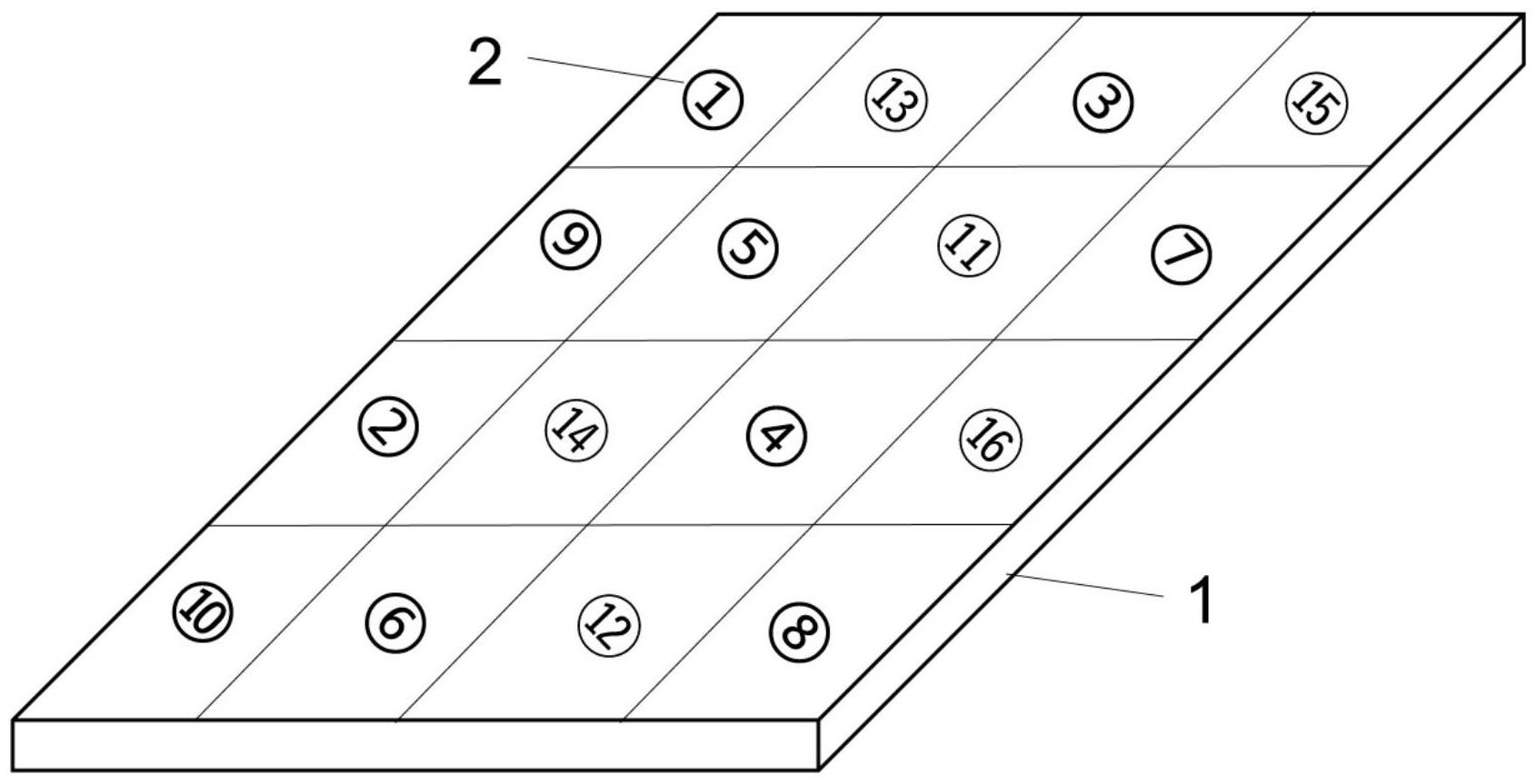
4、步骤一:将待加工材料的待加工区域进行分区,形成若干个分区单元,对所述分区单元进行编号;
5、步骤二:针对各个所述分区单元,将所述分区单元内的微结构进行排序;
6、步骤三:按照编号依次选择所述分区单元,根据所述分区单元内的微结构的排序,利用短脉冲激光器束进行一轮扫描加工;
7、步骤四:改变激光参数,重复步骤三,直至微结构形成。
8、进一步的,所述步骤一中,对所述分区单元进行编号的原则为:使编号相邻的两个分区单元的空间间隔远。
9、进一步的,所述步骤二中,对所述分区单元内的微结构进行排序的原则为:对于行加工顺序以及各行内的微结构加工顺序,使相邻序号的微结构空间间隔远。
10、进一步的,所述步骤四中的激光参数包括扫描速度、激光功率、激光脉宽、光斑大小、微结构尺寸。
11、进一步的,所述密布微结构需进行多轮扫描加工时,通过所述步骤四中改变激光参数,先进行粗扫描加工后进行精扫描加工。
12、进一步的,所述密布微结构需进行三轮扫描加工时,第一轮扫描激光参数为:激光功率为30-40w,激光脉宽为50-100ns,光斑直径为0-50μm,扫描速度为500-1000mm/s,第二轮扫描激光参数为:激光功率为20-30w,激光脉宽为20-50ns,光斑直径为25-40μm,扫描速度为1000-2000mm/s;第三轮扫描激光参数为:激光功率为10-20w,激光脉宽为10-20ns,光斑直径为10-15μm,扫描速度为3000-5000mm/s.
