TC4钛合金T型材多向锻造成形模具及方法与流程
本发明涉及锻造,尤其涉及一种tc4钛合金t型材多向锻造成形模具及方法。
背景技术:
1、钛及其合金具有密度低、耐蚀性好和比强度高等特性,因此成为了一种优良的结构材料,在航空、航天、海洋及化工机械领域得到广泛应用,在国防科技领域占有重要地位。
2、目前主要采用挤压法制造钛合金t型材,但t型材的挤压面临生产效率低、原材料损失较多、成品率低、性能不均匀、模具受力工况复杂、寿命低、薄壁件易出现截面畸变和扭曲等问题,并且挤压t型材存在增加后续校直工序、制造成本高等缺点。
技术实现思路
1、有鉴于此,本发明的目的在于提出一种tc4钛合金t型材多向锻造成形模具及方法,以解决上述问题。
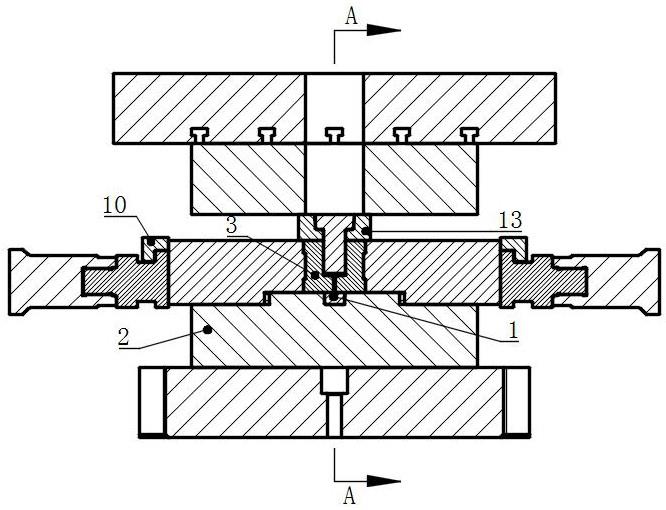
2、基于上述目的,本发明提供了一种tc4钛合金t型材多向锻造成形模具,包括:下模、下模垫板、侧模连接组件、侧模、上模、上模连接组件和端面模;下模连接在下模垫板上,位于下模两侧的下模垫板上分别滑动连接有侧模连接组件,两个侧模连接组件相对设置;两个侧模连接组件相对的一端分别连接有侧模,两个侧模相对的一端开设有挤压腔;上模连接在上模连接组件上,上模端部滑动连接在挤压腔中;位于挤压腔两端的下模垫板上分别连接有端面模。
3、进一步地,侧模连接组件包括侧模模座、u型压槽、水平推拉杆和水平连接杆,侧模模座一端与侧模连接,侧模模座另一端通过u型压槽与水平推拉杆一端连接,水平推拉杆另一端与水平连接杆螺纹连接。
4、进一步地,上模连接组件包括上模连接板和上模承载垫板,上模连接板与上模承载垫板连接,上模连接板内开设有t型槽,上模为t型结构,上模穿装在t型槽中,上模端部伸出于上模连接板。
5、进一步地,还包括动梁垫板和工作台垫板,动梁垫板连接在上模承载垫板上表面,工作台垫板连接在下模垫板下表面。
6、进一步地,端面模远离挤压腔的一端设置有端面楔块,端面楔块与下模垫板连接;端面模上连接有导柱,导柱滑动穿装在上模连接板中。
7、tc4钛合金t型材多向锻造成形方法,按照以下步骤进行:s1、对棒坯进行表面处理;s2、将表面处理完成后的棒坯加热至棒坯的β相变点以下35℃±5℃,并对棒坯进行保温处理;s3、将模具加热至350℃~450℃;s4、将加热完成后的模具与锻造设备连接;s5、对上模初始位置以及侧模初始位置进行调节,将棒坯放置在挤压腔内;s6、控制上模下压,直至上模运动至第一次压制位置。s7、控制两个侧模分别向相对的方向运动,直至两个侧模分别与两个端面模侧面接触,并保压;s8、控制上模下压,直至上模下表面与侧模模座上表面接触,并保压3s;s9、开模取件,完成t型材锻造。
8、进一步地,s1具体为:将棒坯放入至电加热炉中加热至100℃~200℃;取出棒坯,直至棒坯表面温度降低至70℃~80℃后,向棒坯表面喷涂防护润滑剂并自然干燥,其中,防护润滑剂的喷涂厚度为0.2mm~0.3mm。
9、进一步地,s5中对上模初始位置以及侧模初始位置进行调节,具体为:对上模位置进行调节,使上模下表面与侧模上表面之间的距离大于等于200mm;对侧模位置进行调节,使两个侧模相对的端面之间的距离大于t型材竖板厚度且小于棒坯直径。
10、进一步地,s9中开模取件,具体为:模具卸除压力;控制上模向上运动250mm~300mm;控制两个侧模分别向相背离的方向运动350mm~450mm;转移t型材锻件。
