一种双螺旋搅拌摩擦送丝增材装置及增材制造方法与流程
本发明涉及搅拌摩擦焊接增材,具体来说,涉及一种双螺旋搅拌摩擦送丝增材装置及增材制造方法。
背景技术:
1、摩擦焊是两个工件端面相互运动、摩擦产生热,使端部材料达到热塑性状态,通过迅速施加顶锻力,使热塑材料完成焊接的一种方法,而搅拌摩擦焊方法与常规摩擦焊一样,搅拌头的搅拌针在材料内部进行搅拌和摩擦,搅拌头的肩部与工件表面摩擦生热,从而使热塑材料完成焊接,与常规的熔焊相比,由于搅拌摩擦焊接时的温度相对较低,因此焊接后结构的残余应力或变形也较熔化焊小得多。
2、而目前现有的搅拌摩擦增材技术基本应用在轻合金领域较多,其中以铝合金为代表,现有的其他增材方式如激光、电子束、电弧等增材方式受限于轻合金材料性质,会出现变形、缺陷或能量利用不高、尺寸不易控制问题,在搅拌摩擦焊增材技术领域,通常采用拼接、搭接、层堆积等方式进行,其中拼接方式可以实现横向和纵向增材,但不易进行厚度方向增材,搭接方式受限于搅拌头的搅拌针长度,使其在厚度方向上增材时存在一定局限性,且由于其增材方式为部分连接,结构强度相比整体增材形式较弱;
3、层堆积方式增材为搭接增材的一种变形,是用多层板进行搅拌复合焊接,这种方式也存在结构强度较弱的问题,且结合位置外侧需要留有足够搅拌摩擦余量防止在焊接时材料挤压导致基材破裂造成缺陷,且需要反复装夹影响焊接效率,也有一部分搅拌摩擦增材采用棒料旋转摩擦进行焊接,受限于棒料长度无法做到连续焊接,影响焊接效率和搭接位置焊接质量,搅拌摩擦焊增材制造作为一种良好的轻合金固相结合方式,其增材焊接由于属于固相焊接,其材料流动性与材料供应及热塑化程度相关,在增材过程中容易在生产过程中出现缺陷或部分区域增材连接强度问题。
4、针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现思路
1、针对相关技术中的问题,本发明提出一种双螺旋搅拌摩擦送丝增材装置及增材制造方法,以克服现有相关技术所存在的上述技术问题。
2、为此,本发明采用的具体技术方案如下:
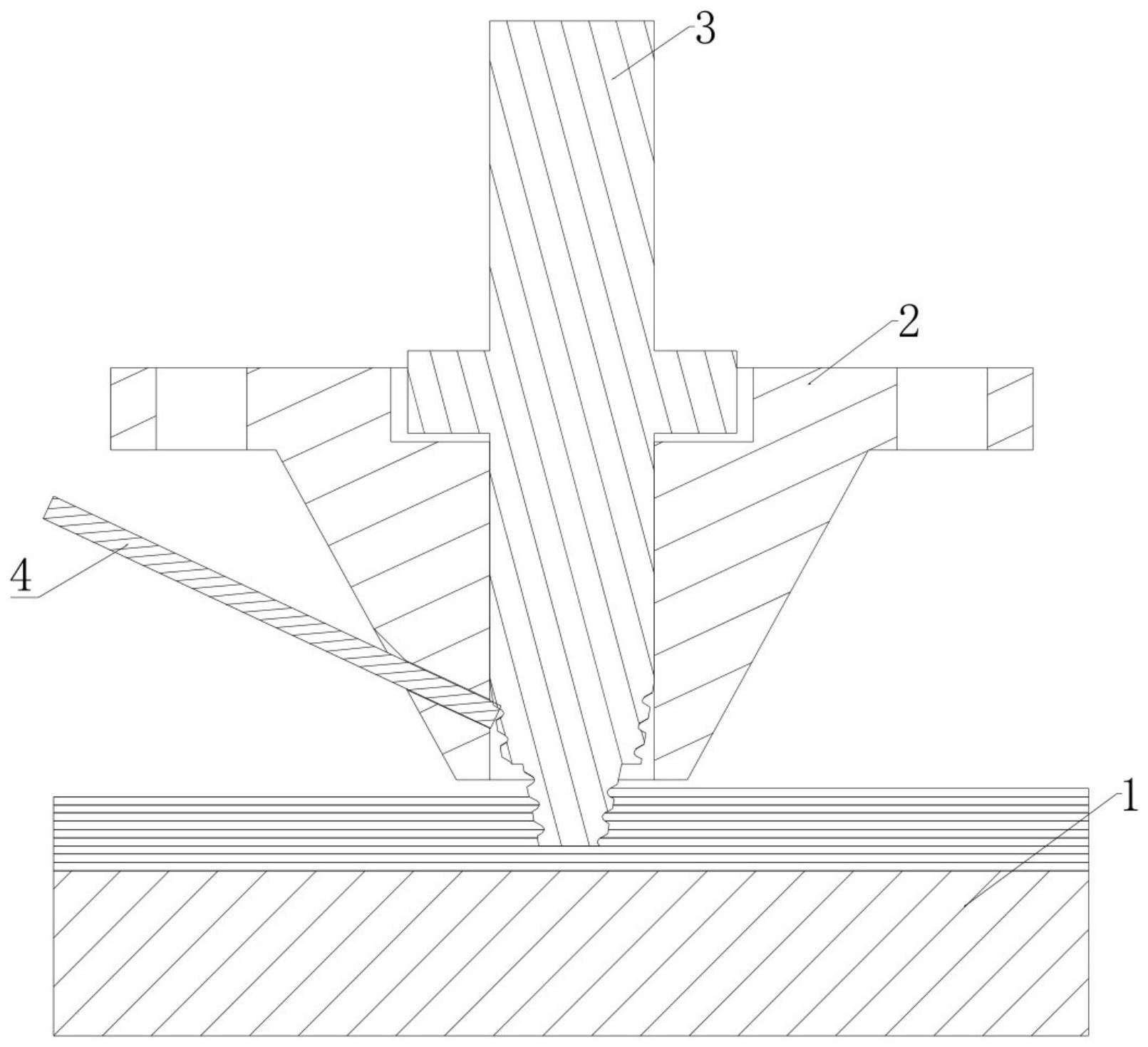
3、根据本发明的一方面,提供了一种双螺旋搅拌摩擦送丝增材装置,包括基板,基板的顶部设置有外轴肩,外轴肩的中部设置有搅拌头,外轴肩的底部一侧设置有丝材,且丝材的与搅拌头相配合。
4、进一步的,为了外轴肩便于安装搅拌头,提高使用时的效率,外轴肩的中部设置有穿插孔,穿插孔的顶部设置有限位槽,穿插孔的底部一侧开设有外轴肩导向孔,限位槽的圆周外侧且位于外轴肩的顶部开设有若干连接孔。
