一种冲压负角翻边的模具的制作方法
本公开涉及冲压模具,尤其涉及一种冲压负角翻边的模具。
背景技术:
1、现有的冲压模具中单工序模具不仅浪费人工,降低了生产效率,还增加了模具成本,为了节约成本,一般内饰件大多数都开发级进模具,但是有一些内饰件结构非常复杂,尤其是负角度翻边模具,对于具有负角的产品,在制作过程中,现有级进模对工件冲压后,需要另外将冲压后的工件转移至翻边工位进行翻边负角制作,如此导致生产效率较低,生产成本较高。
2、负角,在平面内角的终边绕角的顶点旋转时,可以有两个不同的方向,一个是逆时针方向,一个是顺时针方向,沿逆时针方向旋转生成的角规定为正角;沿顺时针方向旋转生成的角则规定为负角。翻边是冲压工艺的一种,指在坯料的平面部分或曲面部分上,利用模具的作用,使之沿封闭或不封闭的曲线边缘形成有一定角度的直壁或凸缘的成型方法称为翻边。
技术实现思路
1、本公开实施例提供一种冲压负角翻边的模具,以至少部分地解决工件生产效率低,生产成本高的问题。
2、本公开实施例提供的具体技术方案如下:
3、本公开提出一种冲压负角翻边的模具,用于对待冲压工件的侧边进行冲压,包括:底板以及设置于所述底板上的负角成型机构;所述负角成型机构包括成对设置的插芯凹模,用于对待冲压工件定位,且两根所述插芯凹模相背的一侧分别内凹形成有凹槽;以及设于所述插芯凹模外侧的冲压凸模,所述冲压凸模上设有与所述凹槽相配合的凸条,所述负角成型机构构造为在所述插芯凹模与所述冲压凸模合模时,所述凸条压于所述凹槽内,使所述对待冲压工件的侧边向内弯曲以形成翻边;
4、还包括抽芯机构,所述抽芯机构包括固定板、气缸和连杆组件,所述固定板间隔地设置在所述底板的下方,所述气缸设置在所述固定板上,所述气缸通过所述连杆组件与所述插芯凹模连接,所述抽芯机构构造为由所述气缸通过所述连杆组件带动所述插芯凹模沿所述插芯凹模的延伸方向进行抽插运动。
5、优选地,所述负角成型机构还包括冲压块,所述冲压块包括块体和设于所述块体顶部的凸肋,所述块体设置在所述底板上,所述凸肋沿所述插芯凹模的延伸方向设置在所述块体上并位于两根所述插芯凹模之间,且所述凸肋朝向所述插芯凹模的一侧分别与两根所述插芯凹模相抵接。
6、优选地,所述块体朝向所述底板的一侧设有定位块,所述底板上设有与所述定位块相配合的定位槽,所述定位块设置在所述定位槽内,以将所述冲压块固定。
7、优选地,所述模具还包括设于所述底板上的驱动机构,所述驱动机构包括斜楔驱动块和与所述斜楔驱动块楔形配合的斜楔滑块,所述斜楔滑块与所述底板滑动连接,所述冲压凸模设于所述斜楔滑块上;所述斜楔驱动块构造为驱动所述斜楔滑块带动所述冲压凸模由初始位置向冲压位置移动。
8、优选地,每个所述斜楔滑块的两端分别设有一压板,所述压板的一端压接在所述斜楔滑块上,另一端与所述底板连接。
9、优选地,每个所述斜楔滑块上分别设有第一氮气弹簧,所述第一氮气弹簧配置为带动所述斜楔滑块由所述冲压位置向所述初始位置移动。
10、优选地,所述斜楔滑块朝向所述插芯凹模的一侧沿所述斜楔滑块的延伸方向设有承载台,所述冲压凸模置于所述承载台上,并与所述斜楔滑块螺钉连接。
11、优选地,所述冲压凸模和所述斜楔滑块上对应开设有销孔,所述销孔内插设有柱销。
12、优选地,所述驱动机构还包括自润滑导板,所述自润滑导板设置在所述斜楔驱动块上,所述自润滑导板构造成在冲压状态下,所述自润滑导板相对于所述斜楔滑块可移动。