11、与现有技术相比,本发明的有益效果在于:上模第一次压制到位时,横板与竖板均未完全充满,侧模对向成形到位时,竖板基本充满,上模第二次压制到位时,完成横板侧边充填。采用该成形方法既可实现在多向锻造过程中对横板、竖板所需金属体积的精确分配,又可满足对锻造设备成形载荷的预分配以及满足钛合金t型材锻件的成形质量。采用一火一工序的多向锻造成形方法及成形模具,可生产出截面尺寸变化大的薄壁钛合金t型材锻件,锻件尺寸及外形与零件接近,原材料利用率高、机械加工工时少,生产效率高。该方法可实现横板及竖板成形所需金属体积的精确分配,使金属变形均匀、流动合理、组织致密、性能优良,无需后续校直。
技术特征:
1.一种tc4钛合金t型材多向锻造成形模具,包括:下模、下模垫板、侧模连接组件、侧模、上模、上模连接组件和端面模;其特征在于,
2.根据权利要求1所述的tc4钛合金t型材多向锻造成形模具,其特征在于,侧模连接组件包括侧模模座、u型压槽、水平推拉杆和水平连接杆,侧模模座一端与侧模连接,侧模模座另一端通过u型压槽与水平推拉杆一端连接,水平推拉杆另一端与水平连接杆螺纹连接。
3.根据权利要求1所述的tc4钛合金t型材多向锻造成形模具,其特征在于,上模连接组件包括上模连接板和上模承载垫板,上模连接板与上模承载垫板连接,上模连接板内开设有t型槽,上模为t型结构,上模穿装在t型槽中,上模端部伸出于上模连接板。
4.根据权利要求3所述的tc4钛合金t型材多向锻造成形模具,其特征在于,还包括动梁垫板和工作台垫板,动梁垫板连接在上模承载垫板上表面,工作台垫板连接在下模垫板下表面。
5.根据权利要求3所述的tc4钛合金t型材多向锻造成形模具,其特征在于,端面模远离挤压腔的一端设置有端面楔块,端面楔块与下模垫板连接;端面模上连接有导柱,导柱滑动穿装在上模连接板中。
6.根据权利要求1至5任一项所述的tc4钛合金t型材多向锻造成形模具的tc4钛合金t型材多向锻造成形方法,其特征在于,按照以下步骤进行:
7.根据权利要求6所述的tc4钛合金t型材多向锻造成形方法,其特征在于,s1具体为:
8.根据权利要求6所述的tc4钛合金t型材多向锻造成形方法,其特征在于,s5中对上模初始位置以及侧模初始位置进行调节,具体为:
9.根据权利要求6所述的tc4钛合金t型材多向锻造成形方法,其特征在于,s9中开模取件,具体为:
技术总结
本发明提供一种TC4钛合金T型材多向锻造成形模具及方法,涉及锻造技术领域。上模第一次压制到位时,横板与竖板均未完全充满,侧模对向成形到位时,竖板基本充满,上模第二次压制到位时,完成横板侧边充填。采用该成形方法既可实现在多向锻造过程中对横板、竖板所需金属体积的精确分配,又可满足对锻造设备成形载荷的预分配以及满足钛合金T型材锻件的成形质量。采用一火一工序的多向锻造成形方法及成形模具,可生产出截面尺寸变化大的薄壁钛合金T型材锻件,锻件尺寸及外形与零件接近,原材料利用率高、机械加工工时少,生产效率高。该方法可实现横板及竖板成形所需金属体积的精确分配,使金属变形均匀、流动合理、组织致密,无需后续校直。
技术研发人员:徐文翠,吴艳丽,王金业,张家伟
受保护的技术使用者:中冶重工(唐山)有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!