5、进一步的,为了搅拌头便于进行双螺旋搅拌摩擦增材,搅拌头包括设置在外轴肩的搅拌杆,搅拌杆的中部设置有限位环,且限位环与限位槽相对应,限位环的底部设置有搅拌轴,且搅拌轴与穿插孔相配合,所搅拌头还包括设置在搅拌轴底部的搅拌轴螺旋,搅拌轴螺旋的外侧开设有若干搅拌轴导流槽,搅拌轴螺旋的底部设置有搅拌头轴肩,搅拌头轴肩的底部设置有搅拌针,搅拌针的外侧开设有搅拌针螺旋,搅拌针螺旋的圆周外侧开设有若干搅拌针导流槽。
6、进一步的,为了丝材便于进行添加,提高双螺旋搅拌摩擦增材的效率,丝材与外轴肩导向孔相对应,且丝材与搅拌轴螺旋相配合,搅拌轴螺旋与搅拌针螺旋的螺旋线为相反旋向。
7、根据本发明的另一方面,提供了一种增材制造方法,该方法包括以下步骤:
8、将搅拌头插入到外轴肩中孔内,并与外轴肩保持预设距离;
9、将外轴肩与搅拌头调节到基板上方;
10、将丝材从外轴肩导向孔插入,并与搅拌轴螺旋连接;
11、启动搅拌头进行旋转,丝材与搅拌轴螺旋接触时被摩擦挤压切割,并通过搅拌轴螺旋和搅拌轴导流槽使软化丝材向下流动到达搅拌头轴肩;
12、同时将搅拌针插入到基板中,通过搅拌针螺旋旋转搅拌,带动软化的基板通过搅拌针螺旋和搅拌针导流槽向上移动,并与软化丝材于交汇,且在轴肩位置的进一步搅拌摩擦下使材料热塑化并与基板连接,使得热塑材料存储在外轴肩与搅拌头轴肩所形成的空间内部,通过搅拌头轴肩与基板的距离来控制每次增材的厚度,通过反复堆叠达到预设目标增材厚度,完成双螺旋搅拌摩擦送丝增材。
13、本发明的有益效果为:
14、1、本发明提供的双螺旋搅拌摩擦送丝增材装置及其制造方法可以实现铝合金等轻金属材料的高质量增材制造,提高增材效率,解决摩擦增材在增材过程中容易出现缺陷或增材连接强度问题。
15、2、本发明提供的双螺旋搅拌摩擦送丝增材装置及其制造方法可以实现汽车电池托盘框架结构的高效低成本制造,且制造工艺简单,生成成本低,材料利用率高,材料结构强度好,同时可以实现复杂空间曲面的轻合金框架、壳体、复杂加强筋等的增材制造,解决由于空间及位置受限,常规制造工艺复杂或制造成本较高效率低下的问题。
16、3、本发明提供的双螺旋搅拌摩擦送丝增材装置及其制造方法可以实现轻型材料大型筒段的增材制造,解决大型筒段焊接加工成本高,生产工艺复杂的问题,且对基材和新增材料进行重复搅拌摩擦,因此会对其连接强度有明显提升,且对于异种金属的连接强度有较为明显的提高。
17、4、本发明通过在搅拌针及搅拌轴外侧开设搅拌轴导流槽和搅拌针导流槽,使得搅拌轴导流槽和搅拌针导流槽可以防止材料堆积在搅拌部位,更是减小了搅拌头在搅拌时的摩擦阻力,使得搅拌头使用寿命提高,更有利于热塑化材料在其内部流动,且搅拌针和搅拌轴的螺旋结构基体均有一定的角度,通过角度的设计可以使得材料在搅拌和摩擦的过程中让已经热塑化的材料更易向制定方向流动。
技术特征:
1.一种双螺旋搅拌摩擦送丝增材装置,包括基板(1),其特征在于,所述基板(1)的顶部设置有外轴肩(2),所述外轴肩(2)的中部设置有搅拌头(3),所述外轴肩(2)的底部一侧设置有丝材(4),且所述丝材(4)的与所述搅拌头(3)相配合。
