一种适用于铆钉的批量修剪工装的制作方法
本申请涉及机械铆接,具体涉及一种适用于铆钉的批量修剪工装。
背景技术:
1、在结构件联接以及电路板与电路板加固条联接过程中,铆接的连接方式应用较为广泛,其主要特点有工艺简单、联接可靠、抗振、耐冲击;在特殊结构设计下为保证铆成头(又称墩头)高度和直径,以及qj782a-2005《铆接通用技术要求》对铆成头的尺寸要求,对铆钉的长度有着较为精密的公差要求;由于铆钉在生产过程中均为墩制而成,将铆钉铆入结构件孔中时,墩头可能出现过大和过高现象,无法满足qj782a-2005《铆接通用技术要求》对铆成头的尺寸要求。
2、在产品铆接过程中,往往采取用卡尺量取铆钉规定长度后画线,用铆钉剪沿画线位置裁剪出合适的铆钉长度,再用钳工锉对断口处进行修锉,使其平整;此种方式存在的弊端是无法满足产品大批量生产需求,铆钉修剪周期较长,工作效率低;因此,本申请提出一种适用于铆钉的批量修剪工装。
技术实现思路
1、鉴于现有技术中的上述缺陷或不足,本申请旨在提供一种适用于铆钉的批量修剪工装,包括:
2、支撑件,所述支撑件沿第一方向的一侧与机床主轴连接,所述第一方向为所述机床主轴的轴线方向;
3、固定件,所述固定件可拆卸连接于所述支撑件远离所述机床主轴的一侧,与所述支撑件沿所述第一方向排列设置;所述固定件远离所述支撑件侧设有若干个沿所述第一方向延伸的第一通孔,所述固定件靠近所述支撑件侧设有若干个与各所述第一通孔相对应的埋头孔,每个待修剪的所述铆钉的尖端可依次贯穿各对所述埋头孔和所述第一通孔,各所述铆钉的铆钉帽与各所述埋头孔内壁相接触;
4、第一驱动组件,所述第一驱动组件用于驱动所述机床主轴转动,所述支撑件和所述固定件可随所述机床主轴一同转动;
5、切割组件,所述切割组件设于所述固定件沿所述第一方向远离所述支撑件的一端,用于切割各待修剪的所述铆钉伸出各所述第一通孔的尖端部分。
6、根据本申请实施例提供的技术方案,所述支撑件和所述固定件之间还设有柔性件,各所述铆钉帽与所述柔性件远离所述支撑件端抵接。
7、根据本申请实施例提供的技术方案,所述支撑件、所述柔性件及所述固定件三者同轴设置。
8、根据本申请实施例提供的技术方案,所述埋头孔沿所述第一方向的深度小于所述铆钉帽沿所述第一方向的厚度。
9、根据本申请实施例提供的技术方案,所述第一通孔沿所述第一方向的深度小于待修剪的所述铆钉的尖端长度。