13、进一步的,所述微结构包括孔或者槽。
14、本发明的有益效果:
15、1)本发明采用分区、微结构排序的方式加工密布微结构,减小前后加工区域之间的热积累,提高加工质量。可以实现采用低成本、技术更成熟的纳秒激光器获得媲美于皮秒乃至更短脉冲激光器上的加工效果。随着所制备微结构的数量越多,微结构间隙越小,制备件的数量越大,其优势愈加明显。不仅解决了效率和质量兼顾问题,也大大降低了成本。
16、2)本发明通过灵活设定多轮扫描加工参数的方式,实现从粗加工到精加工,既保证加工效率也提高加工质量。
技术特征:
1.一种高效率高质量激光刻蚀加工密布微结构的方法,其特征在于,包括:
2.根据权利要求1所述的高效率高质量激光刻蚀加工密布微结构的方法,其特征在于,所述步骤一中,对所述分区单元进行编号的原则为:使编号相邻的两个分区单元的空间间隔远。
3.根据权利要求1所述的高效率高质量激光刻蚀加工密布微结构的方法,其特征在于,所述步骤二中,对所述分区单元内的微结构进行排序的原则为:对于行加工顺序以及各行内的微结构加工顺序,使相邻序号的微结构空间间隔远。
4.根据权利要求1所述的高效率高质量激光刻蚀加工密布微结构的方法,其特征在于,所述步骤四中的激光参数包括扫描速度、激光功率、激光脉宽、光斑大小、微结构尺寸。
5.根据权利要求1所述的高效率高质量激光刻蚀加工密布微结构的方法,其特征在于,所述密布微结构需进行多轮扫描加工时,通过所述步骤四中改变激光参数,先进行粗扫描加工后进行精扫描加工。
6.根据权利要求1所述的高效率高质量激光刻蚀加工密布微结构的方法,其特征在于,所述密布微结构需进行三轮扫描加工时,第一轮扫描激光参数为:激光功率为30-40w,激光脉宽为50-100ns,光斑直径为0-50μm,扫描速度为500-1000mm/s,第二轮扫描激光参数为:激光功率为20-30w,激光脉宽为20-50ns,光斑直径为25-40μm,扫描速度为1000-2000mm/s;第三轮扫描激光参数为:激光功率为10-20w,激光脉宽为10-20ns,光斑直径为10-15μm,扫描速度为3000-5000mm/s.
7.根据权利要求1所述的高效率高质量激光刻蚀加工密布微结构的方法,其特征在于,所述微结构包括孔或者槽。
技术总结
本发明提供了一种高效率高质量激光刻蚀加工密布微结构的方法,包括:步骤一:将待加工材料的待加工区域进行分区,形成若干个分区单元,对所述分区单元进行编号;步骤二:针对各个所述分区单元,将所述分区单元内的微结构进行排序;步骤三:按照编号依次选择所述分区单元,根据所述分区单元内的微结构的排序,利用短脉冲激光器束进行一轮扫描加工;步骤四:改变激光参数,重复步骤三,直至微结构形成。本发明可实现在利用短脉冲激光器加工密布微结构时,降低热致负面效应,提高加工质量。
技术研发人员:叶云霞,袁钊,王思博,陈光磊,任旭东,何玉洋,刘洋
受保护的技术使用者:江苏大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!