13、优选地,所述抽芯机构还包括滑道组件,所述滑道组件包括滑轨和滑块,所述滑轨沿所述插芯凹模的延伸方向设置在所述固定板上,所述滑块与所述气缸的输出端连接,所述连杆组件的底端与所述滑块连接,所述滑块嵌套在所述滑轨上并相对于所述滑轨可移动。
14、优选地,所述固定板上还设有止挡块,所述止挡块设于所述滑轨远离所述气缸的一端,以用于与所述滑块相抵接。
15、优选地,所述模具还包括活动连接于所述底板上的第一导向组件,所述第一导向组件包括第一导向块和第二导向块,所述第一导向块和所述第二导向块分设于所述插芯凹模的两端;所述第一导向块和所述第二导向块上分别开设有导向孔,所述插芯凹模通过所述导向孔依次插入所述第一导向块和所述第二导向块并与所述第一导向组件滑动配合。
16、优选地,所述底板上还设有限位块,所述限位块设于所述第二导向块背离所述第一导向块的一侧,并与所述第二导向块相抵接。
17、优选地,所述模具还包括退料机构,所述退料机构包括第二氮气弹簧、固定座和传动组件,所述第二氮气弹簧设置在所述固定板的下方,所述第二氮气弹簧的顶端与所述固定板连接,所述第二氮气弹簧的底端与所述固定座连接,以将所述第二氮气弹簧固定;所述传动组件设置在所述固定板和所述底板之间,所述传动组件的底端与所述固定板连接,所述传动组件的顶端贯穿所述底板并与所述第一导向组件连接;所述退料机构构造为由所述第二氮气弹簧通过所述固定板驱动所述传动组件,带动所述第一导向组件跟随所述传动组件的运动方向移动。
18、优选地,所述模具还包括第二导向组件,所述第二导向组件设于所述固定板的下方,且所述第二导向组件的顶端穿过所述固定板设置,以用于限定所述退料机构沿所述第二氮气弹簧上升或下降的方向移动。
19、优选地,所述模具还包括到位检测机构,所述到位检测机构设于所述底板上,所述到位检测机构配置为检测所述连杆组件是否运动到到位位置。
20、本公开有益效果如下:
21、在级进模具中设置负角成型机构与抽芯机构的相互配合,通过插芯凹模对待冲压工件定位,冲压凸模上的凸条压于插芯凹模的凹槽内,使待冲压工件的侧边向内弯曲形成负角翻边;气缸通过连杆组件可以带动插芯凹模从冲压工件内拔出,并通过送料机进行下一步送料,实现了待冲压工件的负角翻边的冲压在同一级进模中进行,有效减少一副成形模具工装的开发,降低工装的开发成本,提高生产效率,从而解决了工件生产效率低,生产成本高的问题。
技术特征:
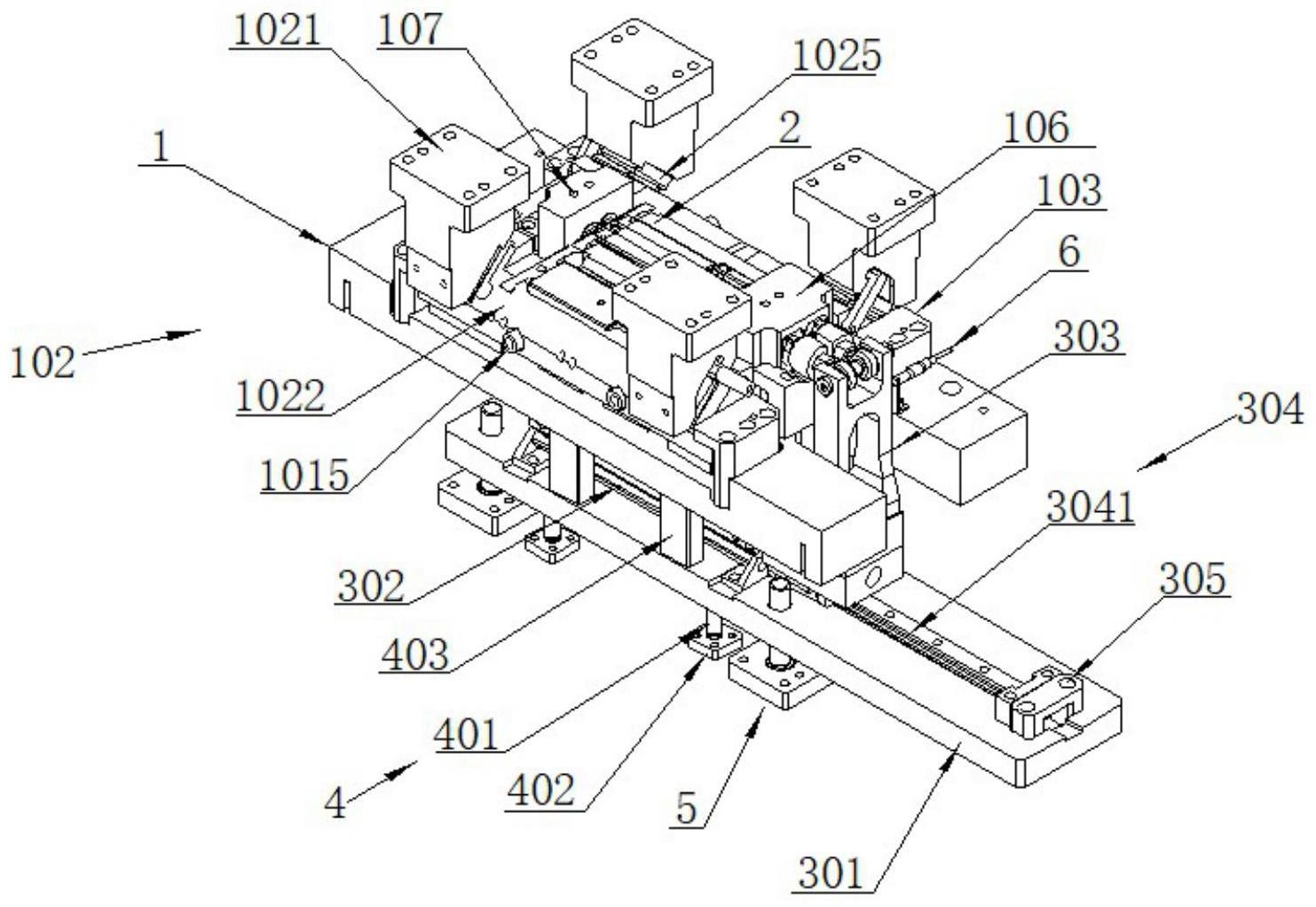
1.一种冲压负角翻边的模具,用于对待冲压工件(2)的侧边(201)进行冲压,其特征在于,包括:底板(1)以及设置于所述底板(1)上的负角成型机构(101);所述负角成型机构(101)包括成对设置的插芯凹模(1011),用于对待冲压工件(2)定位,且两根所述插芯凹模(1011)相背的一侧分别内凹形成有凹槽(1013);以及设于所述插芯凹模(1011)外侧的冲压凸模(1012),所述冲压凸模(1012)上设有与所述凹槽(1013)相配合的凸条(1014),所述负角成型机构(101)构造为在所述插芯凹模(1011)与所述冲压凸模(1012)合模时,所述凸条(1014)压于所述凹槽(1013)内,使所述对待冲压工件(2)的侧边(201)向内弯曲以形成翻边(202);