10、根据本申请实施例提供的技术方案,所述支撑件包括与所述机床主轴连接的第一部以及与所述第一部远离所述机床主轴侧相连的第二部,所述柔性件远离所述固定件的一侧与所述第二部远离所述第一部的一侧抵接。
11、根据本申请实施例提供的技术方案,所述支撑件的所述第二部中心设有第二通孔,所述柔性件中心设有与所述第二通孔相对应的第三通孔,所述固定件靠近所述柔性件的一侧中心设有与所述第二通孔和所述第三通孔相对应的第四通孔,所述固定件远离所述柔性件的一侧与所述第四通孔对应设有沉头孔;所述工装还包括连接件,所述连接件一端依次贯穿所述沉头孔、所述第四通孔、所述第三通孔及所述第二通孔,用于连接所述固定件、所述柔性件及所述支撑件。
12、根据本申请实施例提供的技术方案,所述切割组件包括沿第二方向分布排列的支撑部以及设于所述支撑部顶面的切割部,所述第二方向垂直于所述第一方向。
13、根据本申请实施例提供的技术方案,还包括第二驱动组件,所述第二驱动组件用于驱动所述切割组件沿第三方向移动,所述第三方向垂直于所述第一方向且垂直于所述第二方向。
14、综上所述,本申请提出一种适用于铆钉的批量修剪工装,将待修剪的所述铆钉装入所述固定件上的各对所述第一通孔和所述埋头孔中,所述铆钉的尖端伸出所述第一通孔,所述铆钉帽与所述埋头孔内壁相接触;之后将装有待修剪的所述铆钉的所述固定件与所述支撑件进行合装,合装完成后将所述支撑件远离所述固定件的一侧与所述机床主轴固定连接;所述第一驱动组件驱动所述机床主轴带动所述支撑件及装有待修剪的所述铆钉的所述固定件一同转动,切割组件对各待修剪的所述铆钉伸出各所述第一通孔的尖端部分进行修剪以得到所需长度的所述铆钉;从而可实现同时对若干个待修剪的铆钉进行批量修剪,提高了批量修剪铆钉的工作效率。
技术特征:
1.一种适用于铆钉的批量修剪工装,其特征在于,包括:
2.根据权利要求1所述的适用于铆钉的批量修剪工装,其特征在于,所述支撑件(1)和所述固定件(2)之间还设有柔性件(3),各所述铆钉帽与所述柔性件(3)远离所述支撑件(1)端抵接。
3.根据权利要求2所述的适用于铆钉的批量修剪工装,其特征在于,所述支撑件(1)、所述柔性件(3)及所述固定件(2)三者同轴设置。
4.根据权利要求2所述的适用于铆钉的批量修剪工装,其特征在于,所述埋头孔(202)沿所述第一方向的深度小于所述铆钉帽沿所述第一方向的厚度。
5.根据权利要求1所述的适用于铆钉的批量修剪工装,其特征在于,所述第一通孔(201)沿所述第一方向的深度小于待修剪的所述铆钉的尖端长度。