2.根据权利要求1所述的一种双螺旋搅拌摩擦送丝增材装置,其特征在于,所述外轴肩(2)的中部设置有穿插孔(21),所述穿插孔(21)的顶部设置有限位槽(22),所述穿插孔(21)的底部一侧开设有外轴肩导向孔(23),所述限位槽(22)的圆周外侧且位于所述外轴肩(2)的顶部开设有若干连接孔(24)。
3.根据权利要求2所述的一种双螺旋搅拌摩擦送丝增材装置,其特征在于,所述搅拌头(3)包括设置在所述外轴肩(2)的搅拌杆(31),所述搅拌杆(31)的中部设置有限位环(32),且所述限位环(32)与所述限位槽(22)相对应,所述限位环(32)的底部设置有搅拌轴(33),且所述搅拌轴(33)与所述穿插孔(21)相配合。
4.根据权利要求3所述的一种双螺旋搅拌摩擦送丝增材装置,其特征在于,所述搅拌头(3)还包括设置在所述搅拌轴(33)底部的搅拌轴螺旋(34),所述搅拌轴螺旋(34)的外侧开设有若干搅拌轴导流槽(35),所述搅拌轴螺旋(34)的底部设置有搅拌头轴肩(36)。
5.根据权利要求4所述的一种双螺旋搅拌摩擦送丝增材装置,其特征在于,所述搅拌头轴肩(36)的底部设置有搅拌针(37),所述搅拌针(37)的外侧开设有搅拌针螺旋(38),所述搅拌针螺旋(38)的圆周外侧开设有若干搅拌针导流槽(39)。
6.根据权利要求5所述的一种双螺旋搅拌摩擦送丝增材装置,其特征在于,所述丝材(4)与所述外轴肩导向孔(23)相对应,且所述丝材(4)与所述搅拌轴螺旋(34)相配合。
7.根据权利要求6所述的一种双螺旋搅拌摩擦送丝增材装置,其特征在于,所述搅拌轴螺旋(34)与所述搅拌针螺旋(38)的螺旋线为相反旋向。
8.一种增材制造方法,用于实现权利1-7中任一项所述的双螺旋搅拌摩擦送丝增材装置的制造操作,其特征在于,该方法包括以下步骤:
技术总结
本发明公开了一种双螺旋搅拌摩擦送丝增材装置及增材制造方法,包括基板,基板的顶部设置有外轴肩,外轴肩的中部设置有搅拌头,外轴肩的底部一侧设置有丝材,且丝材的与搅拌头相配合,外轴肩的中部设置有穿插孔,穿插孔的顶部设置有限位槽,穿插孔的底部一侧开设有外轴肩导向孔,限位槽的圆周外侧且位于外轴肩的顶部开设有若干连接孔。本发明通过在搅拌针及搅拌轴外侧开设搅拌轴导流槽和搅拌针导流槽,使得搅拌轴导流槽和搅拌针导流槽可以防止材料堆积在搅拌部位,更是减小了搅拌头在搅拌时的摩擦阻力,使得搅拌头使用寿命提高,更有利于热塑化材料在其内部流动。
技术研发人员:张哲,吉华,刘捷,路卫卫,王天宇,吴金鹏,唐文辉
受保护的技术使用者:上海同芯构技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!