2.根据权利要求1所述的冲压负角翻边的模具,其特征在于,所述负角成型机构(101)还包括冲压块(105),所述冲压块(105)包括块体(1051)和设于所述块体(1051)顶部的凸肋(1052),所述块体(1051)设置在所述底板(1)上,所述凸肋(1052)沿所述插芯凹模(1011)的延伸方向设置在所述块体(1051)上并位于两根所述插芯凹模(1011)之间,且所述凸肋(1052)朝向所述插芯凹模(1011)的一侧分别与两根所述插芯凹模(1011)相抵接。
3.根据权利要求2所述的冲压负角翻边的模具,其特征在于,所述块体(1051)朝向所述底板(1)的一侧设有定位块(1053),所述底板(1)上设有与所述定位块(1053)相配合的定位槽(1054),所述定位块(1053)设置在所述定位槽(1054)内,以将所述冲压块(105)固定。
4.根据权利要求1所述的冲压负角翻边的模具,其特征在于,所述模具还包括设于所述底板(1)上的驱动机构(102),所述驱动机构(102)包括斜楔驱动块(1021)和与所述斜楔驱动块(1021)楔形配合的斜楔滑块(1022),所述斜楔滑块(1022)与所述底板(1)滑动连接,所述冲压凸模(1012)设于所述斜楔滑块(1022)上;所述斜楔驱动块(1021)构造为驱动所述斜楔滑块(1022)带动所述冲压凸模(1012)由初始位置向冲压位置移动。
5.根据权利要求4所述的冲压负角翻边的模具,其特征在于,每个所述斜楔滑块(1022)的两端分别设有一压板(103),所述压板(103)的一端压接在所述斜楔滑块(1022)上,另一端与所述底板(1)连接。
6.根据权利要求4所述的冲压负角翻边的模具,其特征在于,每个所述斜楔滑块(1022)上分别设有第一氮气弹簧(1015),所述第一氮气弹簧(1015)配置为带动所述斜楔滑块(1022)由所述冲压位置向所述初始位置移动。
7.根据权利要求4所述的冲压负角翻边的模具,其特征在于,所述斜楔滑块(1022)朝向所述插芯凹模(1011)的一侧沿所述斜楔滑块(1022)的延伸方向设有承载台(1023),所述冲压凸模(1012)置于所述承载台(1023)上,并与所述斜楔滑块(1022)螺钉连接。
8.根据权利要求4所述的冲压负角翻边的模具,其特征在于,所述冲压凸模(1012)和所述斜楔滑块(1022)上对应开设有销孔(1024),所述销孔(1024)内插设有柱销。
9.根据权利要求4所述的冲压负角翻边的模具,其特征在于,所述驱动机构(102)还包括自润滑导板(1025),所述自润滑导板(1025)设置在所述斜楔驱动块(1021)上,所述自润滑导板(1025)构造成在冲压状态下,所述自润滑导板(1025)相对于所述斜楔滑块(1022)可移动。
10.根据权利要求1所述的冲压负角翻边的模具,其特征在于,所述抽芯机构(3)还包括滑道组件(304),所述滑道组件(304)包括滑轨(3041)和滑块(3042),所述滑轨(3041)沿所述插芯凹模(1011)的延伸方向设置在所述固定板(301)上,所述滑块(3042)与所述气缸(302)的输出端连接,所述连杆组件(303)的底端与所述滑块(3042)连接,所述滑块(3042)嵌套在所述滑轨(3041)上并相对于所述滑轨(3041)可移动。