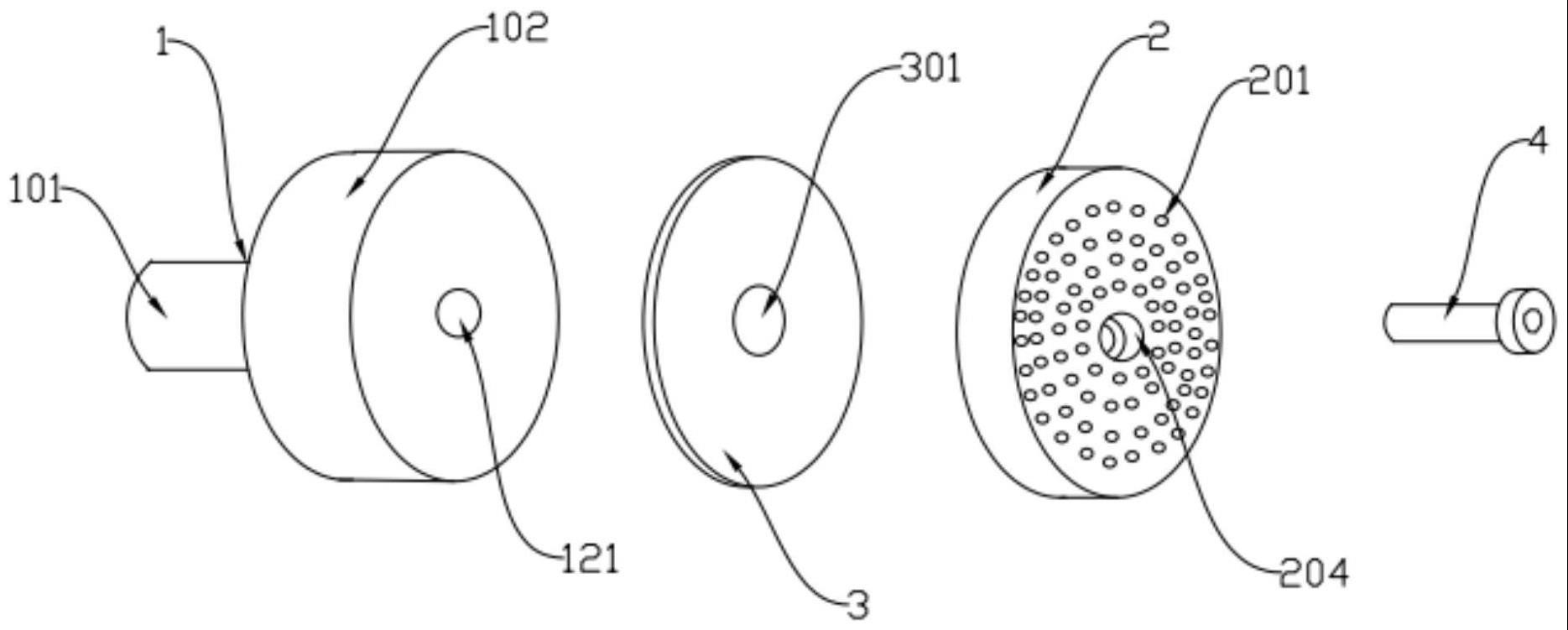
6.根据权利要求2所述的适用于铆钉的批量修剪工装,其特征在于,所述支撑件(1)包括与所述机床主轴连接的第一部(101)以及与所述第一部(101)远离所述机床主轴侧相连的第二部(102),所述柔性件(3)远离所述固定件(2)的一侧与所述第二部(102)远离所述第一部(101)的一侧抵接。
7.根据权利要求6所述的适用于铆钉的批量修剪工装,其特征在于,所述支撑件(1)的所述第二部(102)中心设有第二通孔(121),所述柔性件(3)中心设有与所述第二通孔(121)相对应的第三通孔(301),所述固定件(2)靠近所述柔性件(3)的一侧中心设有与所述第二通孔(121)和所述第三通孔(301)相对应的第四通孔(203),所述固定件(2)远离所述柔性件(3)的一侧与所述第四通孔(203)对应设有沉头孔(204);所述工装还包括连接件(4),所述连接件(4)一端依次贯穿所述沉头孔(204)、所述第四通孔(203)、所述第三通孔(301)及所述第二通孔(121),用于连接所述固定件(2)、所述柔性件(3)及所述支撑件(1)。
8.根据权利要求2所述的适用于铆钉的批量修剪工装,其特征在于,所述切割组件包括沿第二方向分布排列的支撑部(5)以及设于所述支撑部(5)顶面的切割部(6),所述第二方向垂直于所述第一方向。
9.根据权利要求8所述的适用于铆钉的批量修剪工装,其特征在于,还包括第二驱动组件,所述第二驱动组件用于驱动所述切割组件沿第三方向移动,所述第三方向垂直于所述第一方向且垂直于所述第二方向。
技术总结
本申请提供一种适用于铆钉的批量修剪工装,包括沿第一方向的一侧与机床主轴连接的支撑件,支撑件远离机床主轴的一侧可拆卸连接有固定件,固定件远离支撑件侧设有若干个第一通孔,靠近支撑件侧设有若干个与各第一通孔相对应的埋头孔,每个待修剪的铆钉的尖端可依次贯穿各对埋头孔和第一通孔,各铆钉的铆钉帽与各埋头孔内壁相接触;第一驱动组件用于驱动机床主轴带动支撑件和固定件转动,切割组件设于固定件沿第一方向远离支撑件的一端,用于切割各待修剪的铆钉伸出各第一通孔的尖端部分;本发明提出的批量修剪工装可同时对若干个待修剪的铆钉进行批量修剪,提高了批量修剪铆钉的工作效率。
技术研发人员:常丽杰,叶鹍,李宝柱
受保护的技术使用者:天津津航技术物理研究所
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!