11.根据权利要求10所述的冲压负角翻边的模具,其特征在于,所述固定板(301)上还设有止挡块(305),所述止挡块(305)设于所述滑轨(3041)远离所述气缸(302)的一端,以用于与所述滑块(3042)相抵接。
12.根据权利要求1所述的冲压负角翻边的模具,其特征在于,所述模具还包括活动连接于所述底板(1)上的第一导向组件,所述第一导向组件包括第一导向块(106)和第二导向块(107),所述第一导向块(106)和所述第二导向块(107)分设于所述插芯凹模(1011)的两端;所述第一导向块(106)和所述第二导向块(107)上分别开设有导向孔,所述插芯凹模(1011)通过所述导向孔依次插入所述第一导向块(106)和所述第二导向块(107)并与所述第一导向组件滑动配合。
13.根据权利要求12所述的冲压负角翻边的模具,其特征在于,所述底板(1)上还设有限位块(104),所述限位块(104)设于所述第二导向块(107)背离所述第一导向块(106)的一侧,并与所述第二导向块(107)相抵接。
14.根据权利要求12所述的冲压负角翻边的模具,其特征在于,所述模具还包括退料机构(4),所述退料机构(4)包括第二氮气弹簧(401)、固定座(402)和传动组件(403),所述第二氮气弹簧(401)设置在所述固定板(301)的下方,所述第二氮气弹簧(401)的顶端与所述固定板(301)连接,所述第二氮气弹簧(401)的底端与所述固定座(402)连接,以将所述第二氮气弹簧(401)固定;所述传动组件(403)设置在所述固定板(301)和所述底板(1)之间,所述传动组件(403)的底端与所述固定板(301)连接,所述传动组件(403)的顶端贯穿所述底板(1)并与所述第一导向组件连接;所述退料机构(4)构造为由所述第二氮气弹簧(401)通过所述固定板(301)驱动所述传动组件(403),带动所述第一导向组件跟随所述传动组件(403)的运动方向移动。
15.根据权利要求14所述的冲压负角翻边的模具,其特征在于,所述模具还包括第二导向组件(5),所述第二导向组件(5)设于所述固定板(301)的下方,且所述第二导向组件(5)的顶端穿过所述固定板(301)设置,以用于限定所述退料机构(4)沿所述第二氮气弹簧(401)上升或下降的方向移动。
16.根据权利要求1所述的冲压负角翻边的模具,其特征在于,所述模具还包括到位检测机构(6),所述到位检测机构(6)设于所述底板(1)上,所述到位检测机构(6)配置为检测所述连杆组件(303)是否运动到到位位置。
技术总结
本公开涉及一种冲压负角翻边的模具,包括底板、负角成型机构以及抽芯机构,负角成型机构包括插芯凹模和冲压凸模,插芯凹模上设有凹槽,冲压凸模上设有与凹槽相配合的凸条,凸条压于凹槽内,使对待冲压工件的侧边向内弯曲以形成翻边;抽芯机构包括固定板、气缸和连杆组件,抽芯机构构造为由气缸通过连杆组件带动插芯凹模沿插芯凹模的延伸方向进行抽插运动。通过上述技术方案,凸条压于凹槽内使待冲压工件的侧边向内弯曲形成负角翻边,气缸通过连杆组件可以带动插芯凹模从冲压工件内拔出,并通过送料机进行下一步送料,有效减少一副成形模具工装的开发,降低工装的开发成本,提高生产效率,从而解决了工件生产效率低,生产成本高的问题。
技术研发人员:王超
受保护的技术使用者:长春捷翼汽车科技股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!